



Metody mechaniczne
Metody mechanicznego oczyszczania powierzchni podłoża stalowego dzieli się na [1-4]:
a) oczyszczanie przy użyciu narzędzi:
- młotkowanie,
- szczotkowanie,
- skrobanie,
- szlifowanie,
- polerowanie,
b) obróbki strumieniowo-ścierne.
Obróbka strumieniowo-ścierna jest jedną z najbardziej skutecznych i efektywnych metod przygotowania podłoża stalowego, w wyniku której uzyskuje się najwyższe stopie czystości powierzchni oznaczone symbolami Sa3 i Sa2½ (wg PN-EN ISO 8501-1:2008) tj.:
- Sa3 – obróbka strumieniowo-ścierna do uzyskania powierzchni stalowej wzrokowo czystej, pozbawionej zgorzelin, rdzy, oleju, smaru, pyłu, starych powłok. Powierzchnia stalowego podłoża charakteryzuje się jednolitą i metaliczną barwą,
- Sa2½ – bardziej gruntowne oczyszczenie strumieniowo-ścierne. Całkowite usunięcie zgorzeliny, rdzy, starej powłoki malarskiej. Dopuszczalne są ściemnienia i przebarwienia, szczególnie w miejscach silnego uszkodzenia korozyjnego, ślady zanieczyszczeń w kształcie kropel lub pasków.
- rodzaju i wielkości oczyszczanej powierzchni,
- stanu powierzchni,
- uzyskania wymaganego stopnia czystości powierzchni,
- sposobu przeprowadzenia obróbki (ciągły lub przerywany).
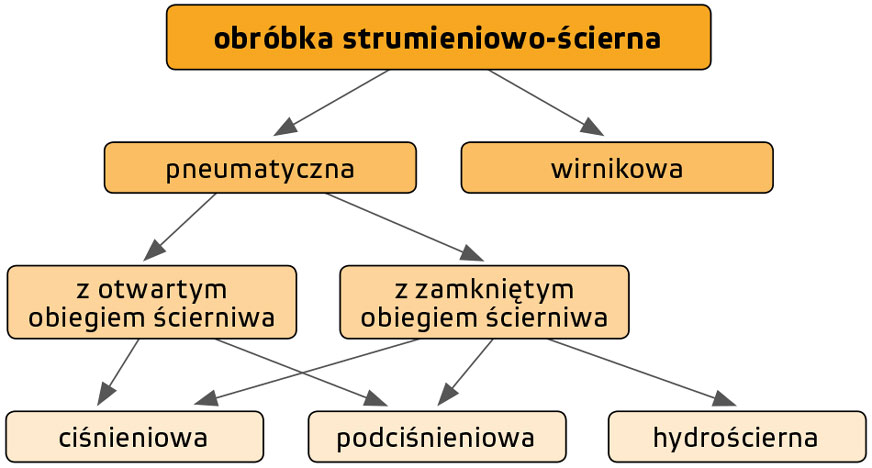
Rys. 1. Rodzaje obróbki strumieniowo-ściernej [4].
Na wydajność i skuteczność obróbki strumieniowo-ściernej wpływają parametry techniczne procesu, takie jak: kąt nachylenia dyszy, z której kierowany jest strumień ścierniwa w stosunku do oczyszczanej powierzchni, odległość czyszczonej powierzchni od dyszy, średnica dyszy, prędkość wylotu ścierniwa z dyszy, czas czyszczenia. Oprócz wymienionych parametrów, na wydajność obróbki decydujący wpływ ma rodzaj i wielkość zastosowanego materiału ściernego [8-11]. Najkorzystniejsze jest zastosowanie ścierniwa o dużej twardości, wysokiej gęstości oraz dużej liczbie ostrych krawędzi [12]. Istotnym kryterium w analizie ekonomicznej procesu obróbki jest możliwość powtórnego wykorzystania ścierniwa [4, 13, 14]. Zgodnie z Rozporządzeniem Ministra Gospodarki, Pracy i Polityki Społecznej z dnia 14 stycznia 2004 r. w sprawie bezpieczeństwa i higieny pracy przy czyszczeniu powierzchni, malowaniu natryskowym i natryskiwaniu cieplnym [15] do czyszczenia powierzchni metodami strumieniowo-ściernymi powinno stosować się:












