




Podsumowanie/wnioski
Chlorek metylenu i inne rozpuszczalniki o niskiej temperaturze wrzenia charakteryzują się doskonałymi parametrami technicznymi, ale podlegają zwiększonym globalnym regulacjom prawnym ze względu na zwiększoną świadomość bezpieczeństwa pracowników. Nieorganiczne procesy wysokotemperaturowe dramatycznie zmieniają zamierzone właściwości stopu aluminium. Krytyczne skazy wyłączają te procesy z brania ich pod uwagę jako realne możliwości usuwania farby z kół aluminiowych, pozostawiając jedynie gorący skoncentrowany kwas siarkowy i płyn organiczny.
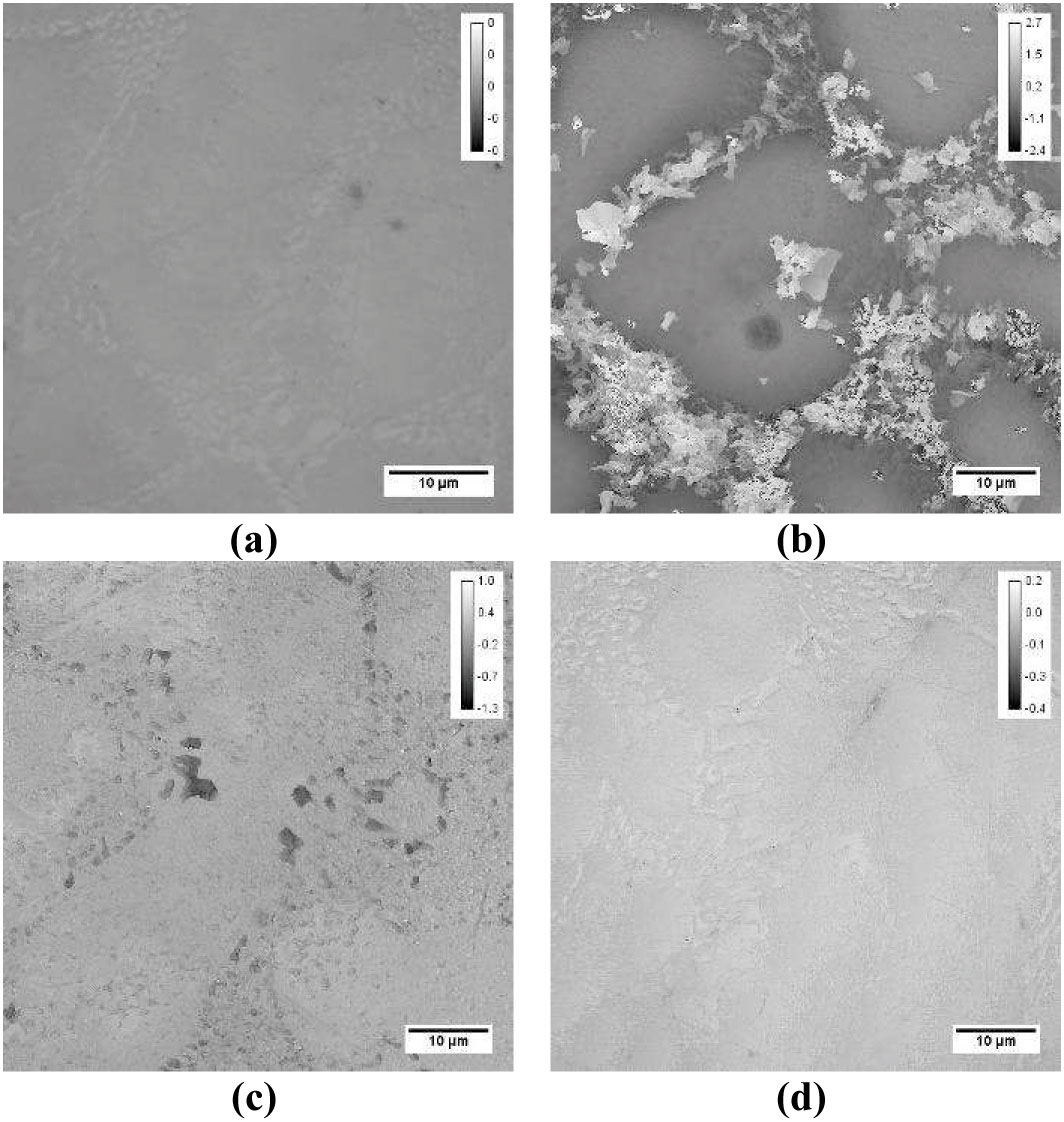
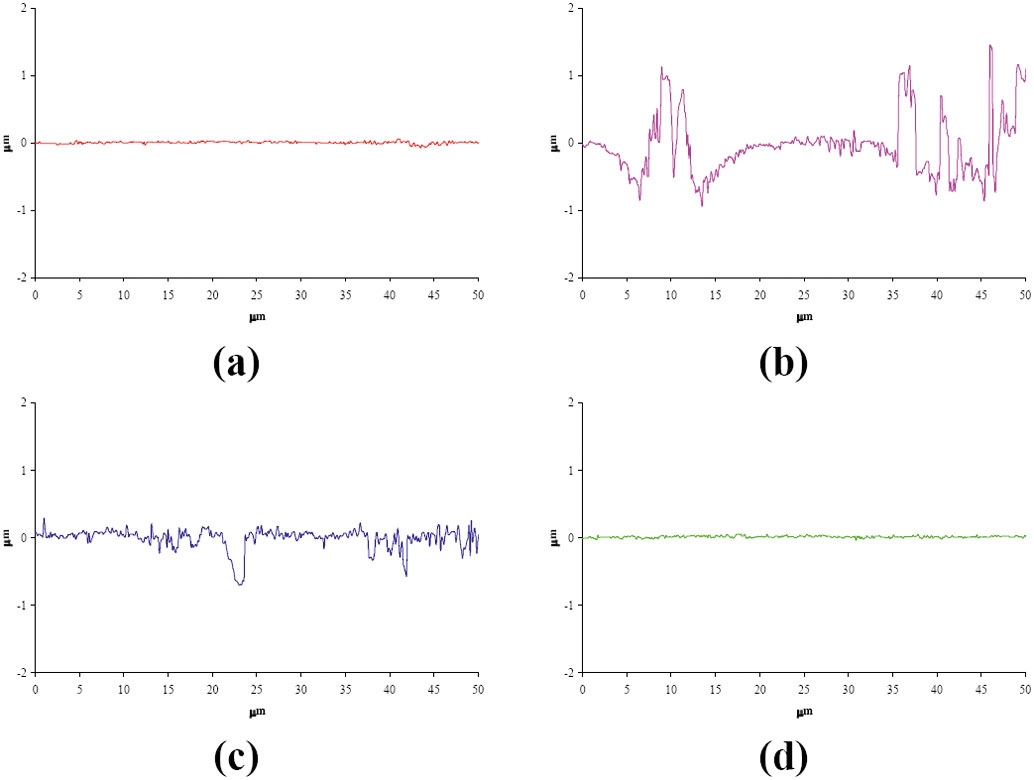
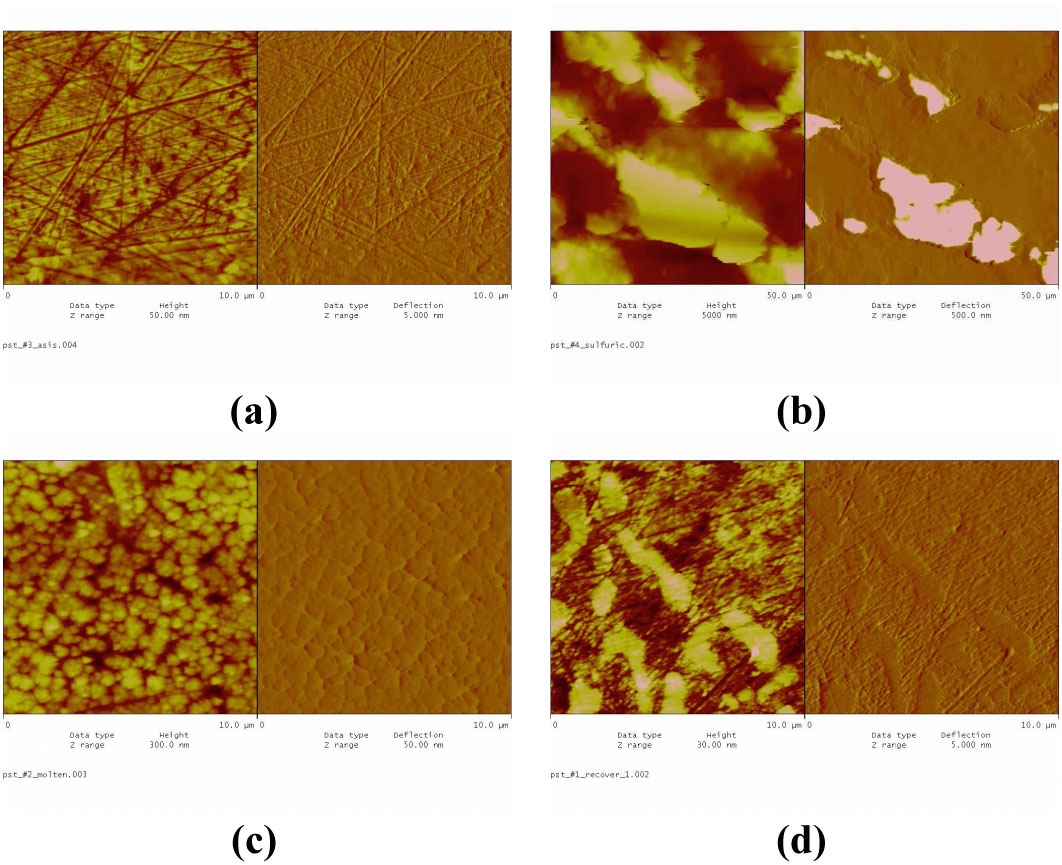
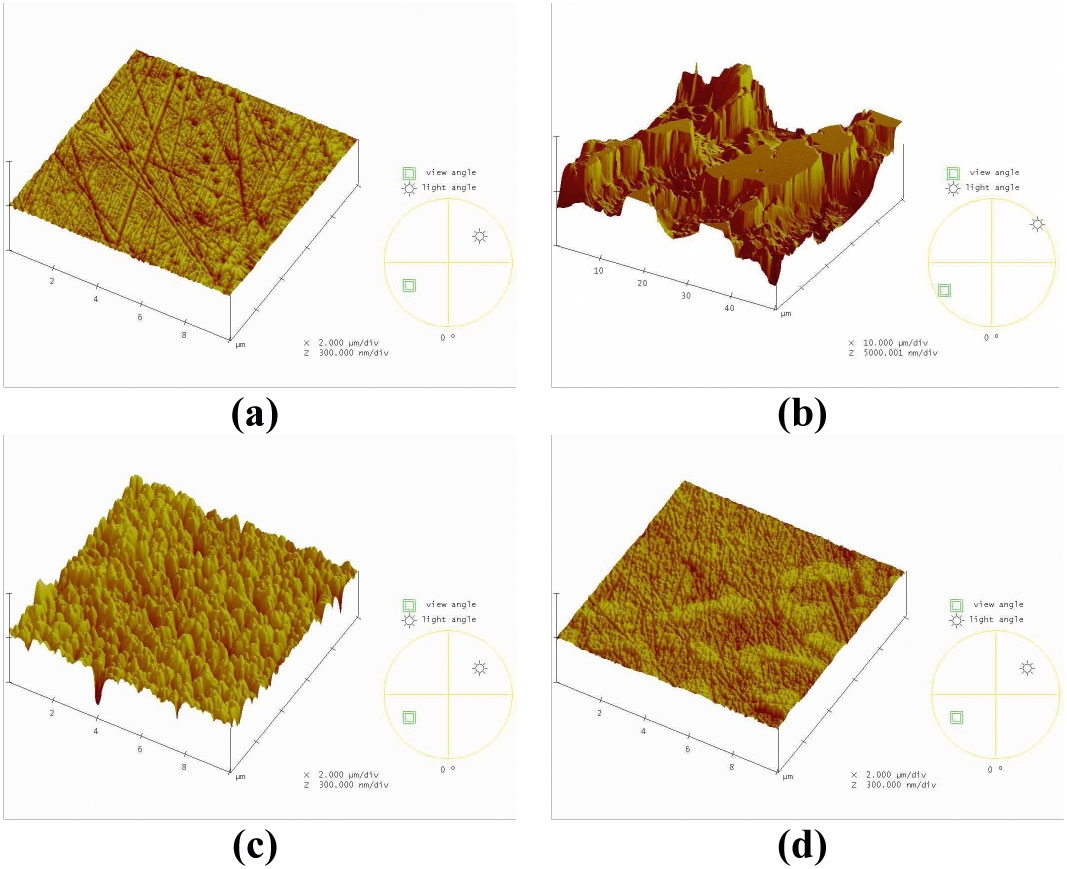
Skoncentrowany gorący kwas siarkowy agresywnie wytrawia podłoża i zwiększa ogólną ilość materiałów objętych korozją nitkowatą o 100%. Dopiero za dodatkowym kosztem części poddane ponownemu przetwarzaniu mogą odzyskać optymalną wydajność. Części, które nie mogą być poddane ponownej obróbce (jak obudowy), ucierpią w nieokreślony sposób wskutek pojawienia się korozji nitkowatej. Stosujący, gorący kwas siarkowy konieczny jest balans między trwałą utratą równowagi i powstawaniem stref korozji nitkowatej
Rozważając wszystkie aspekty usuwania farby z kół aluminiowych – ochronę zdrowia, bezpieczeństwa pracowników i środowiska, utrzymanie zamierzonych właściwości stopu i sposobu utylizacji odpadów – najkorzystniejszą komercyjnie dostępną technologią jest technologia cieczy organicznej. Agnes Rousseau
Christopher Ringholz
Tom Patena
John Kochilla
Atotech













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}