



![Wykres 1. Najczęstsze przyczyny niskiej trwałości powłok ochronnych. [1]](https://www.lakiernictwo.net/img/artykuly/2607_przygotowanie-powierzchni-podloza-a-przycz_1.jpg)
Wykres 1. Najczęstsze przyczyny niskiej trwałości powłok ochronnych. [1]
Wyroby hutnicze posiadają wady powierzchniowe w postaci: zawalcowania zgorzeliny, rowków, żłobków, kraterów, łusek, rozwarstwień itp. które należy usunąć.
Norma PN EN ISO 12944-2 reguluje dokładność wykonania tych prac zależnie od przewidywanych warunków eksploatacji danej konstrukcji lub wyrobu (patrz tabela 1).
Wyroby przeznaczone do powszechnego użytku i mające mieć wygląd estetyczny niezależnie od atmosfery, w której są eksploatowane, wykonuje się w klasie P-3.
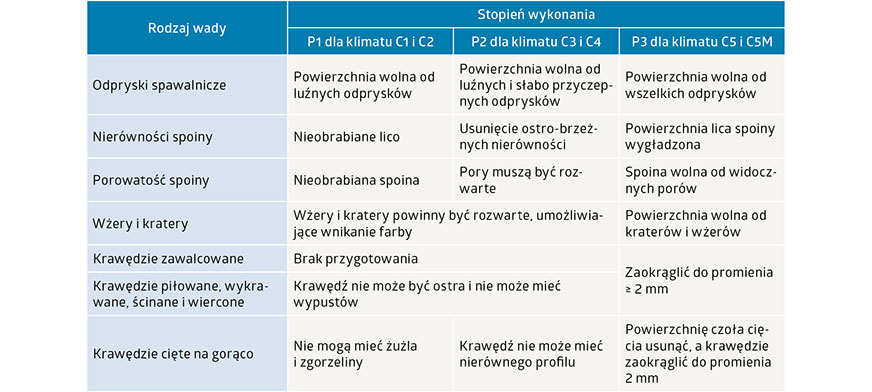 Tabela 1. Wymagania dotyczące obróbki ślusarskiej spawów i powierzchni metalowych zależnie od warunków klimatycznych eksploatacji konstrukcji [2].
Tabela 1. Wymagania dotyczące obróbki ślusarskiej spawów i powierzchni metalowych zależnie od warunków klimatycznych eksploatacji konstrukcji [2].
2. Zmycie i odtłuszczenie powierzchni przed obróbką strumieniowo-ścierną
Zarówno nowy wyrób czy konstrukcja, jak i detal podlegający renowacji powinien być w całości lub miejscowo (zależnie od stopnia zabrudzenia powierzchni) umyty przed obróbką strumieniowo-ścierną, a także, by nie roznosić w czasie obróbki strumieniowo-ściernej miejscowych zabrudzeń i zatłuszczeń powierzchni smarami, cieczami obróbkowymi itp. substancjami na większą powierzchnię. Mycie ma za zadanie usunięcie wszelkich zabrudzeń, a zwłaszcza tłuszczów, zaoliwień, płynów technologicznych i smarów oraz soli rozpuszczalnych. Należy też usunąć silspaw lub inne preparaty stosowane przez spawaczy dla zapobiegania przyleganiu odprysków spawalniczych. W trakcie mycia usuwa się też sole rozpuszczalne.
Widoczne miejscowe zanieczyszczenia olejowe i smarem najlepiej przed myciem za pomocą wody usunąć przy użyciu rozpuszczalnika i pędzla oraz zbierać, jeżeli to możliwe, tak rozcieńczony tłuszcz jeszcze przed odparowaniem rozcieńczalnika przy użyciu szmat lub czyściwa.
Skuteczność odtłuszczenia sprawdza się jedną z poniższych metod:
a) na odtłuszczoną powierzchnię nakłada się 2-3 krople benzyny ekstrakcyjnej. Po około 10 sekundach przykłada się krążek bibuły filtracyjnej. Jednocześnie na drugi krążek bibuły, służący jako wzorzec, również nanosi się benzynę ekstrakcyjną; po odparowaniu rozpuszczalnika z obu krążków porównuje się je. Obecność plam tłuszczowych na bibule przyciśniętej do odtłuszczonej powierzchni świadczy o jej niewłaściwym odtłuszczeniu
b) odtłuszczoną powierzchnię polewa się wodą destylowaną (spryskiwaczem). Po 10 s oceniany jest szacunkowy procent zwilżonej powierzchni. Norma rozróżnia 3 stopnie zwilżenia, które są zarazem miernikiem stopnia odtłuszczenia:
- stopień 1 – woda zwilża powyżej 50% powierzchni
- stopień 2 – woda zwilża 40-50% powierzchni
- stopień 3 – woda zwilża 15-20% powierzchni [3].












