




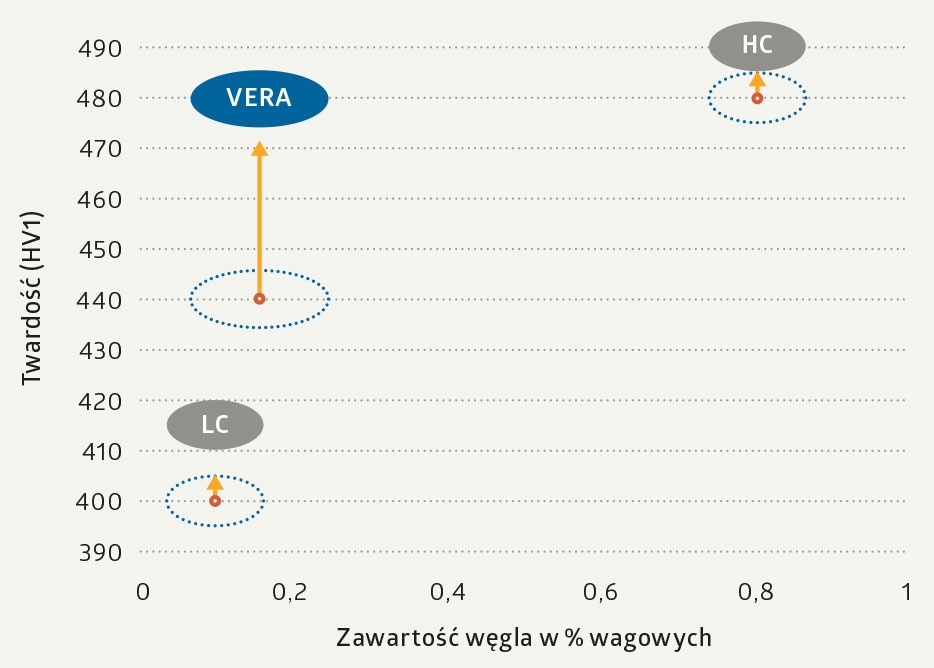
Jedyny śrut staliwny kulisty łączący w sobie wytrzymałość śrutu niskowęglowego i intensywność śrutu wysokowęglowego
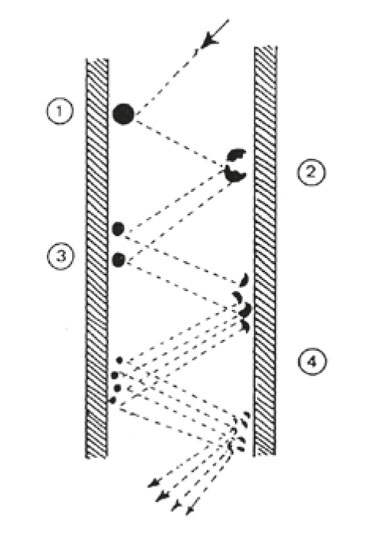
Obróbka strumieniowo-ścierna polega na kierowaniu na obrabianą powierzchnię materiału ściernego (za pomocą sprężonego powietrza lub łopatek kół rzutowych – wirników). Celem takiego działania jest przede wszystkim:
- oczyszczenie powierzchni z zanieczyszczeń (np. rdza, stara powłoka czy pozostałości po procesie odlewania),
- przygotowanie powierzchni poprzez jej rozwinięcie (np. pod późniejsze malowanie proszkowe),
- wygładzenie powierzchni zbyt chropowatych (np. przed cynkowaniem).
Dobierając odpowiednie ścierniwo do obróbki strumieniowo-ściernej kierujemy się przede wszystkim aspektem ekonomicznym oraz żądaną topografią powierzchni na obrabianym elemencie.
Ekonomiczne ścierniwo do obróbki strumieniowo-ściernej
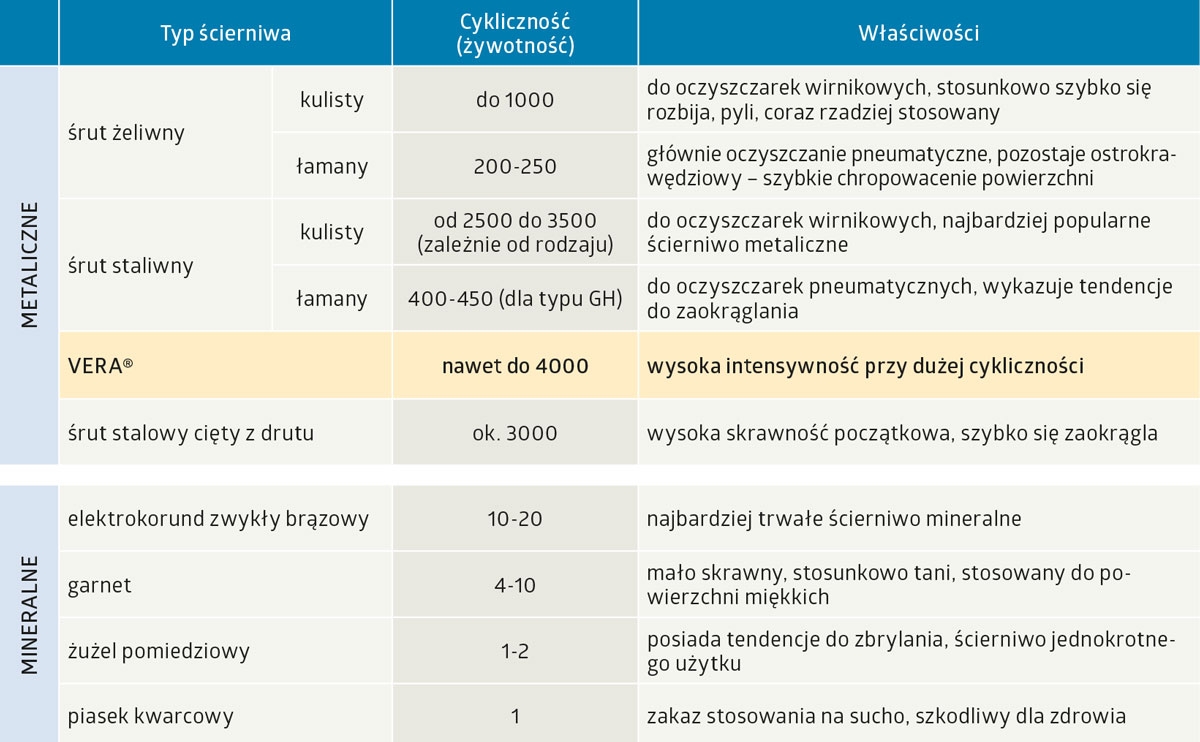
Od 1 maja 2004 roku, decyzją ministra gospodarki, pracy i polityki społecznej, wszedł w życie zakaz stosowania piasku kwarcowego na sucho (bez osłony wodnej). Większe znaczenie zaczęły zyskiwać elektrokorundy czy żużle pomiedziowe. Oczywiście istnieje tutaj szereg uwarunkowań, takich jak: rodzaj urządzenia jakim dysponujemy, czy materiał jaki zamierzamy poddawać obróbce.
Ze względu na wysoką cykliczność oraz efektywność działania, obecnie najbardziej rozpowszechnionymi ścierniwami w obróbce strumieniowo-ściernej z zamkniętym obiegiem ścierniwa są śruty metaliczne, głównie staliwne: łamane i kuliste. Obróbka z wykorzystaniem tego rodzaju materiału obróbczego nazywana jest śrutowaniem.
Tabela nr 1 przedstawia porównanie żywotności wybranych ścierniw metalicznych i mineralnych.
Rodzaje śrutów
Ze względu na kształt śrut dzielimy na kulisty i łamany (wyróżnić można jeszcze śrut cięty z drutu o kształcie walca). Śruty stosowane są w urządzeniach zapewniających odzysk ścierniwa: kulisty przede wszystkim w śrutowniach wirnikowych, łamany natomiast wykorzystywany jest głównie przy oczyszczaniu pneumatycznym (komory, kabiny).
Dalsza część artykułu skupiać się będzie na śrutach staliwnych kulistych, które są ścierniwami najczęściej stosowanymi w obróbce strumieniowo-ściernej.
Oprócz śrutów staliwnych, dużo rzadziej spotykane w procesach wirnikowych są śruty kuliste żeliwne. Ze względu na niską żywotność, tendencję do szybszego pękania (przez wysoką zawartość węgla) oraz wynikające z tego zwiększone zapylenie, ich stosowanie okazuje się wysoko nieopłacalne. Dodatkowo, zauważane jest szybsze zużywanie elementów maszyny, takich jak łopatki wirników czy wyłożenia kabiny.
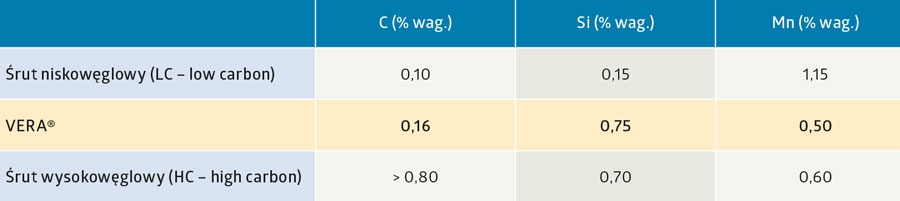
Jak wcześniej wspomniano, wśród śrutów staliwnych kulistych wyróżniamy:
- śrut wysokowęglowy,
- śrut niskowęglowy.
Wymienione rodzaje różnią się technologią wytwarzania, otrzymywaną mikrostrukturą metalograficzną, a co za tym idzie posiadanymi właściwościami.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}