



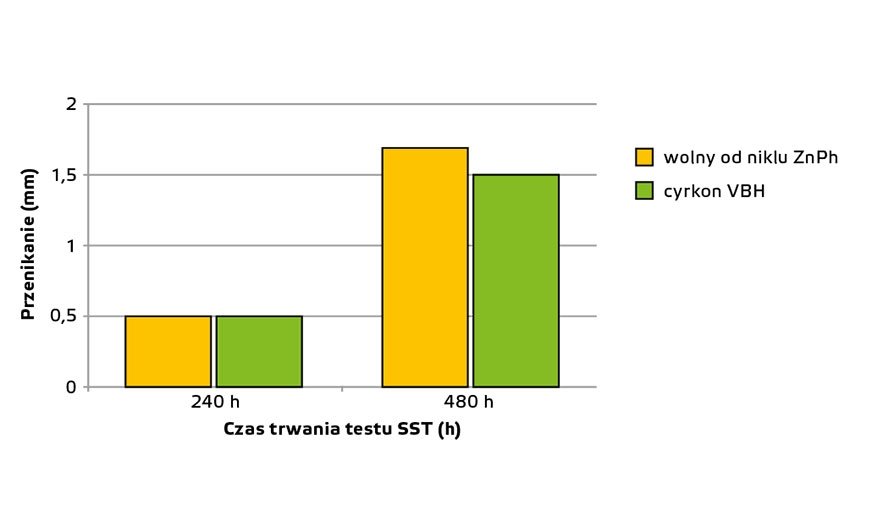
Ilustracja 1. (BU) Porównanie przenikania wolnego od niklu fosforanowania cynkowego i obróbki przy pomocy procesów cienkowarstwowych. Przeprowadzany test: SST DIN EN ISO 9227; podłoże: stal; malowanie: KTL Acrylat.
Bez sprzeczności dla skuteczności procesów i dla wyrobów
Wraz z wprowadzeniem w UE w 2007 r. dyrektywy o starych pojazdach, w przemyśle motoryzacyjnym i u jego poddostawców nastąpił kres chromowania jako procesu obróbki wstępnej powierzchni aluminiowych.
W 2010 r. wdrożono REACH – rozporządzenie wpisujące związki chromu na listę SVHC (listę substancji wzbudzających szczególnie duże obawy). Dramatycznie zmieniło się więc oznaczanie innych znanych substancji stosowanych do obróbki stopów żelaza, i to tak, że powinna zostać ponownie rozpatrzona możliwość ich stosowania. Za przykład posłużyć tu mogą nikiel i jego sole, które nadal mają zastosowanie podczas fosforanowania cynkowego. Jednak, aby zapewnić zgodność tego procesu z proekologiczną obróbką wstępną, trzeba wybrać jedno z dwóch możliwych rozwiązań: podczas fosforanowania albo zastosować zamiennik w postaci zgodnie oznaczonych soli metali, albo wybrać proces zastępczy dla tego fosforanowania.
Wybór procesu zamiennego
W wielu branżach, przede wszystkim u producentów samochodów, ale również u producentów maszyn rolniczych, fosforanowanie jest nadal metodą z wyboru. Przyczyną tego jest, z jednej strony, wieloletnie doświadczenie w tej dziedzinie, z drugiej, duża trwałość. Wysokie wymagania jakościowe, które zostały ustalone dla powłoki organicznej w tych branżach, mogły do tej pory zapewnić tylko odpowiednie zabiegi, zwykle fosforanowanie cynkowe w ramach potrójnej obróbki powierzchni. Towarzyszą jednak jemu pewne niedogodności, do których zaliczono:
- Wysokie zapotrzebowanie na energię (np. do procesu kąpieli, dla której stałe temperatury muszą wynosić 45-50°C).
- Akumulację osadu, który osiada na tylnych ściankach i przewodach rurowych lub zatyka dysze wtryskowe.
- Tworzenie się osadów na powierzchniach wymienników ciepła, wskutek czego nie ma miejsca stałe przenoszenie ciepła z czynnika termodynamicznego do cieczy do kąpieli.
- Zwiększenie kosztów utrzymania, np. ze względu na konieczność regularnego i czasochłonnego czyszczenia wymiennika ciepła i przewodów zasilających w związku z działaniem wyżej wymienionych wyższych temperatur z jednej strony, jak również usuwania szlamu fosforanowego z drugiej.
- Bardziej restrykcyjne oznaczenie zawierającego nikiel fosforanowania cynkowego w ramach potrójnej obróbki powierzchni (patrz tabela 1).
Jednakże wyżej wymienione wady systemów fosforanowania cynkowego zostają zachowane. Przy pomocy powłok cienkowarstwowych oraz produktów, takich jak DECORRDAL ZT 780, można osiągnąć interesujące alternatywy. Efekty te są porównywalne lub nawet lepsze niż wyniki w zakresie ochrony przed korozją (patrz ilustracja 1). Ponadto, dają one szereg innych zalet systemowych.
Ponieważ system jest wolny od fosforanów, podczas trwającego procesu nie wytrąca się osad fosforanu żelaza. Rozpuszczone jony żelaza mogą być już łatwo usunięte z cieczy do kąpieli przy pomocy filtra kieszeniowego (50-100 μm). Co więcej, proces kąpieli odbywa się w temperaturze pokojowej (15-40°C) (por. fosforanowanie cynkowe: 45-50°C). Tak więc wybór procedury zamiennej to duży krok w kierunku procesów bardziej przyjaznych dla środowiska (wolnych od metali ciężkich) lub oszczędzających zasoby.
Niemniej jednak, nie może być stosowane powszechnie fosforanowanie cynkowe z zawartością soli niklu, ponieważ sole niklu reagują szczególnie z powierzchniami ocynkowanymi i udoskonalają wręcz osadzanie się kryształów fosforanu cynku. Nie odbędzie się to z korzyścią w zakresie ochrony przed korozją i dla przyczepności farby.












