




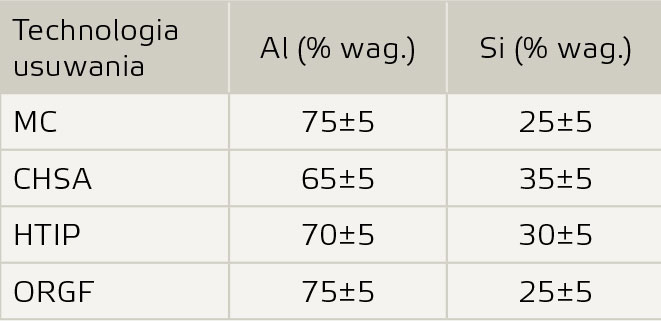
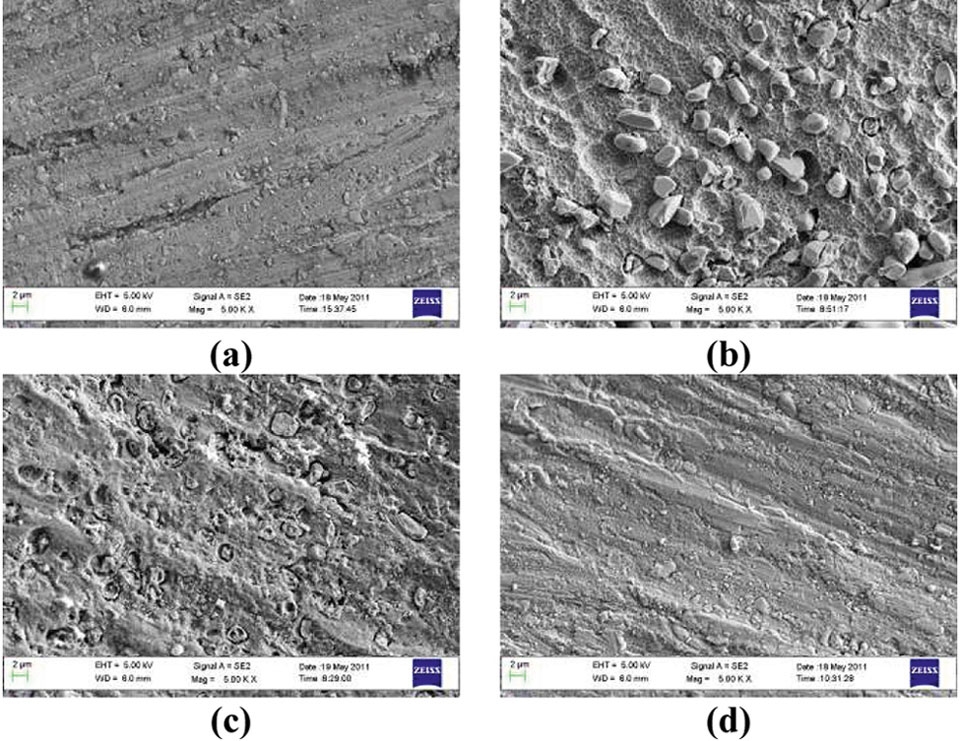
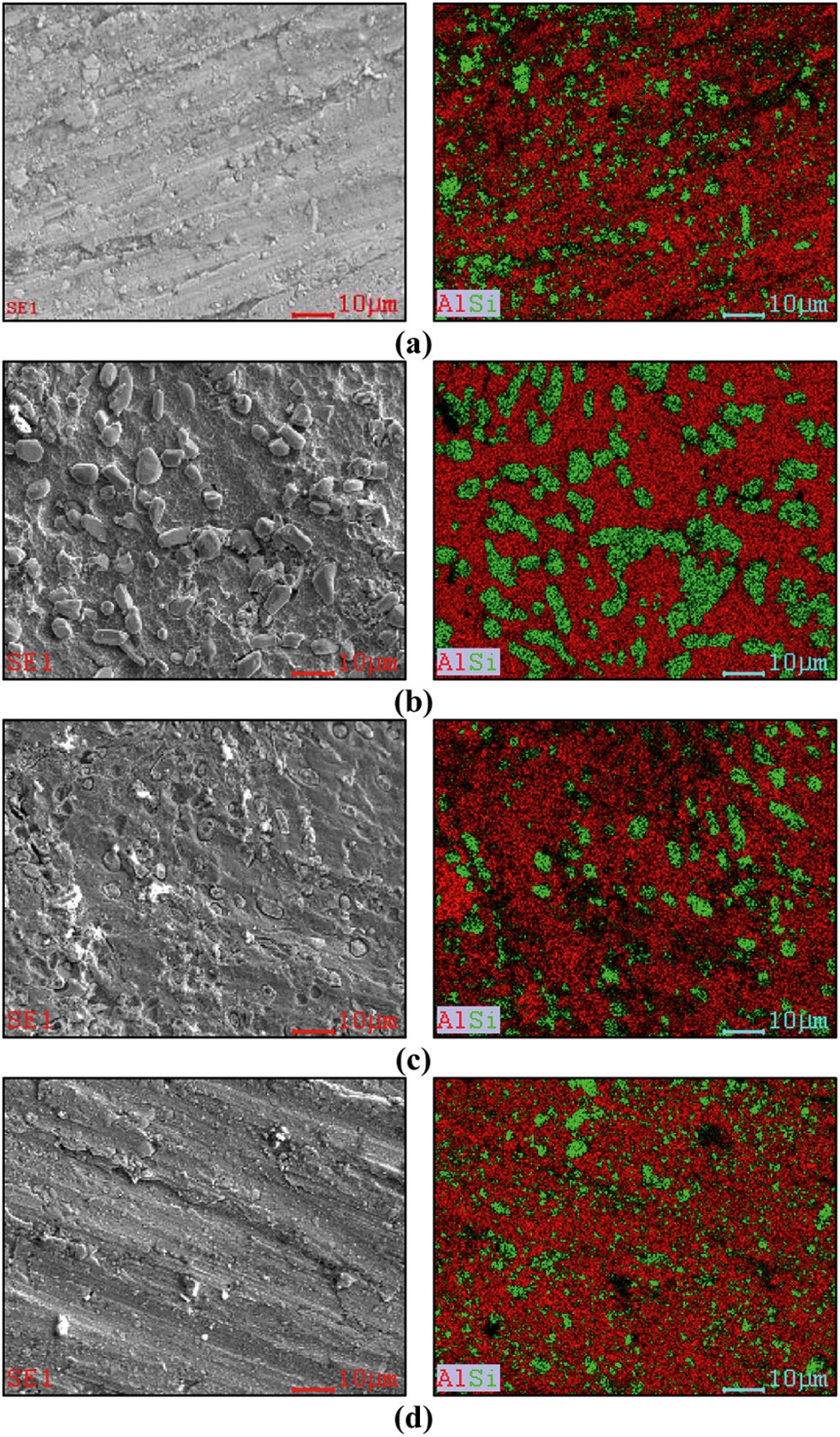
Tabela 1. Zawartość aluminium i krzemu na powierzchni (wartości jakościowe).
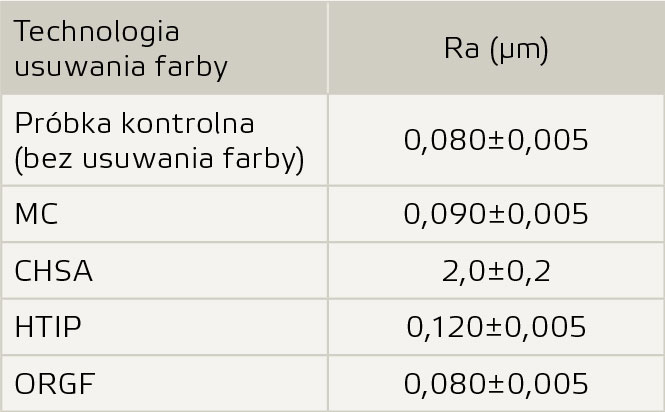
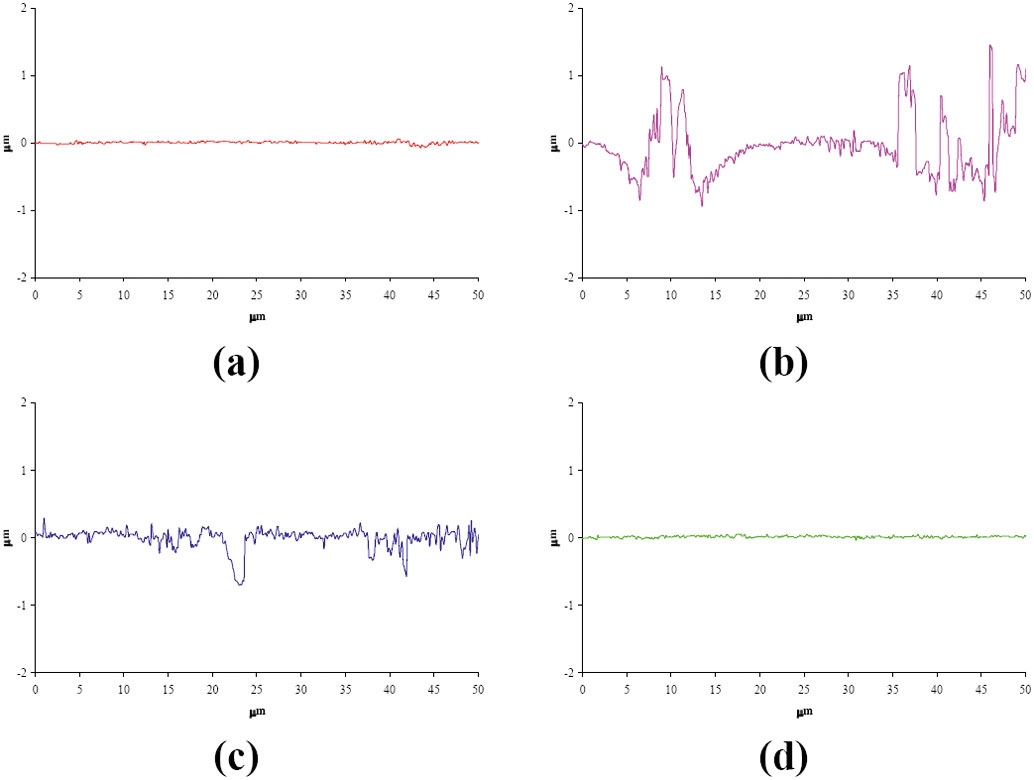
Tabela 2. Pomiary chropowatości (Ra, średnia arytmetyczna chropowatość) wykonane przy pomocy profilometru z rysikiem na polerowanej części panelu aluminiowego, z którego później usunięto farbę.
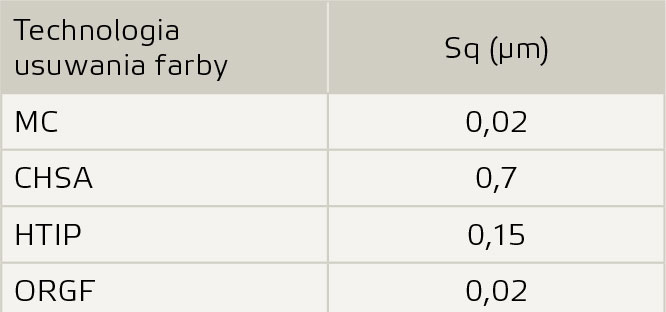
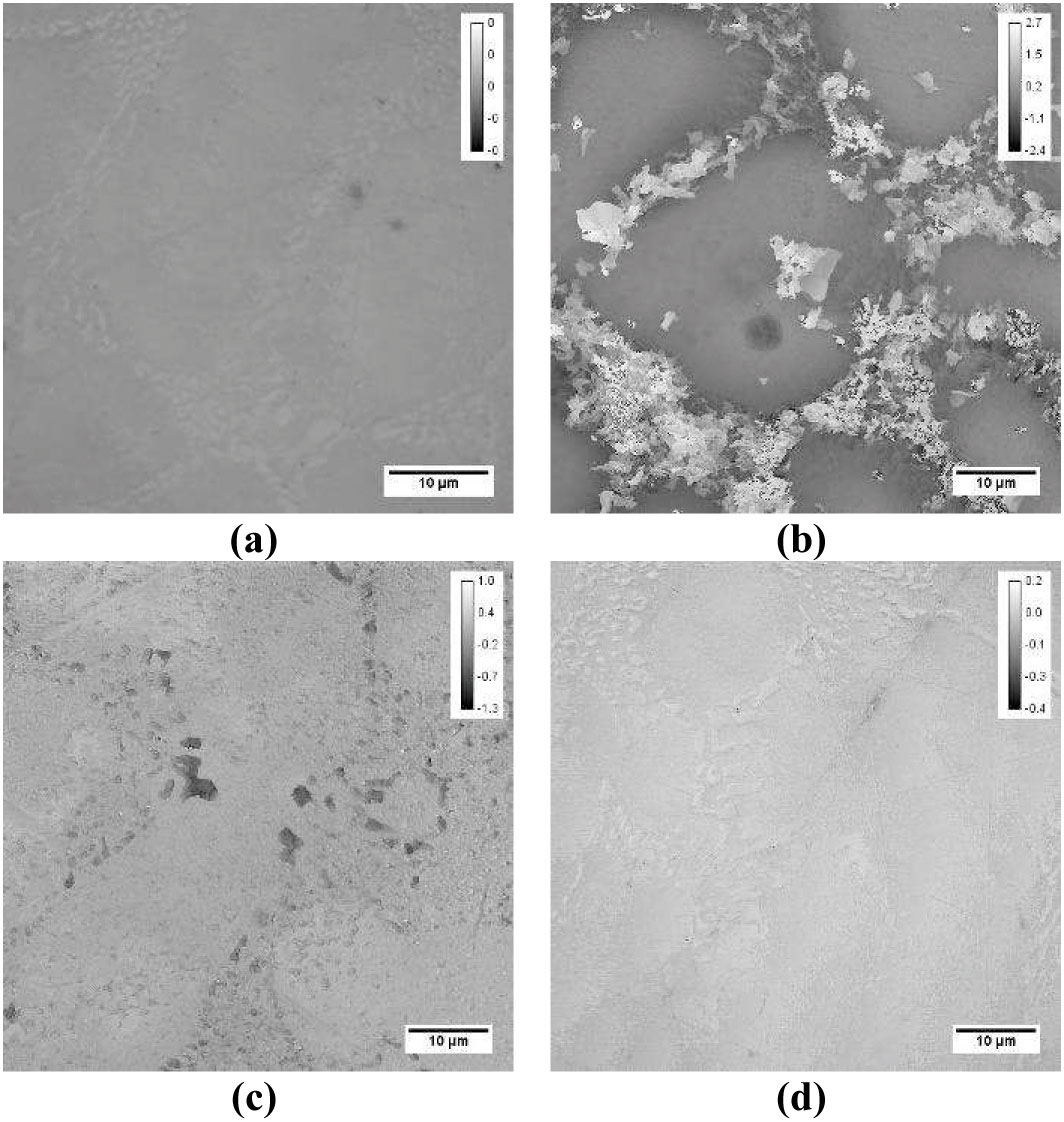
Tabela 3. Pomiary chropowatości powierzchni (Sq, średnia kwadratowa chropowatość powierzchni) wykonana przy pomocy mikroskopu LSCM na polerowanej części panelu aluminiowego, z którego później usunięto farbę.
Ocena odbicia
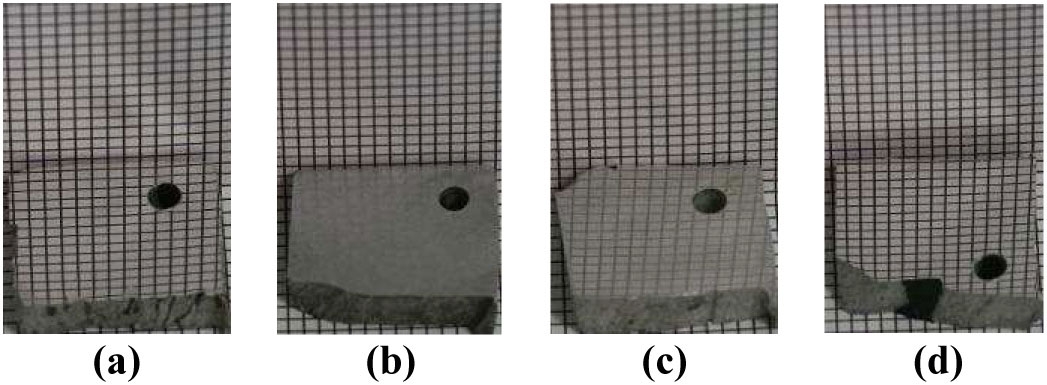
Wyniki oceny odbicia można zobaczyć na rysunku 11. Lustrzane wykończenie powierzchni zostało nietknięte przez MC i ORGF. Podczas gdy HTIP zauważalnie zmniejszyło blask, a CHSA utraciło wszystkie cechy odbicia lustrzanego.
Chlorek metylenu i płynne procesy organiczne nie wpływają na proces wykończenia materiałów, podczas gdy technologia wysokiej temperatury i kwasu siarkowego może uszkodzić odbiciowe właściwości powierzchni.
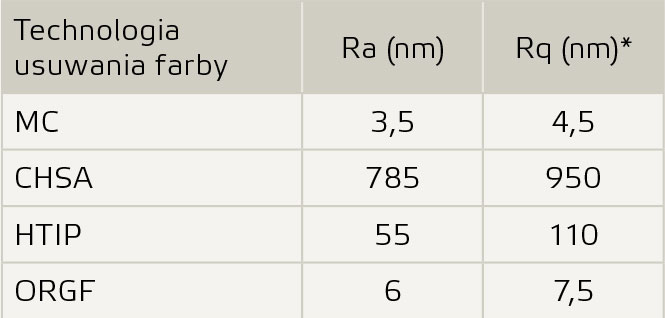
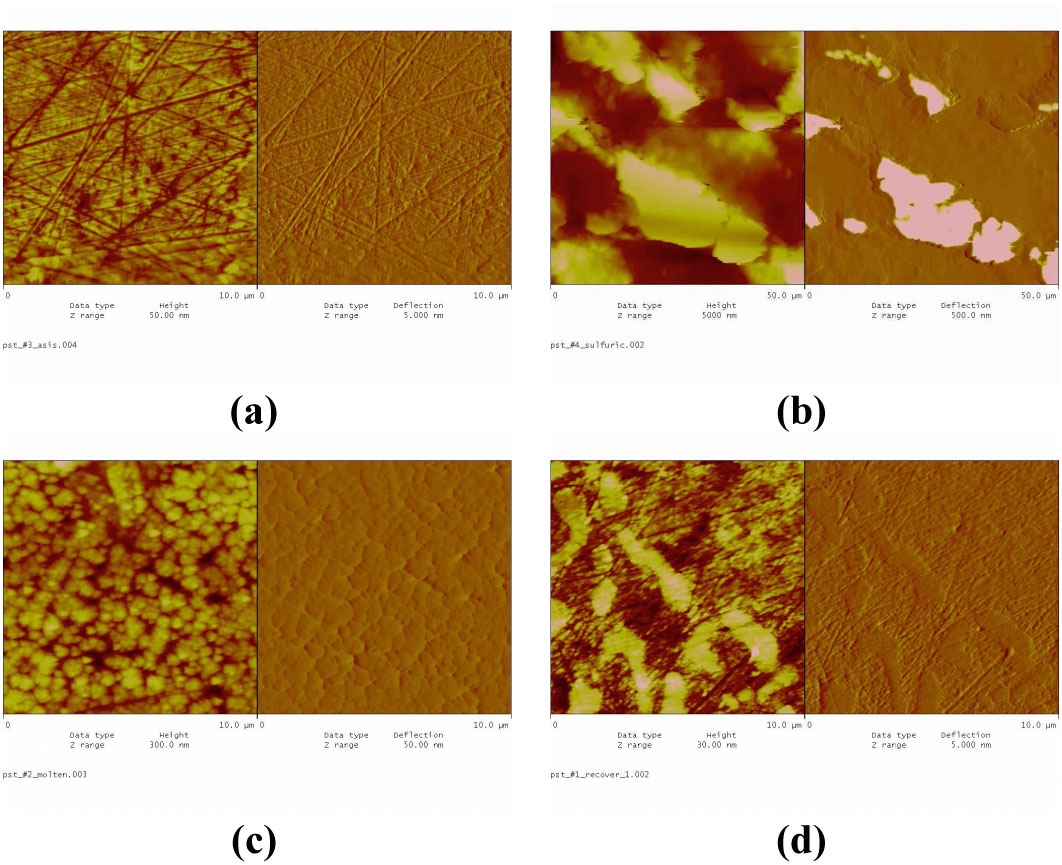
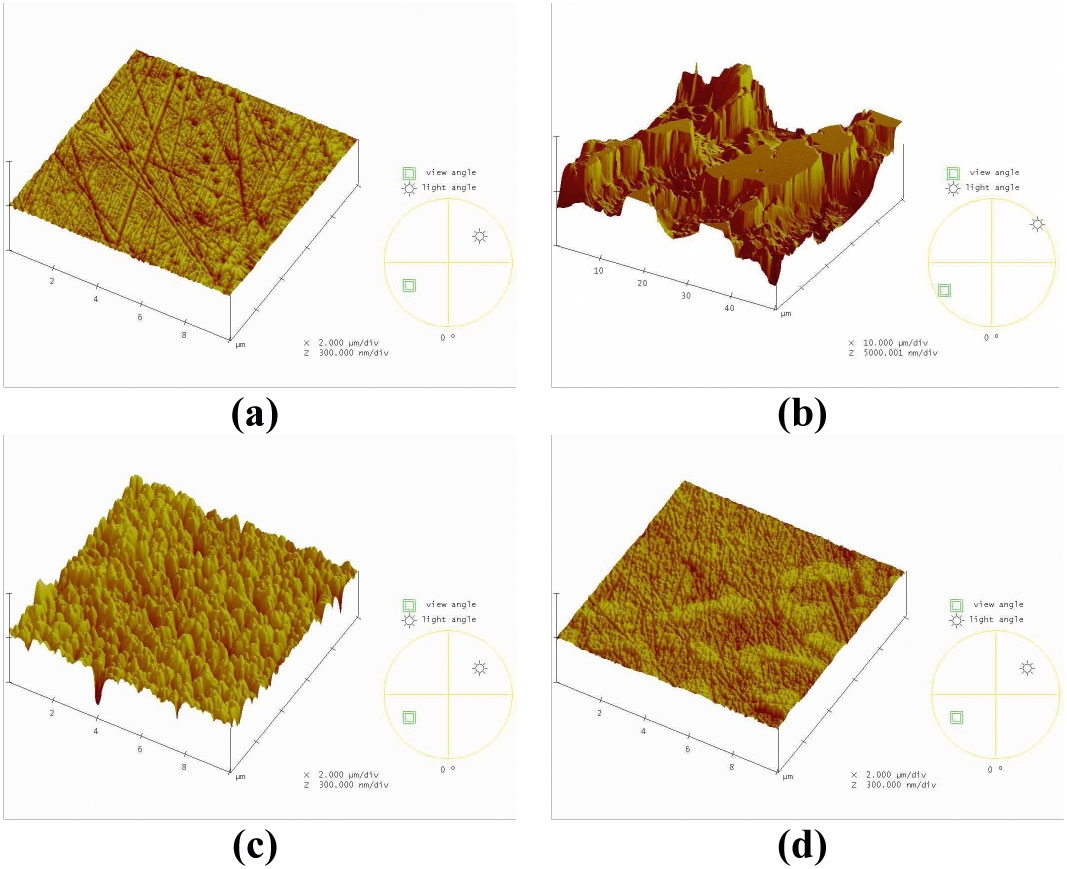
Tabela 4. Pomiary chropowatości wykonane przy pomocy mikroskopu AFM na częściach paneli aluminiowych (polerowanych a następnie poddanych usuwaniu farby).
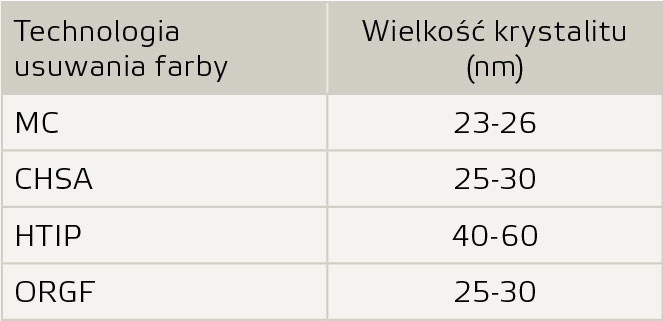
Tabela 5. Wielkość krystalitów oceniona za pomocą wzoru Scherrera.
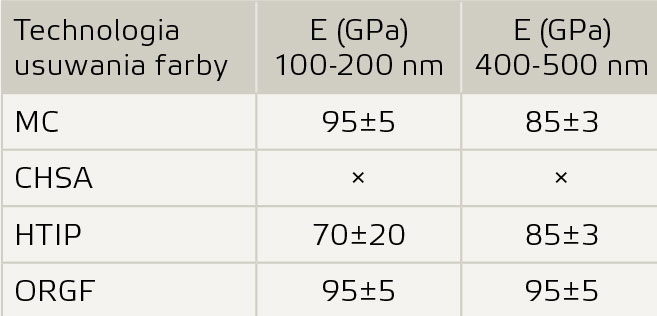
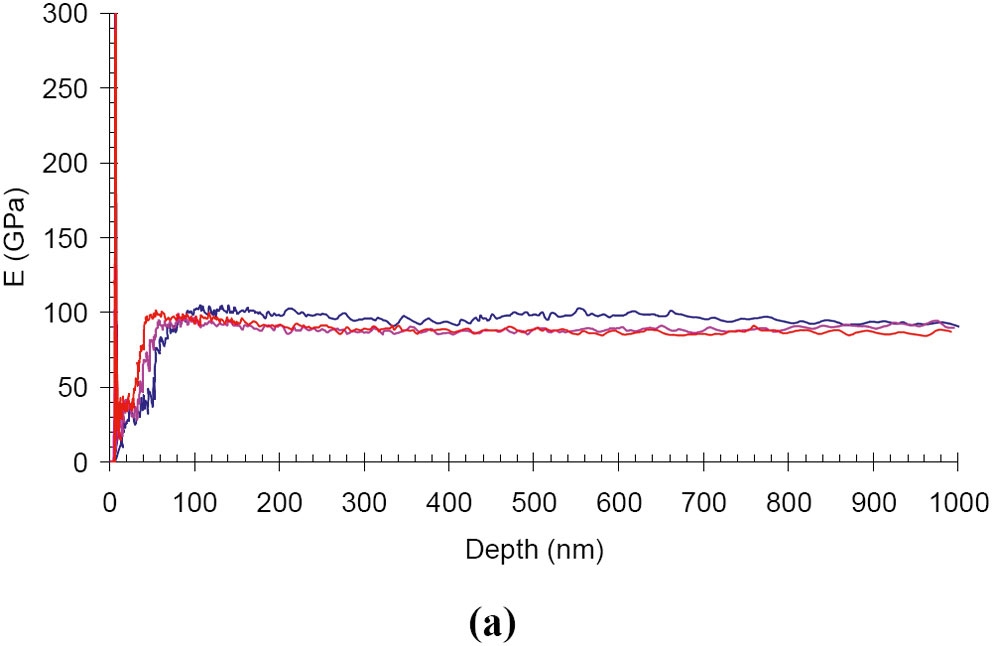
Tabela 6. Moduł Younga mierzony w dwóch różnych zakresach głębokości.
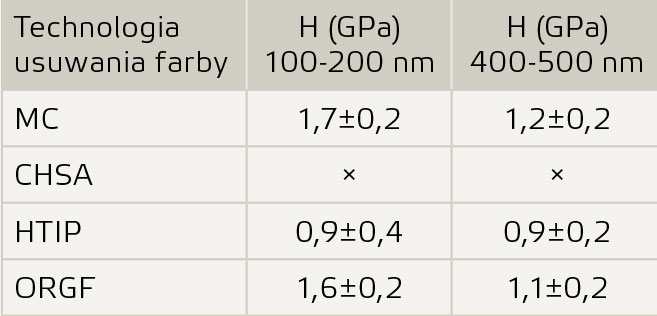
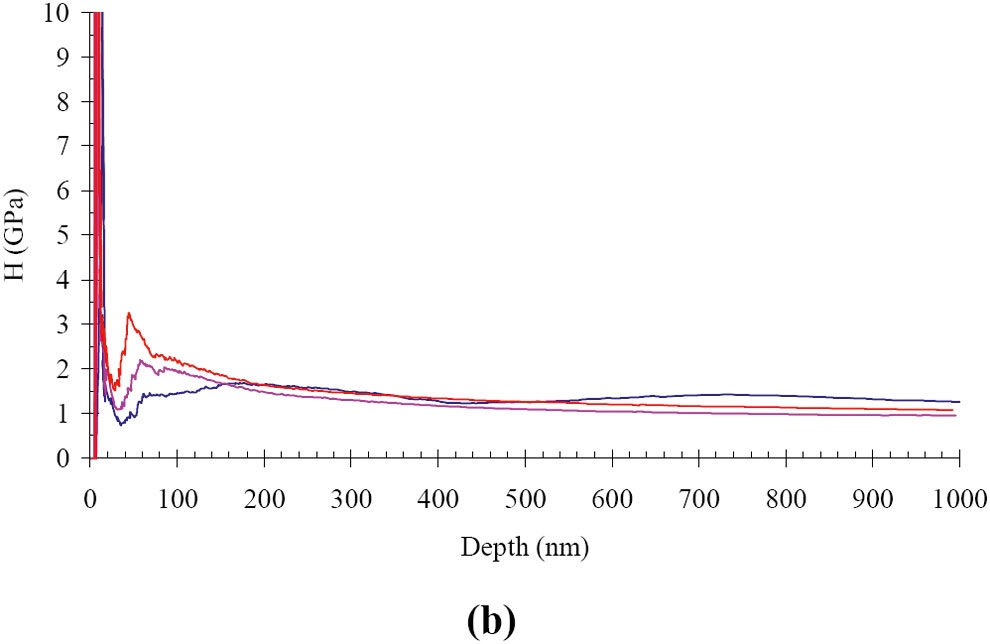
Tabela 7. Nanotwardość mierzona w dwóch różnych zakresach głębokości.
Mikrostruktura i wielkość krystalitów
W celu określenia, czy temperatura wykorzystywana podczas badanych procesów usuwania farby może prowadzić do zmian w mikrostrukturze krystalicznej stopu aluminium, wykorzystano dyfraktometrię rentgenowską XRD, koncentrując się przede wszystkim na technologii wysokiej temperatury – HTIP. Temperatura jest dobrze znanym czynnikiem wpływającym na wzrost ziarna. Wzrost ziarna należy rozumieć jako powiększanie się rozmiarów ziaren (krystalitów) w materiale, w wysokiej temperaturze.
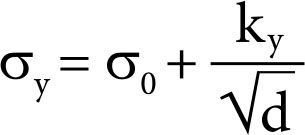
W równaniu 2, oznacza granicę plastyczności, a oznacza stałą materiałową (oporność siatki), jest współczynnikiem wzmocnienia (innym dla każdego materiału) a średnią średnicą ziarna. W związku z tym, gdy średnia wielkość ziarna powiększa się, plastyczność spada.
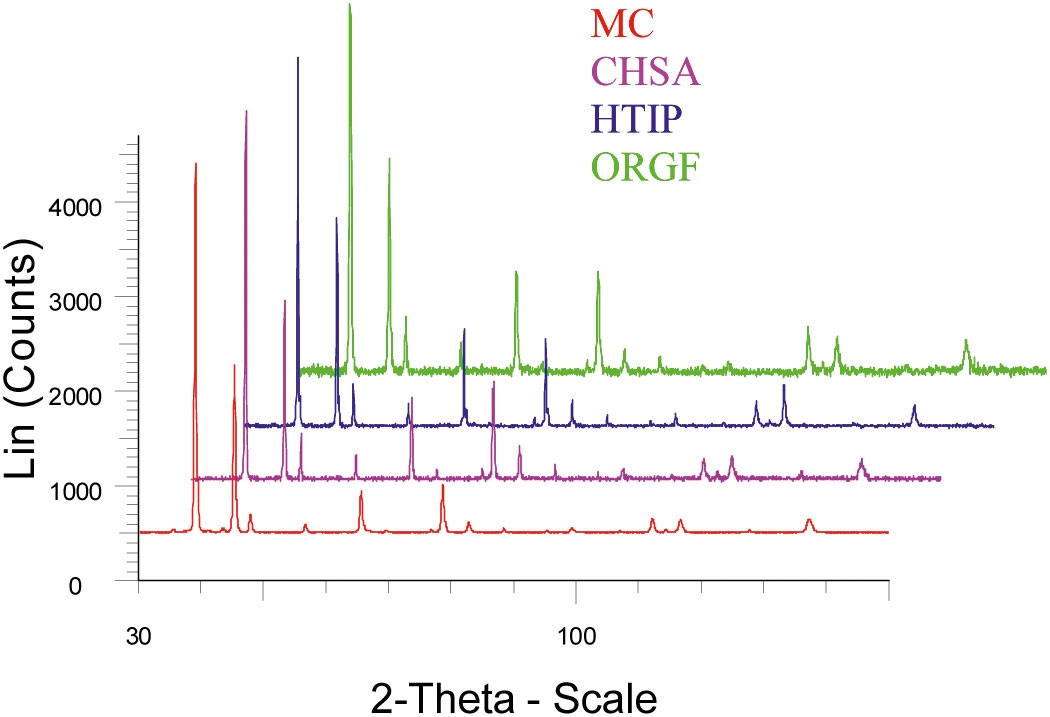
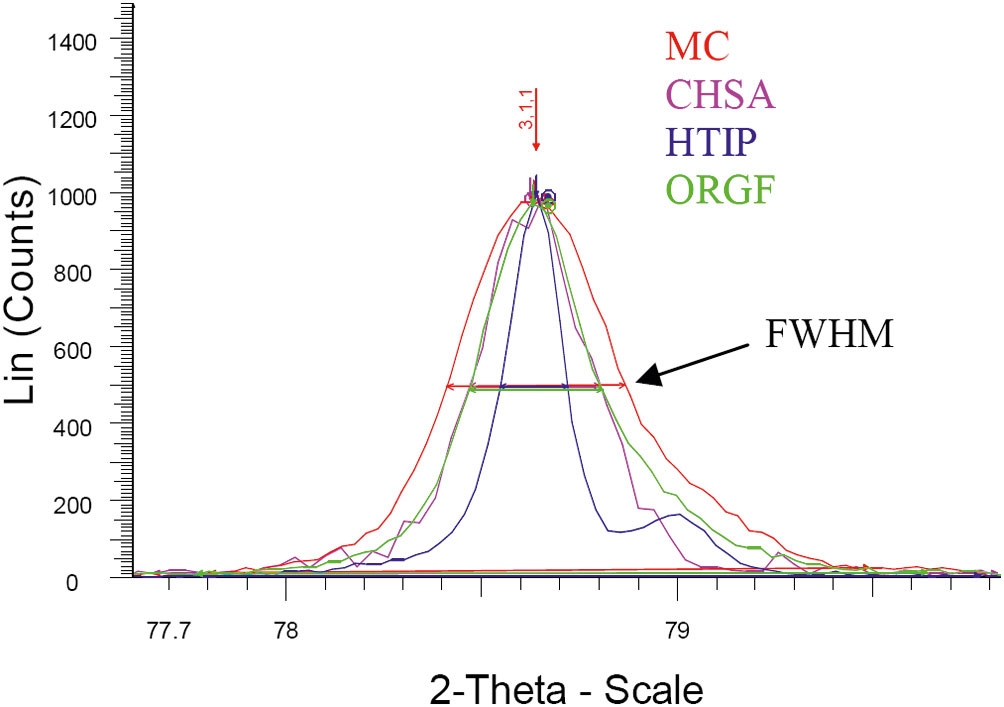
Tutaj dyfraktometrii rentgenowskiej XRD użyto do oceny wielkości krystalitu stopu aluminium po usunięciu farby przy pomocy czterech różnych procesów z zastosowaniem wzoru Scherrera [por. równanie (1)]: wielkość krystalitów jest odwrotnie proporcjonalna do pozycji wierzchołka. Wzorce XRD dla każdego koła aluminiowego pozbawionego farby pokazano poniżej. Nie zaobserwowano różnicy pomiędzy próbkami dotyczącej pozycji wierzchołków i intensywności. Nie doszło do zmiany fazy podczas stosowania którejkolwiek z badanych metod usuwania farby.
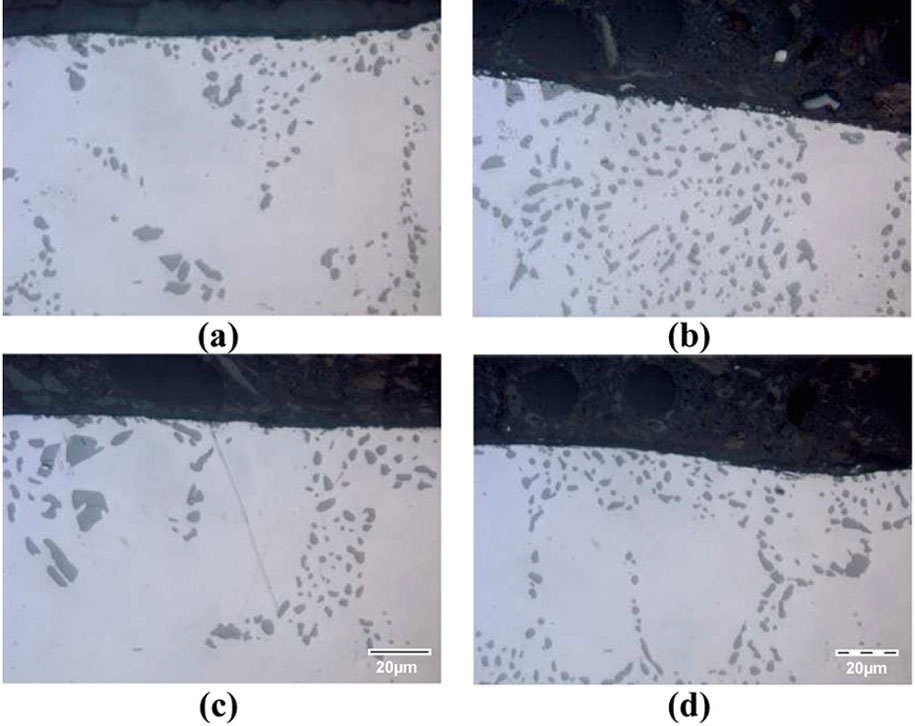
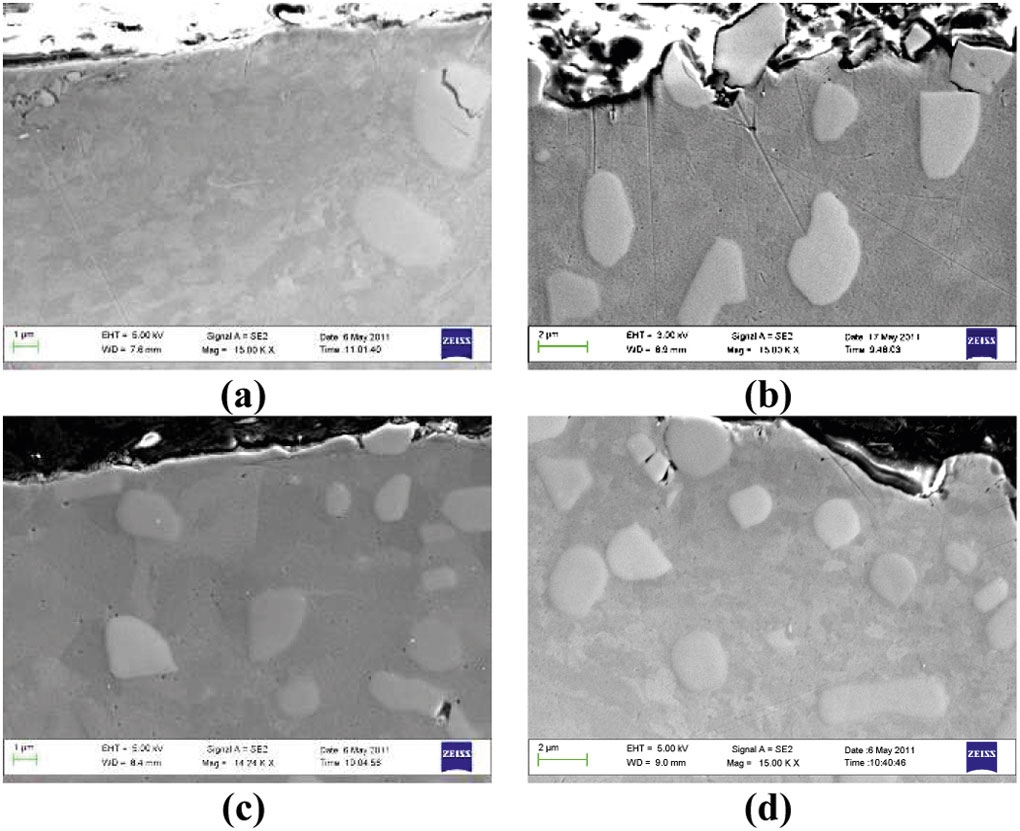
Aby zweryfikować te wyniki, przekroje zostały sprawdzone przy pomocy FE-SEM. Obrazy można zobaczyć poniżej. Ziarna mogą być niewyraźnie widoczne dla próbek, z których farba była usuwana przy pomocy technologii MC, CHSA i ORGF i wydaje się, że średni ich rozmiar jest znacznie mniejszy niż 1 μm. Większe ziarna zaobserwowano dla próbki usuwanej przy pomocy technologii HTIP. Średnia wielkość ziarna dla tej próbki jest zdecydowanie większa niż 1 μm.
Na podstawie ostatnich wyników stwierdzono, że tylko technologia usuwania farby przy pomocy wysokiej temperatury wykazała wpływ na wielkość ziarna podpowierzchniowego materiału, który był usuwany. Inne procesy, mające zastosowanie w tym badaniu, nie mają żadnego wpływu na wielkość ziarna.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}