




Oczyszczarka pneumatyczna
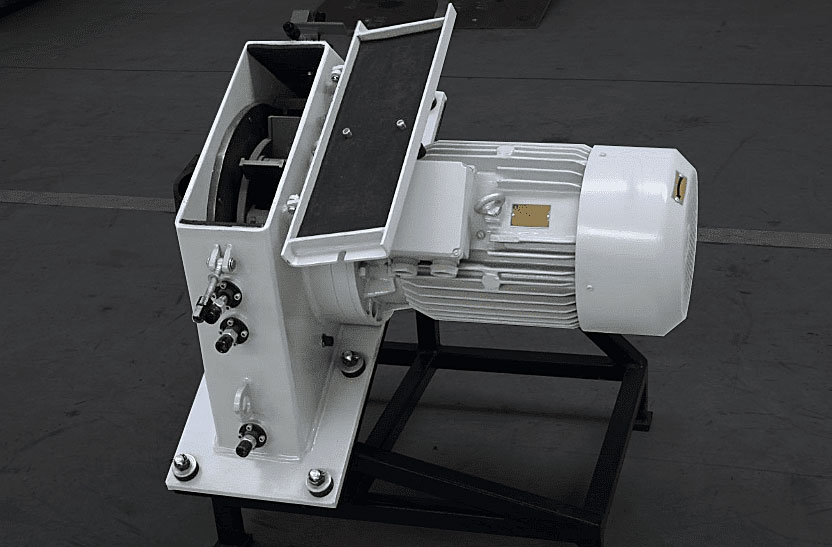
Wirniki rzutowe stosowane w konstrukcjach oczyszczarek wirnikowych AKP PROGRESS
Produkowane przez nas wirniki rzutowe stanowią nową generację cechującą się wieloma zaletami techniczno-eksploatacyjnymi. W stosunku do stosowanych tradycyjnych wirników nasze wirniki cechują się: 20% wyższą wydajnością oczyszczania, 20% niższym zużyciem energii elektrycznej w odniesieniu do jednostki oczyszczonej powierzchni, około 80% wyższą trwałością elementów podlegających zużyciu technologicznemu.
Przygotowanie przedmiotów do strumieniowo-ściernej obróbki powierzchni
- Czystość chemiczna – w przypadku istotnego zabrudzenia powierzchni środkami tłustymi (smary, oleje) konieczne jest ich wcześniejsze umycie. Mycia nie wymagają zabrudzenia chemiczne powstałe w wyniku używania do spawania środka przeciwrozpryskowego.
- Przygotowanie mechaniczne – należy usunąć poprzez szlifowanie bądź inną obróbkę mechaniczną (na przykład skrobakiem), rozpryski spawalnicze, które wpływają niekorzystnie na estetykę wyrobu bądź na jego funkcjonalność. Z podobnych przyczyn należy też oszlifować nieestetycznie wykonane spoiny.
- Wysuszenie przedmiotów – przedmioty poddane obróbce muszą być suche. W przeciwnym przypadku należy liczyć się ze zbrylaniem śrutu, szczególnie w elewatorze i separatorze oraz zbiorniku pod separatorem.
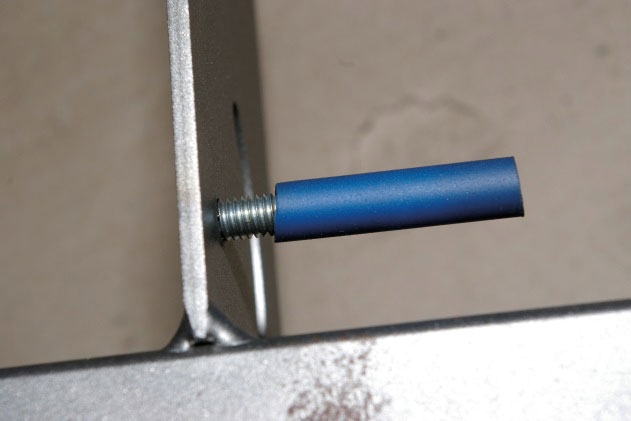
- Zabezpieczenie elementów podatnych na uszkodzenie ścierniwem – między innymi takich, jak: otwory gwintowane, gwinty zewnętrzne, powierzchnie obrobione skrawaniem. Przykłady zabezpieczeń gwintów przedstawione są na fotografiach nr 5 i 6.
- Dostosowanie konstrukcji przedmiotów. Jednym z celów dostosowania konstrukcji przedmiotów jest wyeliminowanie zjawiska gromadzenia się śrutu w przestrzeniach zamkniętych, z których usunięcie śrutu jest bardzo utrudnione lub wręcz niemożliwe. Przykłady potrzeby dostosowania konstrukcji przedstawiono na fotografiach nr 7 i 8.
Wpływ obróbki strumieniowo-ściernej i jej parametrów na powierzchnię i warstwę wierzchnią obrabianego przedmiotu
Czystość powierzchni
Uderzanie strumieniem ścierniwa powoduje, że z obrabianej powierzchni zostają usunięte wszelkie przywarte zanieczyszczenia stałe, jak: rdza, zgorzelina, poprzednia powłoka i inne. Przy właściwie skonstruowanej i sprawnie działającej wentylacji komory i odpowiedniej sprawności separatora śrutu z oczyszczanej powierzchni zostają usunięte również frakcje pyliste. Kontrola czystości powierzchni po obróbce strumieniowo-ściernej jest dokonywana wzrokowo. Sposób jej oceny określa norma PN-ISO 8501-1 „Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni”. Podana norma określa następujące stopnie czystości powierzchni: Sa 1; Sa 2; Sa 2 1/2 ; Sa 3.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}