




Kompleksowe porównania metod komercyjnie dostępnych na rynku – część 2, omówienie wyników
W pierwszej części artykułu (LP 1(87)/2014) opisano metody usuwania farby z kół aluminiowych, podano szczegóły eksperymentu procesu odlakierowywania oraz przedstawiono charakterystykę i testy wykonawcze.
Charakterystyka powierzchni
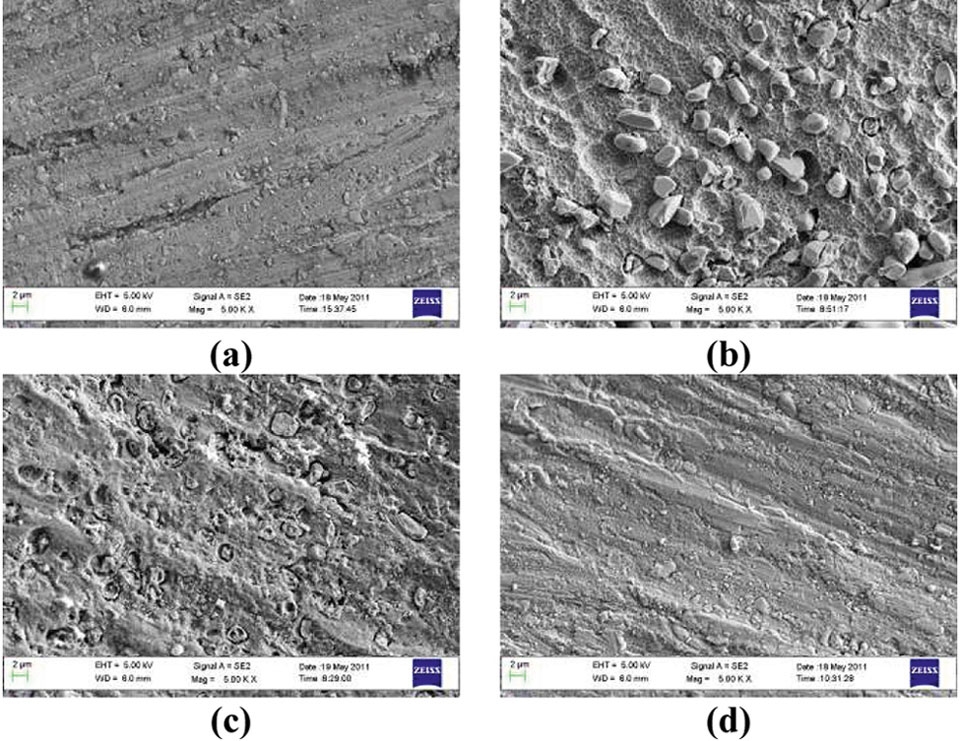
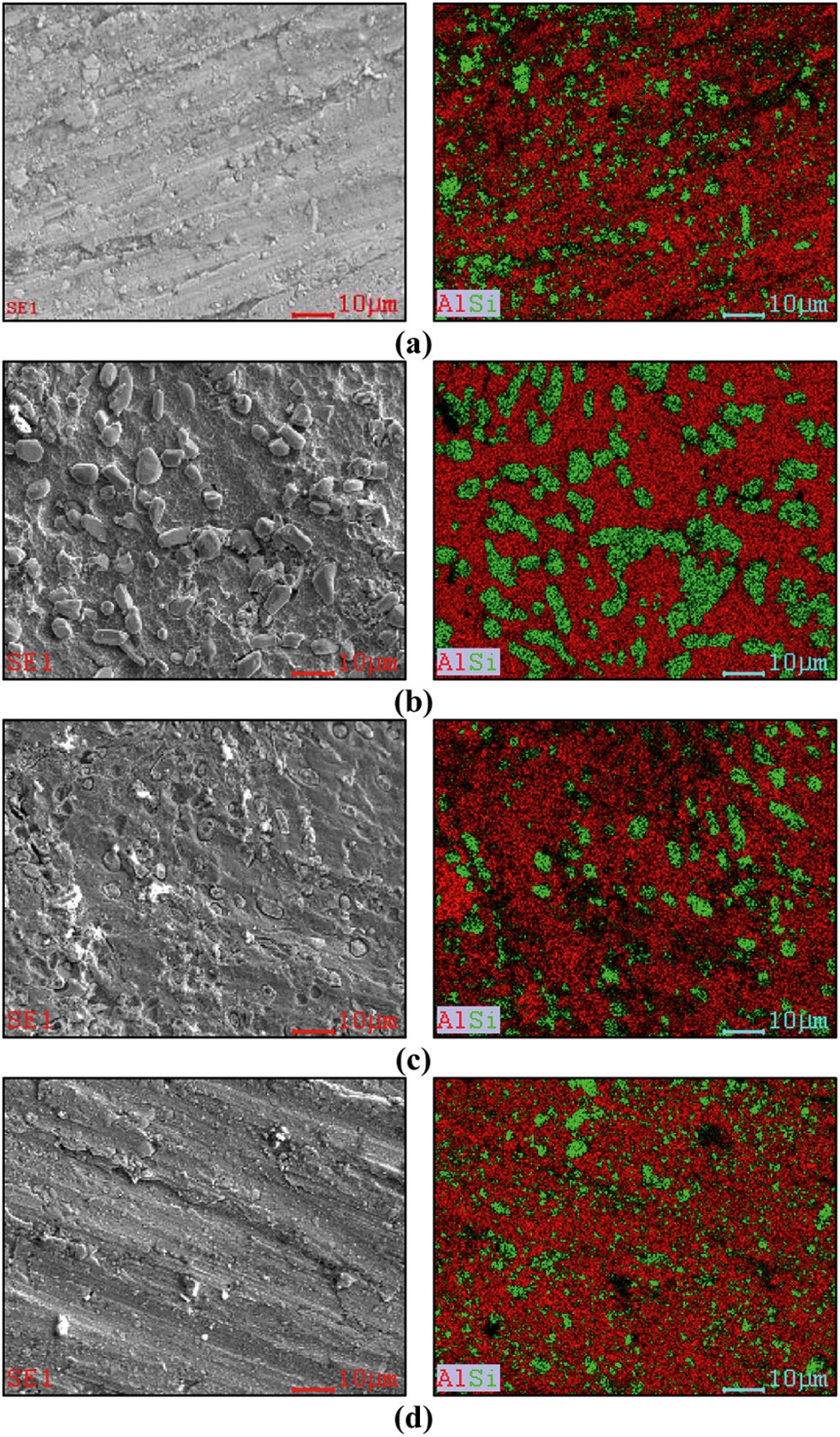
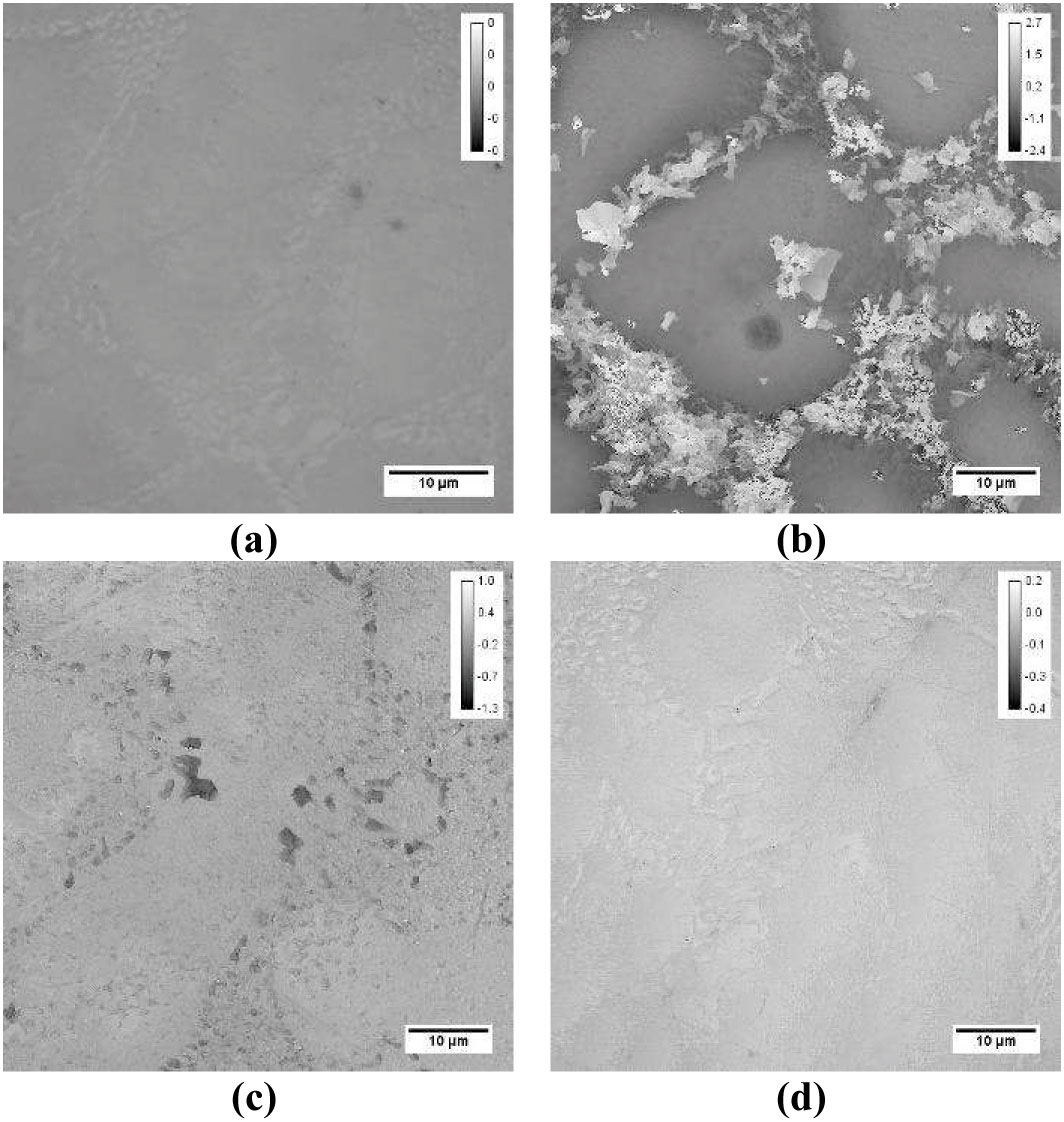
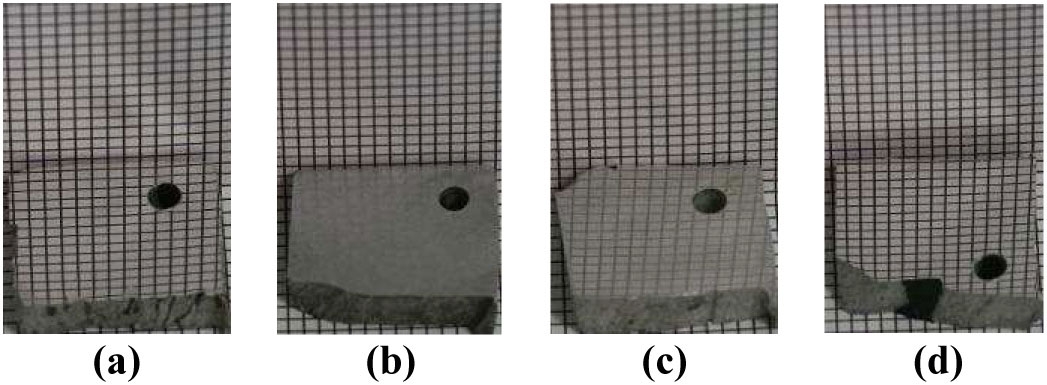
Powierzchnię części koła aluminiowego po usunięciu farby przy pomocy różnych procesów przedstawiono na rysunku 3. Odwzorowanie elementów można zauważyć na rysunku 4 (aluminium na czerwono, a krzem na zielono). Średnią zawartość aluminium i krzemu w każdej próbce przedstawiono w tabeli 1. Wartości te są półilościowe i dotyczą składu przypowierzchniowego. Powierzchnie próbek, z których usunięto warstwy farby przy pomocy technologii MC i ORGF są identyczne. Względne zawartości glinu i krzemu w tych dwóch próbkach również są podobne. Pod powierzchnią tych dwóch próbek można zauważyć eutektyczne cząstki krzemu (por. rys. 4). Te dwa procesy wydają się nie mieć wpływu na wygląd powierzchni.
Powierzchnia próbki bez farby usuniętej przy pomocy technologii CHSA pokazuje wyraźne dowody wytrawienia i cząstki można zauważyć na powierzchni. Cząstki te są bogate w krzem (por. rys. 4). Wyższa zawartość krzemu zaobserwowana w tej próbce w tabeli 1 wynika z obecności dużej ilości tych cząstek i utraty fazy bogatego aluminium, fazy α przy wytrawianiu.
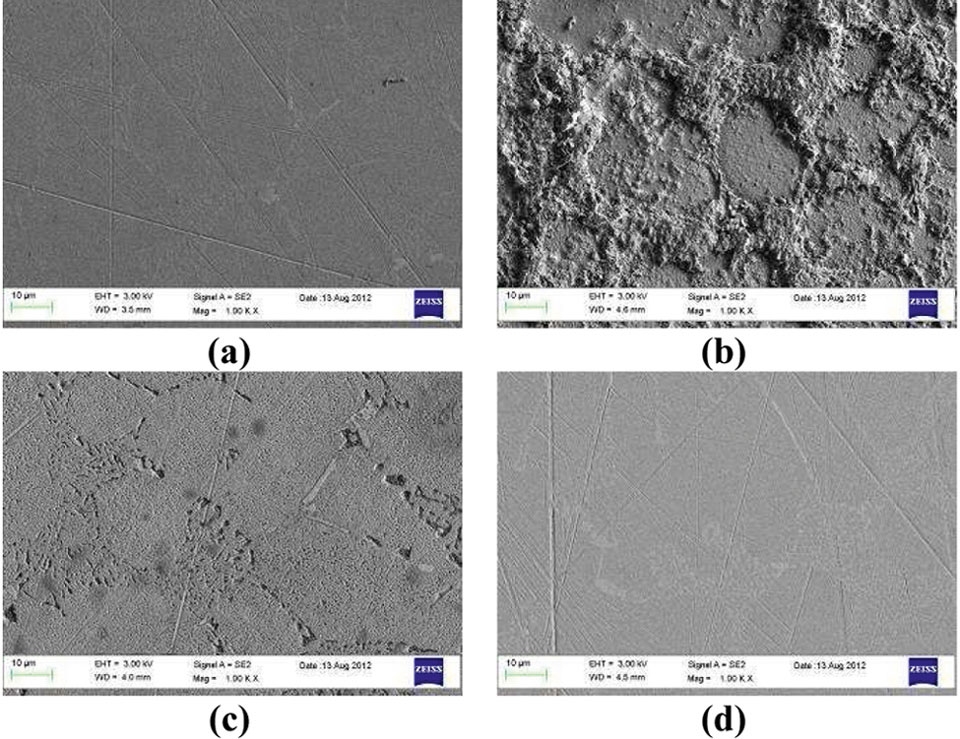
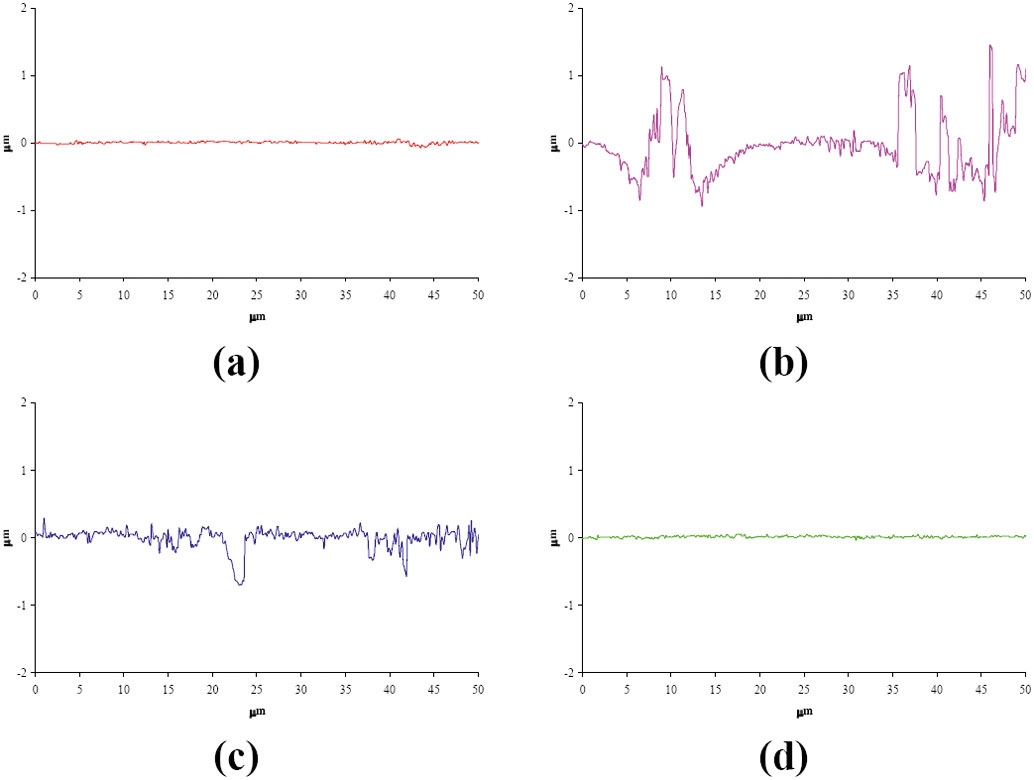
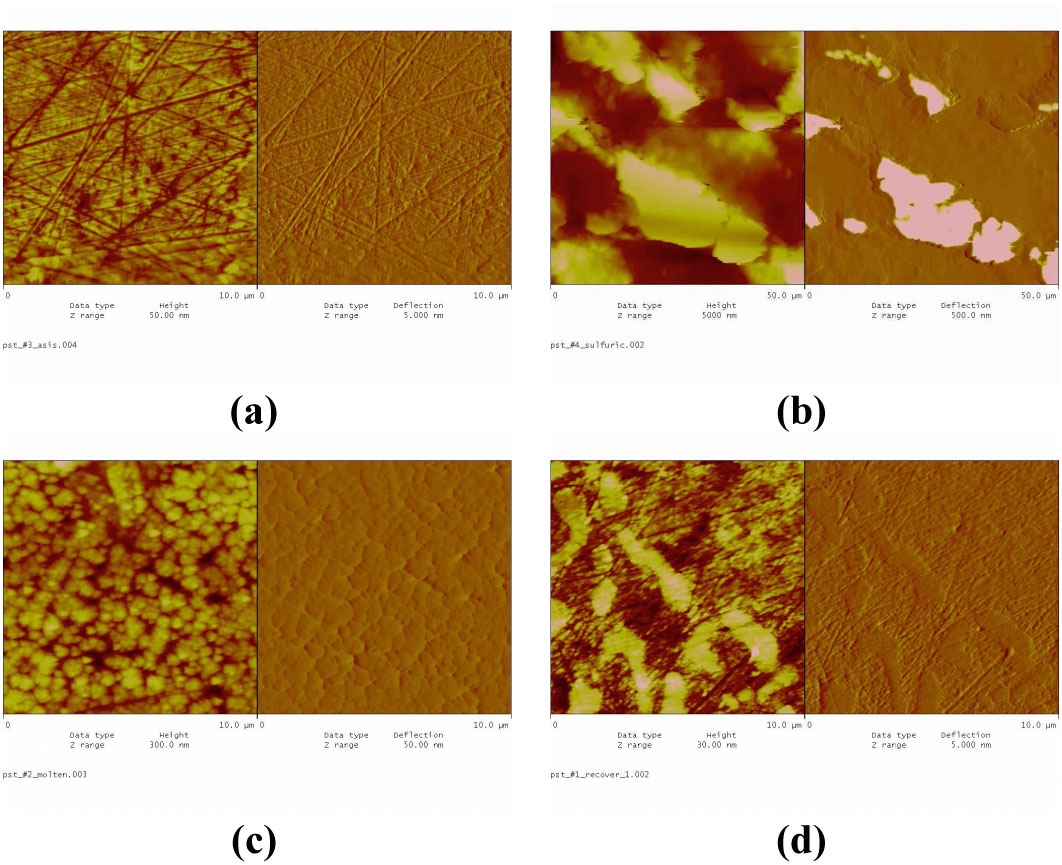
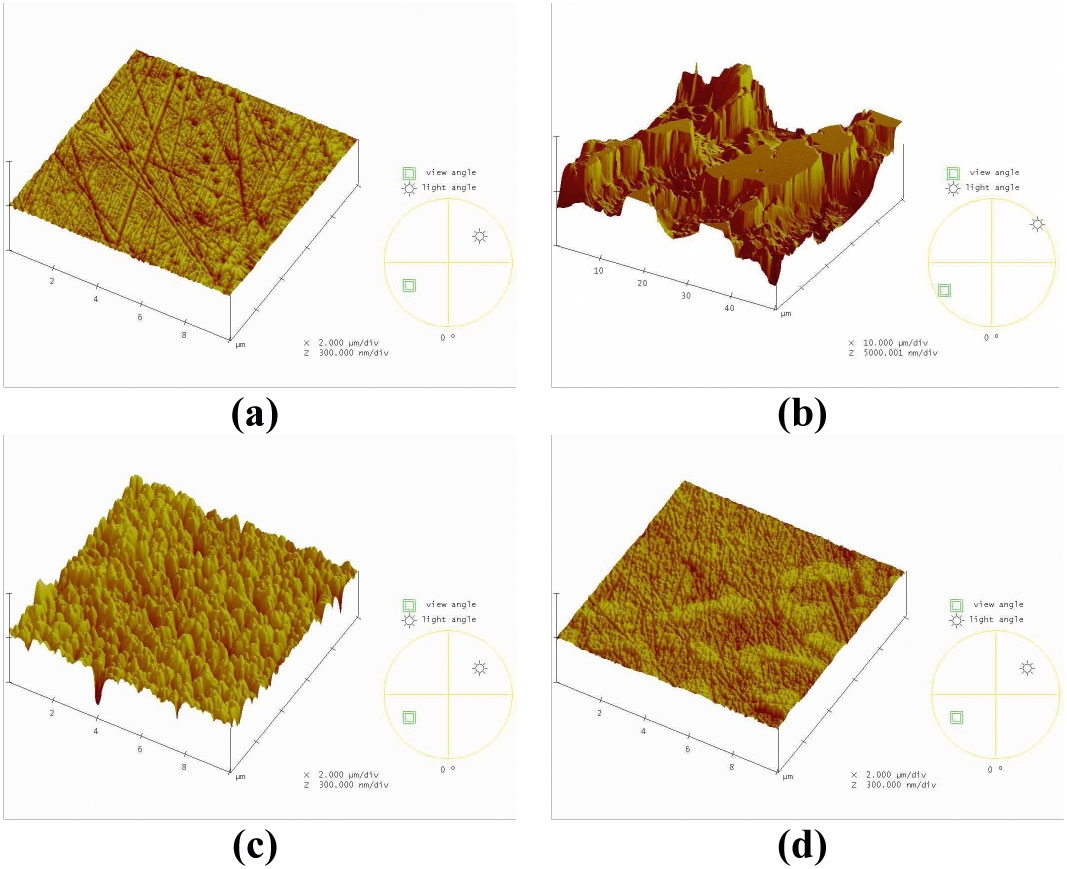
Powierzchnię próbki panelu ACT po zanurzeniu w czterech różnych procesach można zobaczyć na rysunku 5. CHSA i HTIP wyraźnie wpływają na wygląd powierzchni, nawet gdy powierzchnia jest obrabiana przy pomocy MC i ORGF. Jak wskazano wcześniej, CHSA wytrawia fazę α ujawnionych eutektycznych cząstek krzemu, podczas gdy HTIP uwalnia cząstki krzemu i wpływa na strukturę fazy α.
Szlifowane rysy są widoczne na częściach paneli bez farb usuwanych przy pomocy MC i ORGF. Obserwacja ta wyraźnie dowodzi, iż oba procesy chronią wykończoną powierzchnię, w przeciwieństwie do dwóch pozostałych procesów.
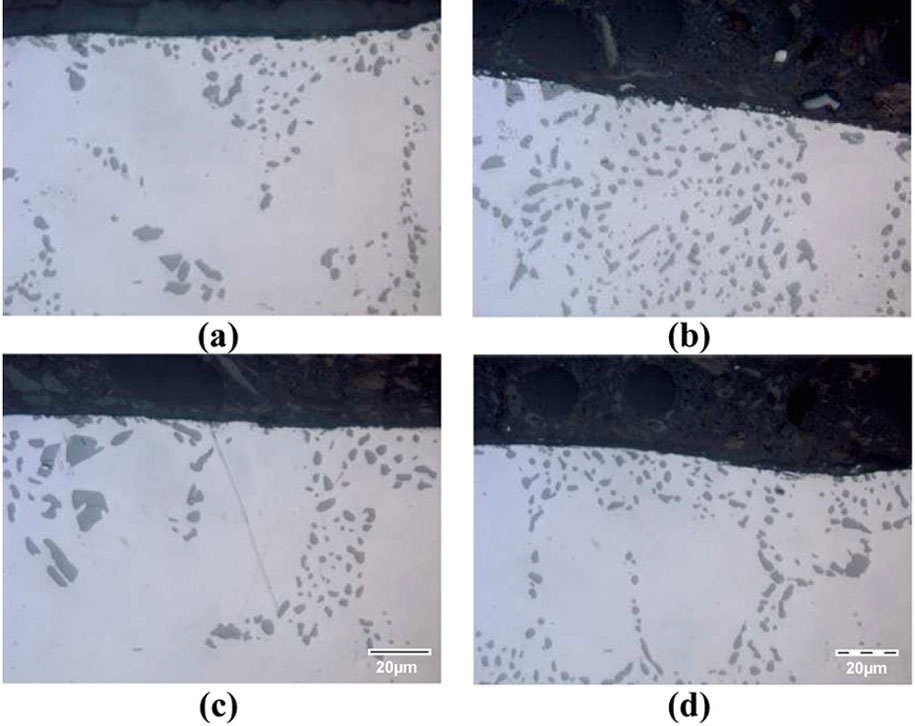
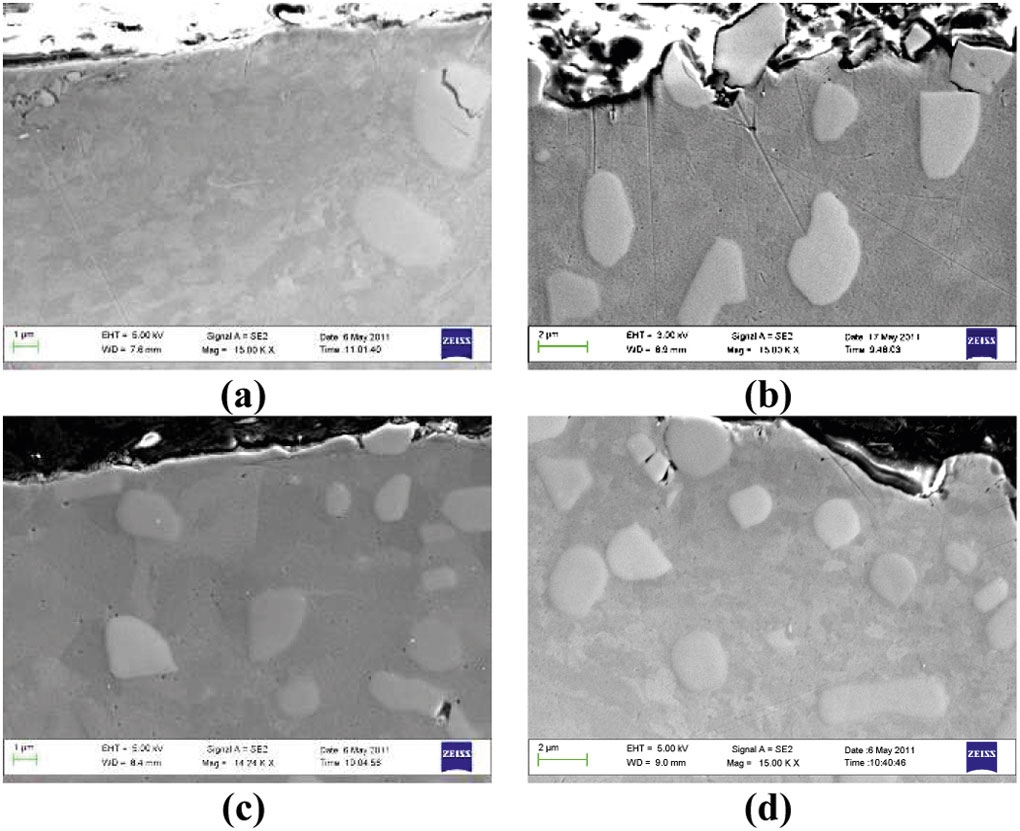
Na rysunku 6 można zaobserwować obrazy przekrojów poprzecznych dla części czterech kół blisko powierzchni. Ciemniejsze i mniejsze ziarna są cząstkami krzemu eutektycznego, natomiast świecące strefy to obszary składające się głównie z fazy α. Świecące strefy nie są pojedynczymi kryształami, ale obszarami polikrystalicznymi, co będzie omówione później. Obfitość cząstek krzemu eutektycznego została zaobserwowana podpowierzchniowo we wszystkich próbkach.
Dla procesów MC i ORGF cząstki wydają się być pokryte bardzo cienką warstwą fazy α i jak zauważono na rysunku 3, nie dociera ona do powierzchni. W próbkach bez farby usuwanej przy pomocy procesów CHSA i HTIP cząstki wyraźnie wychodzą z materiału luzem. Dla CHSA niektóre cząstki nie wydają się pozostawać w bezpośrednim kontakcie z próbką. W HTIP cząstki wyraźnie znajdują się przy powierzchni, ale nadal są zamknięte w fazie α.
Obserwacje te potwierdzają inne, które zostały dokonane poprzednio.
Według tych wyników, procesy przebiegające w oparciu o chlorek metylenu (MC) i płyny organiczne (ORGF) wydają się nie mieć wpływu na wygląd powierzchni badanego odlewu ze stopu aluminium. Pogorszenie stanu powierzchni zaobserwowano podczas dwóch innych procesów (CHSA i HTIP). Podczas gdy proces z zastosowaniem kwasu siarkowego (CHSA) przede wszystkim wytrawia fazę α, technologia obróbki cieplnej przy pomocy wysokich temperatur (HTIP) wydaje się modyfikować morfologię powierzchni fazy α i może wytrawiać cząstki krzemu eutektycznego.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}