




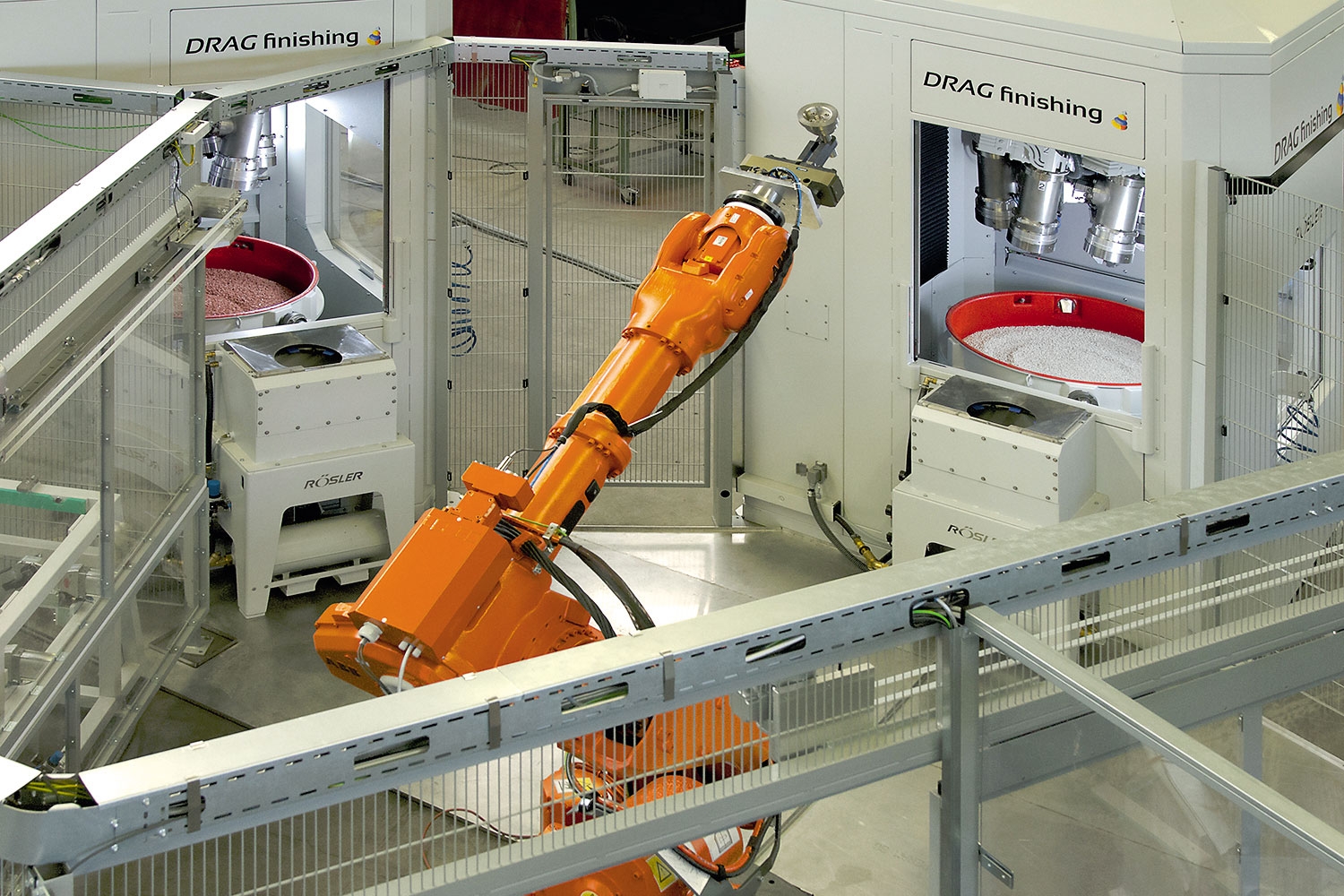
Innowacyjny system wykończeniowy R6/1000 SF-Auto z robotem podawczym umożliwia w pełni zautomatyzowane usuwanie zadziorów z komponentów wykonanych z uszlachetnianych stali narzędziowych.
Elastyczność w szerokim zakresie komponentów
Z wykorzystaniem tego urządzenia obróbce mogą podlegać obiekty o średnicy do maksymalnie 160 mm oraz długości do maksymalnie 350 mm. Tym samym zakres możliwej obróbki obejmuje większą część asortymentu produktowego firmy Walter. W głównym systemie sterowania zapisano odpowiednie programy dla różnych profili obróbczych, zawierające specyficzne parametry obróbki komponentów, przykładowo kierunek obrotu, prędkość wrzecion, głębokość zanurzenia i czasy obróbki. – Przeprowadzaliśmy odpowiednie testy w laboratorium testowym firmy Rösler, gdzie wspólnie w ramach ścisłej współpracy dostosowaliśmy urządzenie w sposób optymalny do naszego łańcucha produkcji – opowiada David Boehnke. – Później firma Rösler wdrożyła w ramach koncepcji ostatecznej nasze pomysły i oczekiwania. To była bardzo partnerska i otwarta współpraca.
Pełna automatyzacja drogą do większej produktywności oraz bezpieczeństwa procesu
Obrabiane elementy są przekazywane do obróbki partiami, z wykorzystaniem systemu palet klienta transportowanego na wózku. Wymagana w przypadku eksploatacji robota dokładność pozycjonowania obrabianych elementów na poziomie 1/10 mm została zapewniona w drodze wspólnie opracowanego rozwiązania bezpiecznego systemu podawczego z użyciem modeli układania.
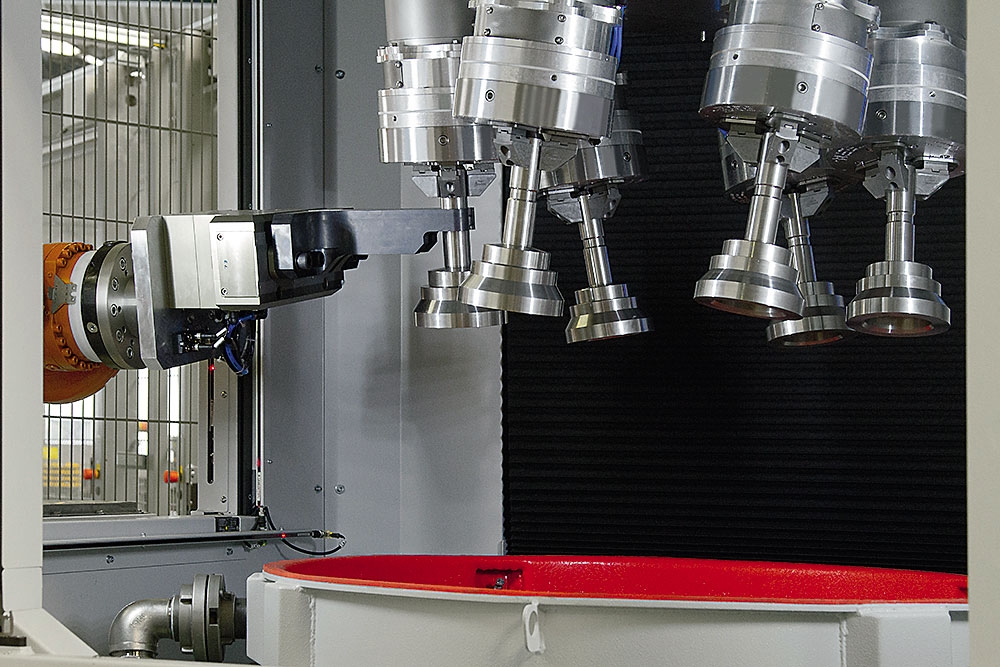
Obszar roboczy robota chroniony jest z użyciem drzwi ochronnych. Mieści się w nim do czterech wózków. Po umieszczeniu ich w zdefiniowanych pozycjach, operator używa panelu obsługi, gdzie określa wybrany model ułożenia i liczbę elementów. Główny system sterowania wybiera automatycznie program specyficzny dla danego elementu obrabianego, dokonuje przeliczenia wymaganej liczby cykli roboczych i dokonuje podziału elementów obrabianych zgodnie z ustaloną logiką rozmieszczenia. Za odpowiednie pozycjonowanie wrzecion roboczych odpowiada system sterowania urządzenia do wykańczania. Po zamknięciu drzwi ochronnych robot rozpoczyna załadunek wrzecion w detale obróbcze.
Po upływie określonego czasu obróbki robot wyjmuje element obrabiany i przenosi go – zależnie od programu – do stacji czyszczenia w obrębie misy roboczej urządzenia. Tutaj pozostałości elementów szlifujących są usuwane z wykorzystaniem mieszanki wody, powietrza i płynu wspomagającego.
Wkład w bezpieczeństwo procesu zapewnia także zintegrowany system odsiewania zużytych kształtek ściernych. Dzięki temu zbyt małe elementy szlifujące są usuwane z procesu w systemie ciągłym. Z kolei uzupełnianie kształtek w maszynie odbywa się cyklicznie ręcznie tak, aby zapewnić w pełni homogeniczną mieszankę kształtek w misie roboczej.
– Firma Rösler zaprezentowała się w ramach tego projektu jako innowacyjne przedsiębiorstwo, oferujące kompletne rozwiązania, mające własne procesy pod kontrolą i dzięki temu będące w stanie zaoferować indywidualne dostosowanie urządzeń celem osiągnięcia korzyści po stronie klienta – dodaje na koniec David Boehnke. – Pracujemy z użyciem tych systemów wykończeniowych od wielu miesięcy i wyniki są bardzo satysfakcjonujące. Dlatego będziemy kontynuować i rozszerzać pełną sukcesów współpracę z firmą Rösler.
Rösler Oberflächentechnik GmbH
Fot. Walter AG oraz Rösler Oberflächentechnik GmbH













{kind=link}
{kind=link}
{kind=link}
{kind=link}