




Przyczepność farby
Badanie przyczepności farby zostało ograniczone do badania dwóch procesów nie opartych na chlorku metylenu oraz takich, które nie mają wpływu na mechaniczną integralność aluminiowego koła: stężonego gorącego kwasu siarkowego i cieczy organicznej.
Wyniki badania przyczepności zestawiono w tabeli 8. Nie badano utraty przyczepności w dwóch badanych procesach, z i bez obróbki wstępnej.
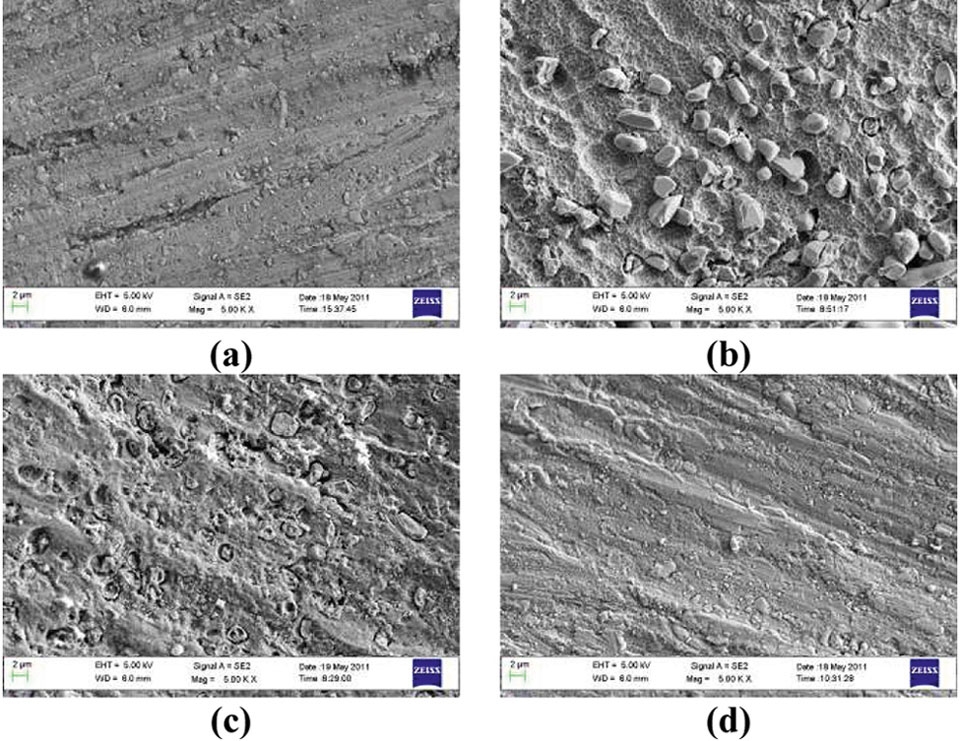
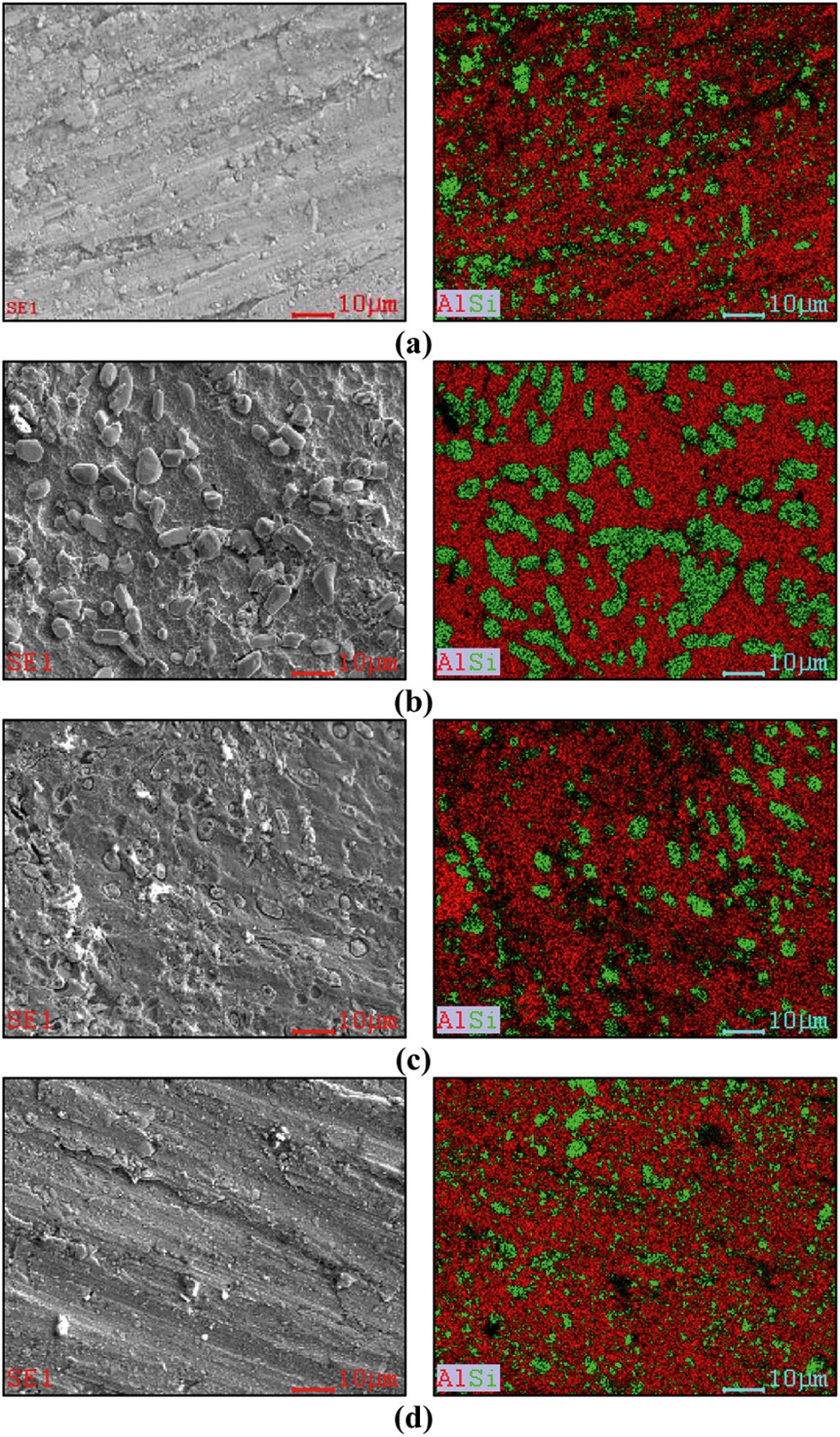
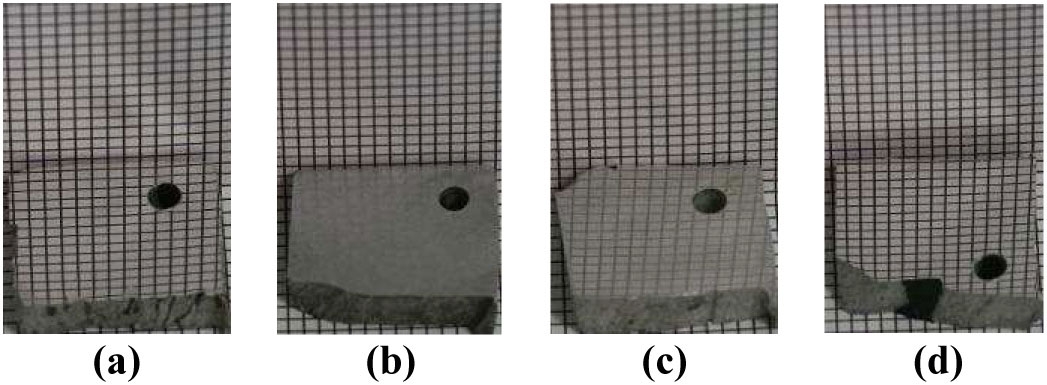
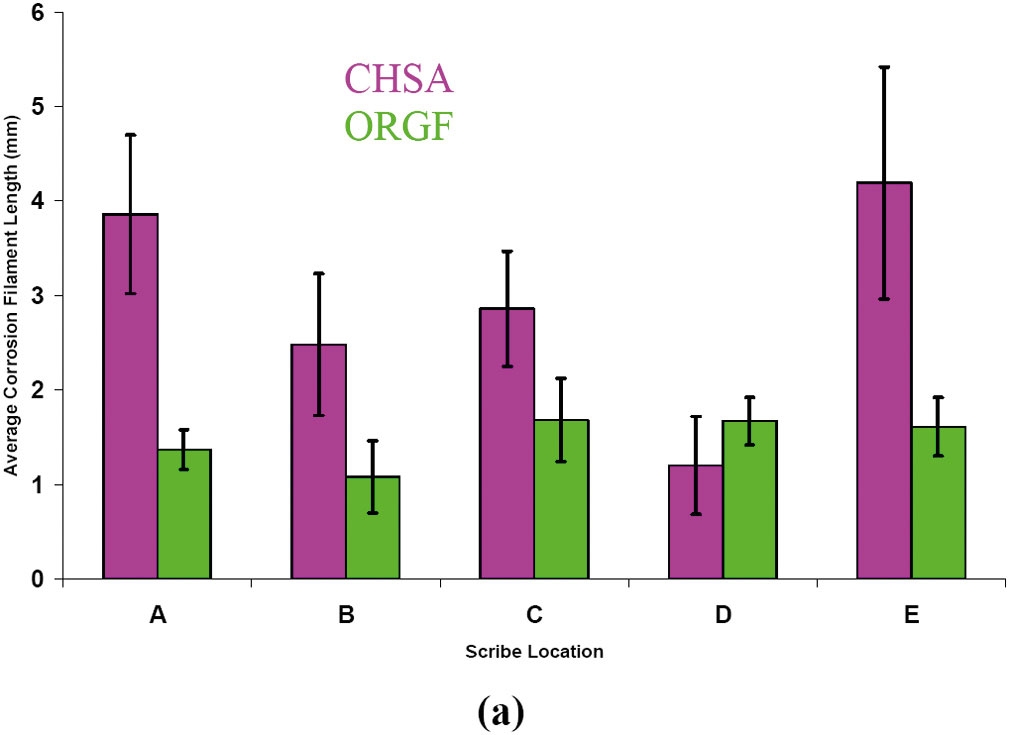
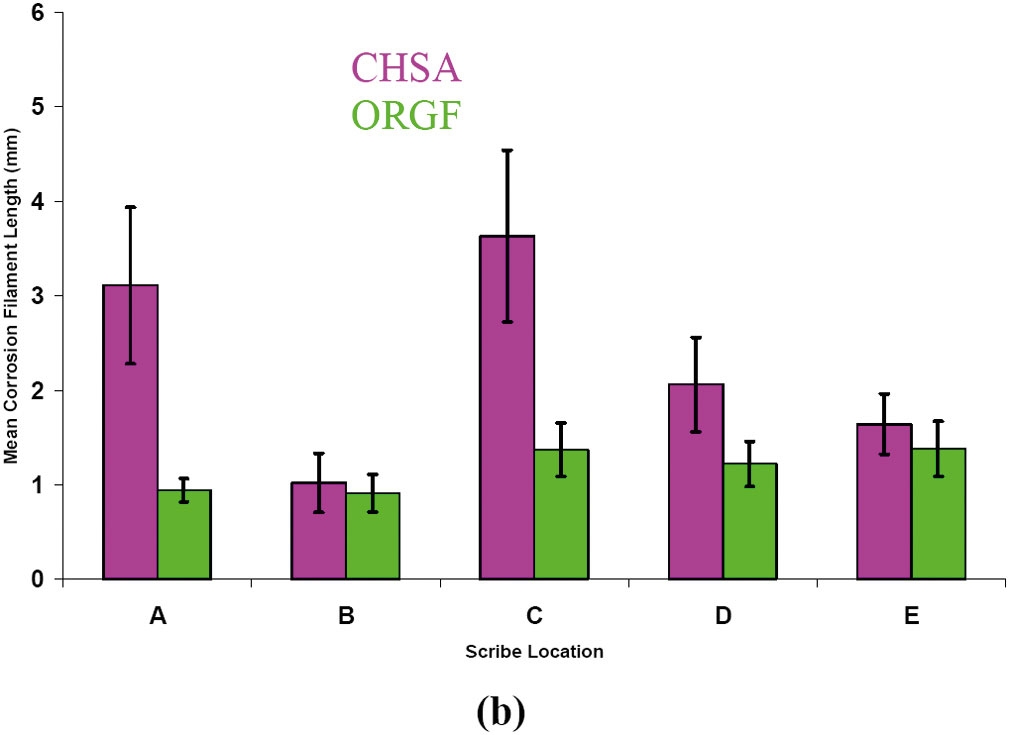
Korozję nitkowatą można zaobserwować na rysunku 16. Z lub bez obróbki wstępnej, ORGF pokonał CHSA. Więcej zgodnych wyników uzyskano dla ORGF niż CHSA: podobne średnie długości nitki zaobserwowano ORGF, dla opisanych stref od A do E, natomiast u CHSA zaobserwowano wyższe odchylenie średniej długości nitek dla pięciu badanych obszarów.
Obróbka wstępna poprawiła ogólne wyniki obu procesów. CHSA przy pomocy dodatkowej obróbki wstępnej przed ponownym powlekaniem farbą wykazuje lepsze wyniki niż bez obróbki wstępnej, ale wyniki nadal są bardzo rozproszone między pięć opisanych obszarów. Rozproszenie może być związane ze wzrostem chropowatości po usunięciu farby. Przed obróbką wstępną może być konieczny dodatkowy krok, aby wygładzić powierzchnię.
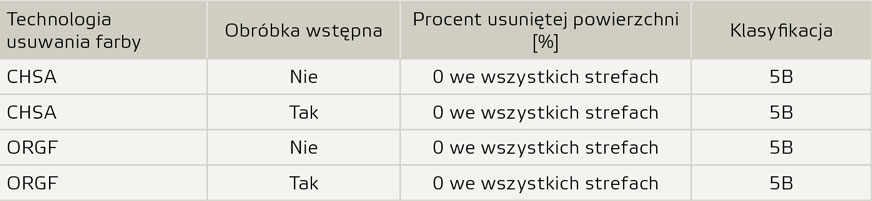
Tabela 8. Wyniki badania przyczepności taśmy.
Utylizacja odpadów
Krytyczne mankamenty wykluczają koła aluminiowe bez farb usuwanych przy pomocy technologii MC i HTIP z utylizacji odpadów jako realnej opcji do utylizacji kół aluminiowych. Utylizacja aluminiowych kół bez farby usuwanej przy wykorzystaniu CHSA jako odpadów także napotyka na znaczące przeszkody. Wysoka kwasowość klasyfikuje technologię CHSA jako niebezpieczną, a obiekty w których wykorzystuje się CHSA, zazwyczaj klasyfikuje się jako wytwarzające duże ilości odpadów. Usuwanie odpadów jest ograniczone do uporczywej neutralizacji i przekłada się na wysokie jej koszty (tablica 9).
W przypadku ORGF, przed usunięciem, wymaga jedynie nieznacznej korekty poziomu pH i staje się zwolniony z obowiązku stosowania się do przepisów dotyczących utylizacji odpadów niebezpiecznych.
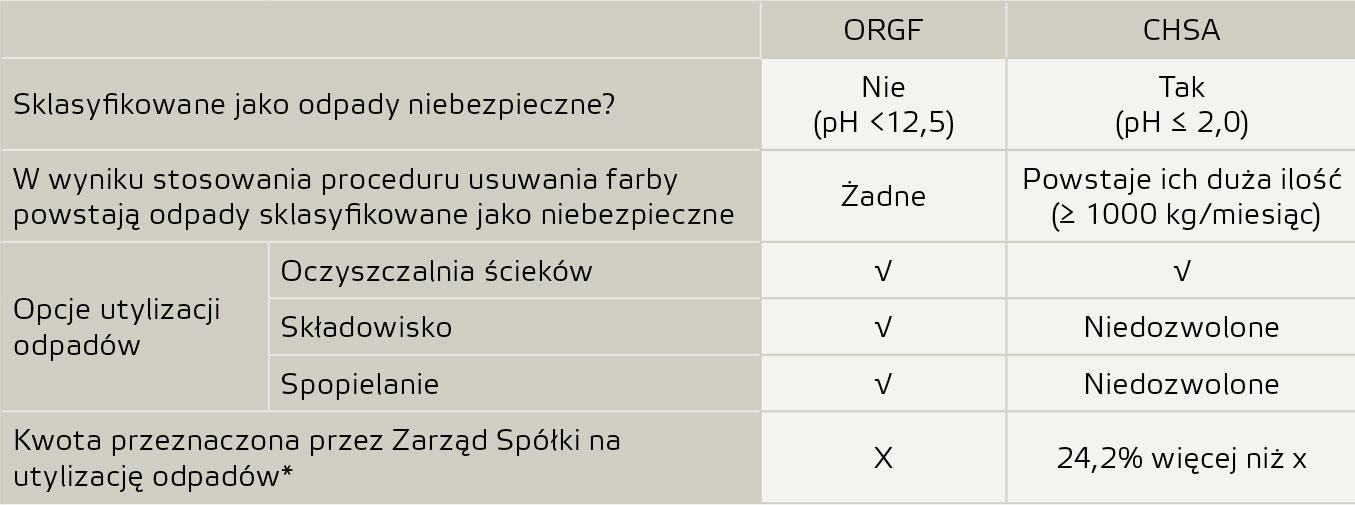
Tabela 9. Postępowania z odpadami i odpadami dla ORGF i CHSA.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}