




Pomiary nanoindentacyjne
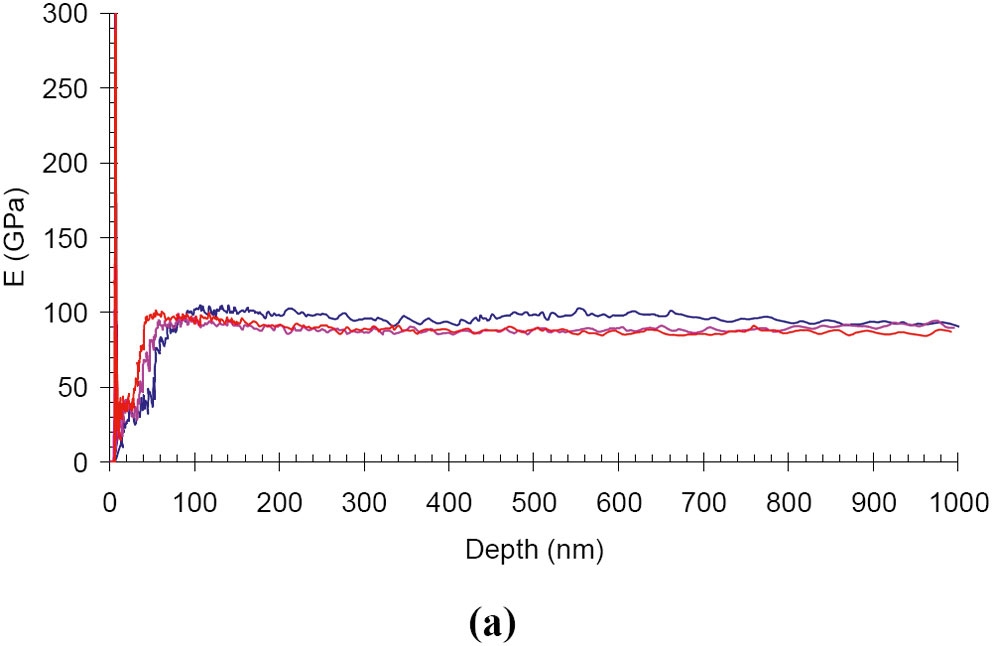
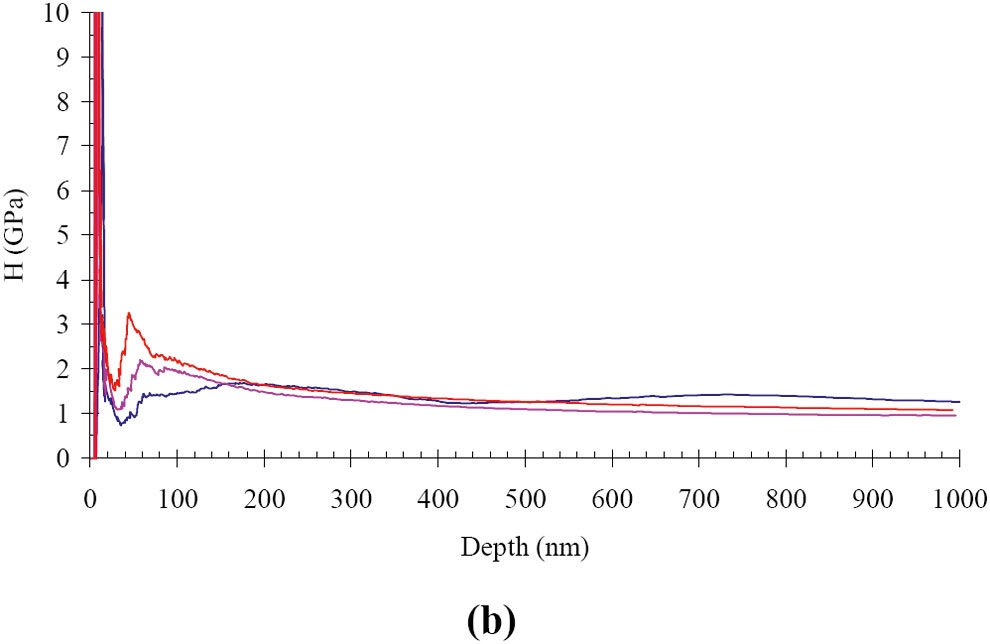
Jako że okazało się, iż na wielkość ziarna w pobliżu powierzchni wpływ miał proces HTIP, ciekawe wydaje się wykonanie analizy pewnych właściwości mechanicznych, aby sprawdzić efekt Halla-Petcha. Instrumenty do nanoindentacji wykorzystują małe obciążenia i wielkość wierzchołków po to, by strefa indentacji mogła mieć tylko kilka nm2. Ciekawe dla naszego badania jest to, jakie efekty widoczne są podpowierzchniowo. Podczas indentacji mierzone są obciążenie i głębokość penetracji. Na podstawie krzywej przemieszczenia obciążenia można wyciągnąć wnioski dotyczące właściwości mechanicznych, takich jak moduł Younga (E) i twardość (H). Twardość i granica plastyczności (σ) w przypadku większości metali [15] są ze sobą ściśle powiązane: gdy wzrasta twardość, zwiększa swoją wartość granica plastyczności. Pomiary zostały przeprowadzono na górnej powierzchni części paneli aluminiowych.
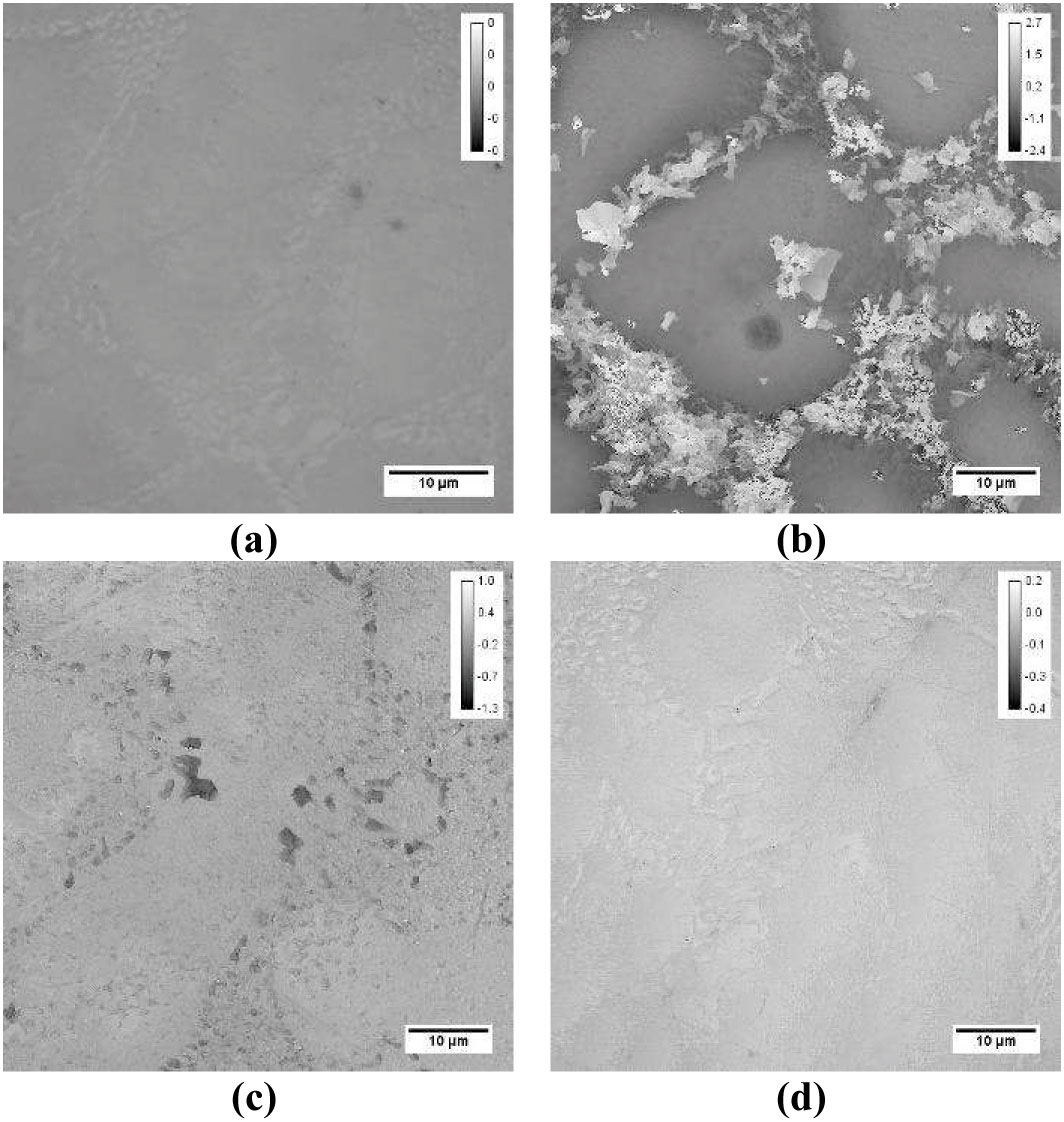
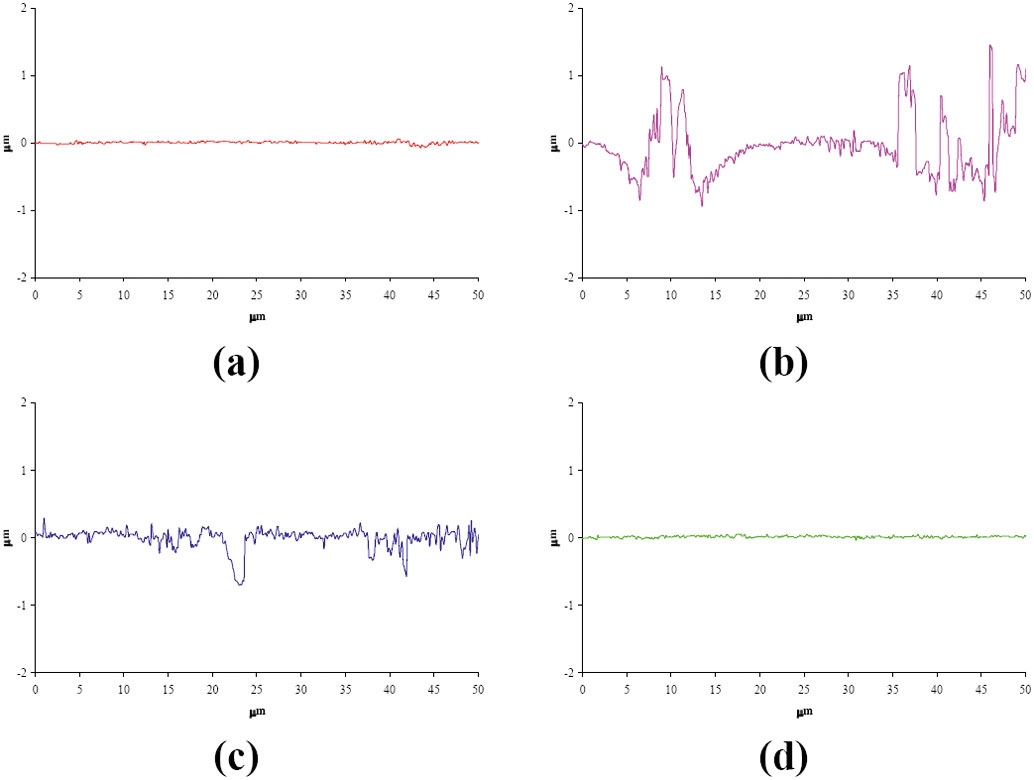
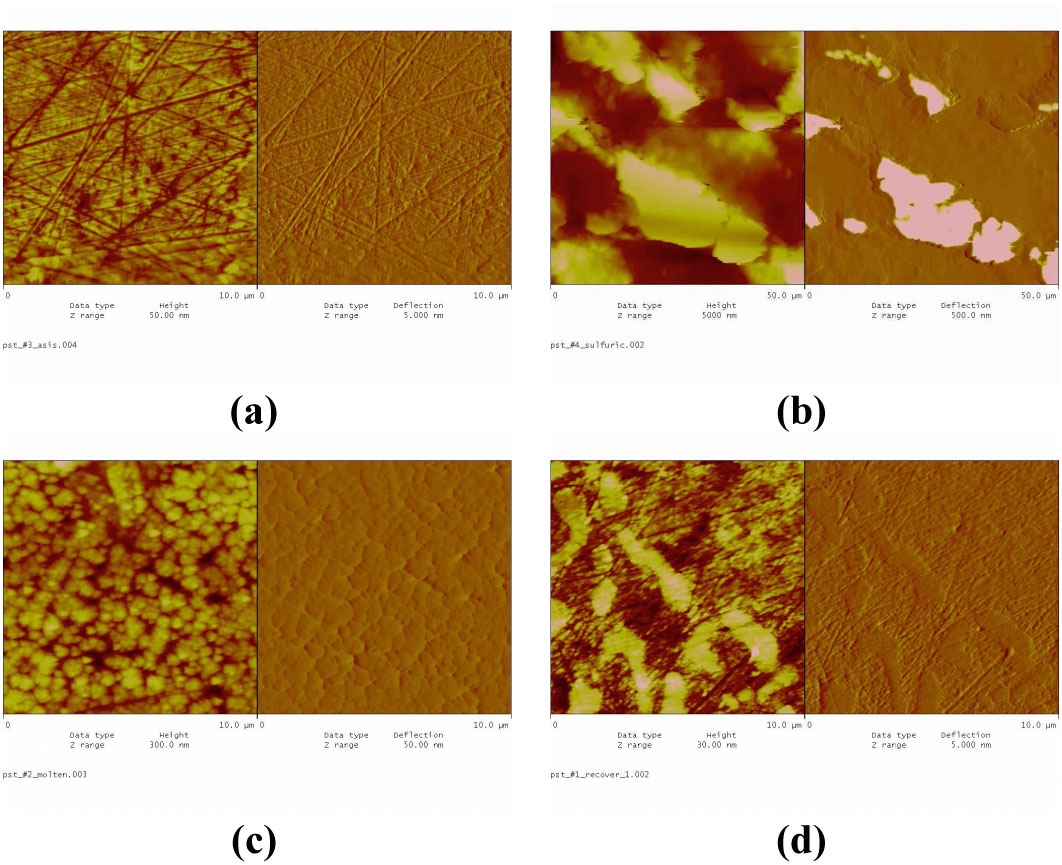
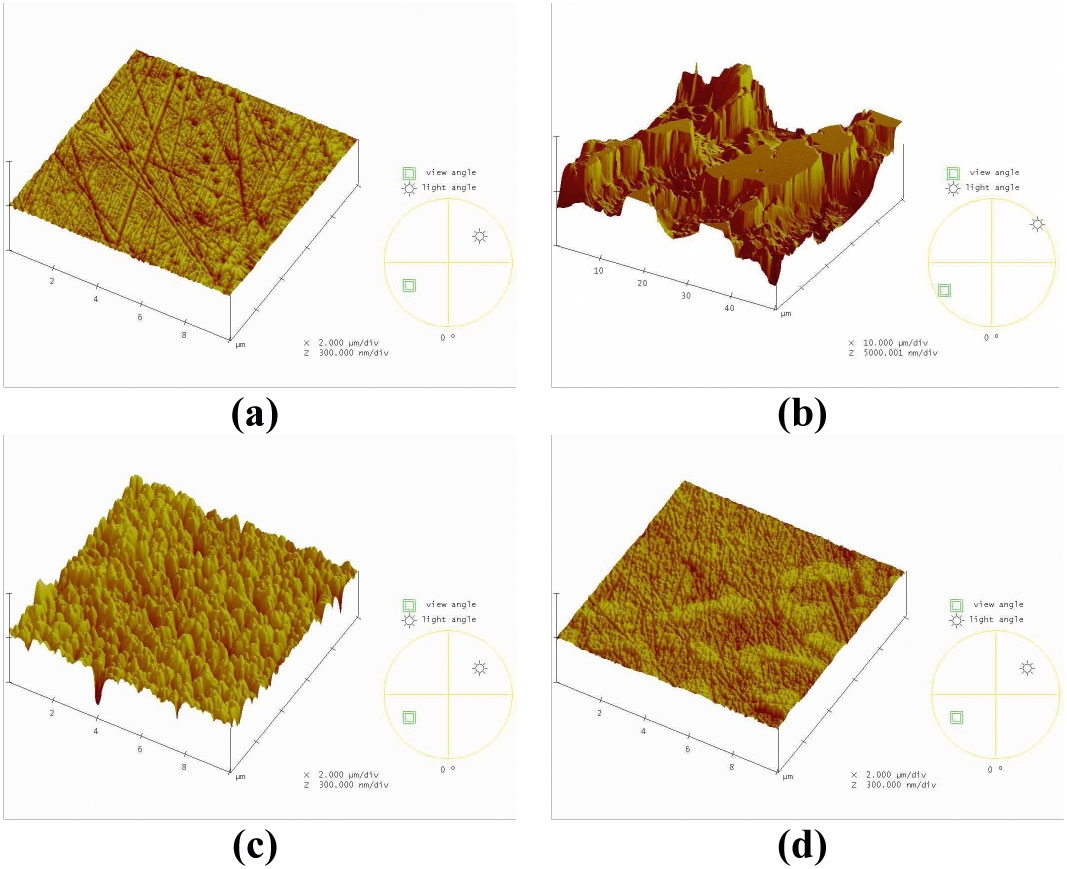
Wyniki badań próbek bez farby (włącznie z HTIP) są znacznie bardziej rozproszone niż w przypadku dwóch pozostałych próbek. Głównym powodem jest względna chropowatość tej próbki. Jednakże, podczas gdy inne próbki zachowują swoje właściwości mechaniczne bliskie właściwościom oryginalnego materiału na stosunkowo wysokim poziomie, to w przypadku próbek z HTIP zauważono obniżenie wartości modułu Younga i twardości. Jest to zjawisko oczekiwane w efekcie Halla-Petcha.
Proces usuwania farby w wysokiej temperaturze nie zmiękczył materiału przypowierzchniowego, podobnie jak działo się w przypadku procesu opartego na bazie chlorku metylenu i procesu organicznego z zastosowaniem cieczy, nie wpłynął na właściwości mechaniczne materiału.
Brak możliwości otrzymania danych odnośnie próbki pozbawionej farby przy pomocy kwasu siarkowego wynika z tego, że materiał był zbyt chropowaty jak dla tej metody badawczej. Natomiast temperatura roztworu kwasu siarkowego nie powinna wpływać na właściwości mechaniczne badane w tejże pracy.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}