




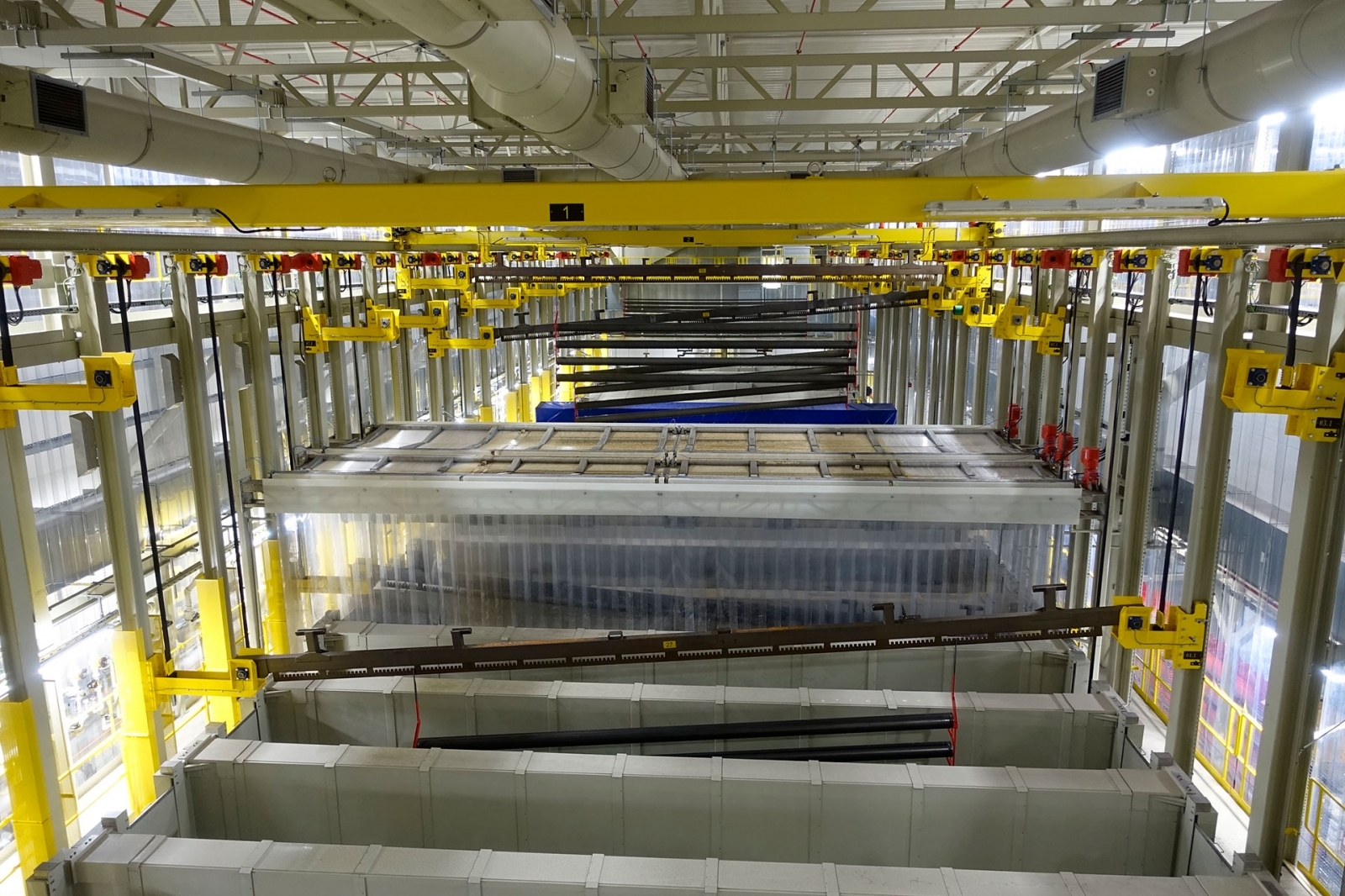
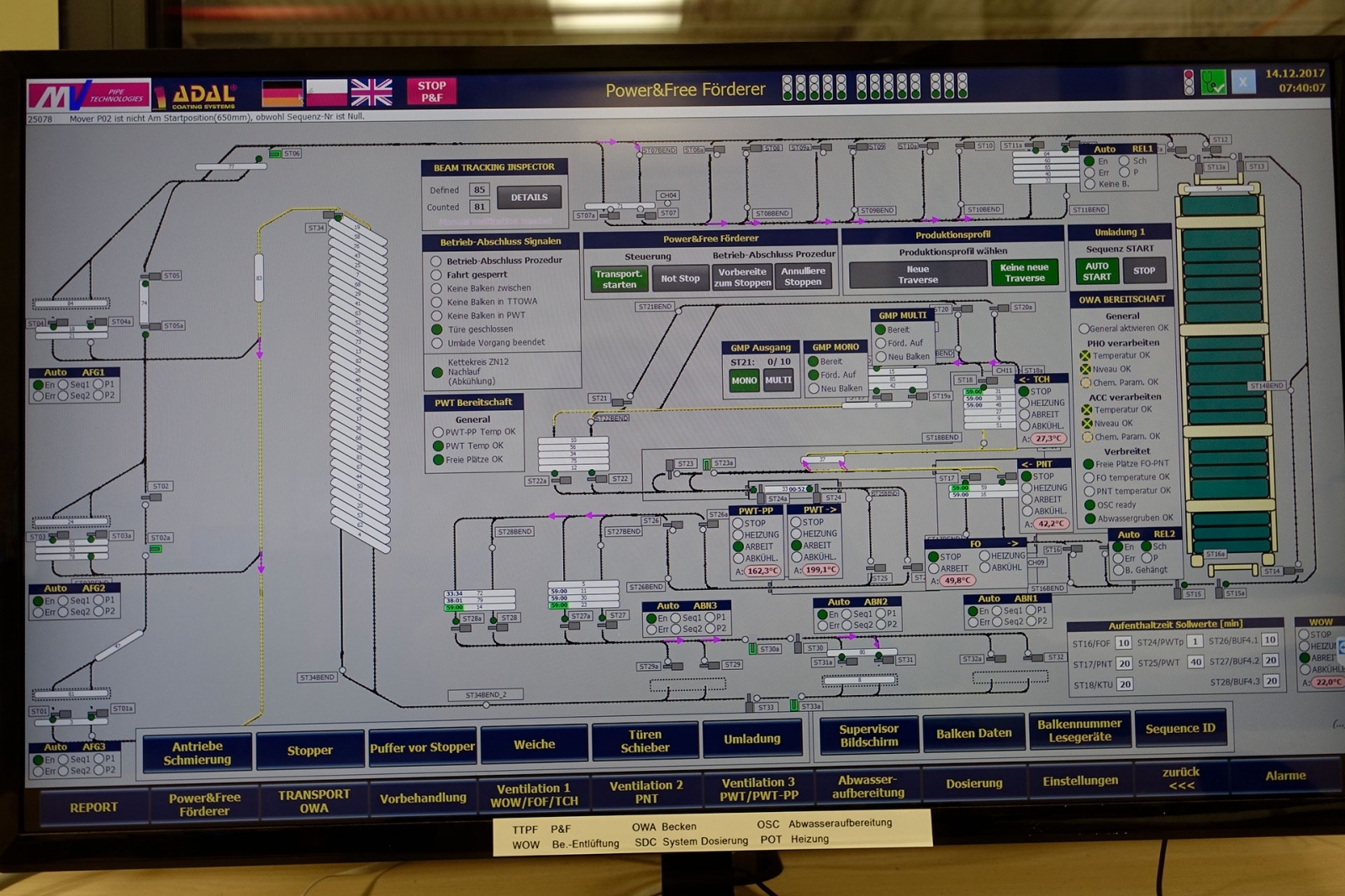
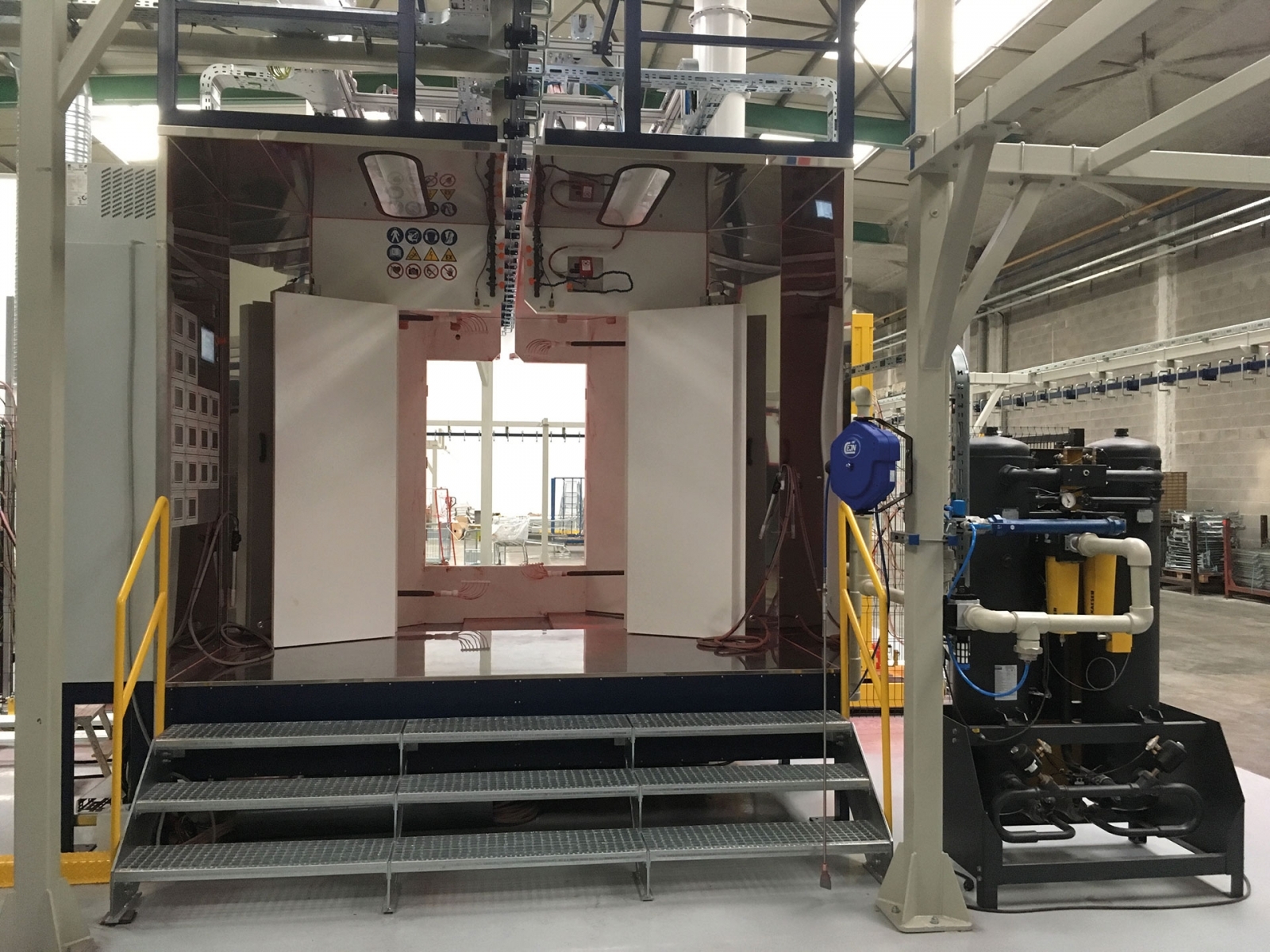
W 2017 r. zaprojektowaliśmy i zrealizowaliśmy nasz największy dotychczas projekt – autoforezę dla firmy MV Pipe Technologies do malowania rur i elementów do systemów ppoż. Nowa inwestycja w Wittenberge, Niemcy, ma zrobotyzowany zakład produkujący systemy tryskaczowe. Cała inwestycja powstała od zera w nowej lokalizacji. Bezpośrednio z linii produkcyjne rury trafiają na konwejer P&F i dalej do wanien chemicznego przygotowania powierzchni i malowania autoforetycznego. Całość uzupełniają dwa gniazda malowania proszkowego. W skład systemu wchodzą stacje za-/rozładunku ze wspomaganiem manipulatorami, magazyn chemikaliów i instalacja oczyszczania ścieków z wyparkami. Kopertę detali ustalono na L × B × H = 9200 × 700 × 1400 mm, a wydajność na 10 trawers/pakietów na godzinę. System sterowania jest powiązany z modułami APS i MES firmy MV Pipe i połączony z ADAL dla wsparcia technicznego i serwisu.
Procesy zarówno kataforezy, jak i autoforezy są w zasadzie proste, jednak w przemysłowych instalacjach jest wiele trudnych elementów. Po uruchomieniu i po sześciu latach eksploatacji w MV Pipe zakład nadal pracuje z zaplanowaną wydajnością i sprawnością.
Po piętnastu latach eksploatacji malarni w BBL i sześciu w MV Pipe możemy potwierdzić zaobserwowane zalety autoforezy:
- niższe koszty inwestycyjne,
- niższe koszty eksploatacyjne,
- niższe zużycie energii w procesie − oprócz tego, że do wytworzenia reakcji w kąpieli powlekającej nie jest potrzebna energia elektryczna, oszczędność energii uzyskuje się również dzięki niższej temperaturze wypalania w piecu,
- prostota procesu i łatwość jego kontroli,
- możliwość ograniczenia magazynu części,
- brak ograniczeń dysponowaną mocą elektryczną,
- równomierna grubość powłoki również na detalach o skomplikowanych kształtach,
- zdolność do pokrywania zagłębień,
- zdolność do pokrywania długich zamkniętych wyrobów, np. rur,
- umożliwienie malowania zespołów po wstępnym montażu, dzięki niższej temperaturze wypalania,
- unikanie maskowania,
- dobre krycie krawędzi − w procesie schnięcia nie występuje zjawisko spływania farby − grubość powłoki lakierniczej na krawędziach nie ulega zmniejszeniu,
- poprawa odporności na korozję 1000 h − test w mgle solnej,
- przyjazna dla środowiska, zdrowia i bezpieczeństwa − w procesie nie biorą udziału łatwopalne lub wybuchowe substancje chemiczne, co prowadzi do mniejszego ryzyka narażenia pracowników i braku uwalniania szkodliwych gazów do atmosfery,
- wysoka odporność powłoki na ścieranie – dzięki temu, że powłoka wiąże się bezpośrednio z metalem,
- powłoka może być zginana do 90 st., bez ryzyka pęknięć,
- powierzchnia po autoforezie ma niższy współczynnik tarcia,
- powłoka jest świetnym podkładem dla kolejnych warstw.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}