




Spectro2guide.
Oprzyrządowanie do kontroli jakości farb i powłok w malowaniu proszkowym i ciekłym, część IV
W poprzednich częściach niniejszego opracowania przedstawione zostały zagadnienia mieszania oraz dyspersji, testów przeprowadzanych na materiale lakierowym (część I) oraz oprzyrządowanie służące do kontroli procesu utwardzania termicznego i do testów komorowych (część II). Ostatnia część (III) opublikowana na łamach „Lakiernictwa Przemysłowego” dotyczyła pomiarów parametrów wizualnych powłok, takich jak połysk, zamglenie i struktura. W tej części artykułu przedstawione zostaną urządzenia służące do pomiarów barwy oferowane przez firmę Eurotom.
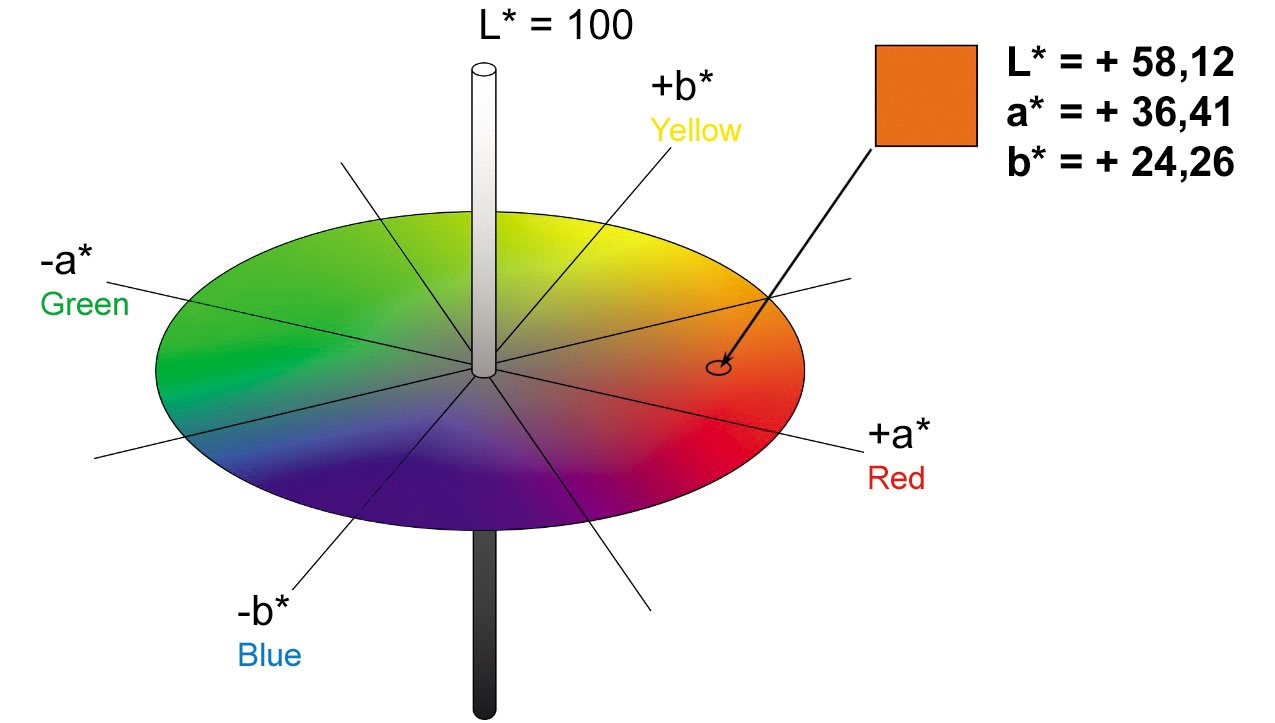
Niejednokrotnie barwa ma kluczowe znaczenie jako kryterium jakości w przemyśle. Jednolity odcień koloru poszczególnych elementów wyrobu finalnego odgrywa znaczącą rolę w przypadku wielu produktów. Jest to trudne do osiągnięcia wówczas, gdy poszczególne części jednego wyrobu produkowane są w różnych oddziałach jednej lub wielu firm – poddostawców. Dodatkowo postrzeganie barwy uwarunkowane jest czynnikami zewnętrznymi, jak kolor otoczenia, struktura powierzchni, jasność i połysk. Na zdefiniowanie barwy mają wpływ następujące trzy składowe: źródło światła, obserwator oraz próbka. Na podstawie tych elementów powstały systemy barw służące do numerycznego zapisu danego koloru. Systemy te stanowią narzędzie do określania, analizy i dokumentacji barwy i jej różnic. Najbardziej uniwersalnym z nich jest system CIELab. Jest to układ współrzędnych prostokątnych, składających się z dwóch osi, a* i b*, które usytuowane są względem siebie pod kątem prostym i definiują tonację barwy. Trzecia oś oznacza jasność L* i jest prostopadła do płaszczyzny a* b*. W systemie tym można określić każdą barwę poprzez współrzędne L*, a*, b* (barwa stanowi punkt w przestrzeni zbudowanej przez trzy osie). By wytwarzać zawsze jednakowy kolor, trzeba ustalić wzorzec (standard) i porównywać z nim bieżącą produkcję (próbki). Porównuje się tu i ustala oraz zapisuje różnice barw oraz ich wartości bezwzględne. Dzięki opracowaniu systemu CIELab różnica między barwą standardu a barwą próbki może zostać wyliczona z odległości między tymi dwoma punktami i odnotowana jako wartość numeryczna. W przemyśle różnica ta oznaczana jest jako ΔE*. Zazwyczaj całkowita odchyłka barwy ΔE* nie stanowi wystarczająco o zgodności barw i warto ustanowić dodatkowe kryteria, by kontrola barwy była w pełni rzetelna. Zasady oceny barwy zgodnie z CIELab przedstawione zostały na zdjęciu nr 1.

Rozpatrując pomiary barwy należy rozróżnić dwie geometrie: geometria 45/0 i geometria sferyczna d/8. Spektrofotometry mierzące w geometrii 45/0 pozwalają na odczyty wartości barwy w taki sposób, jak widzi ją oko ludzkie. W przyrządach tych zastosowano oświetlenie kierunkowe cyrkularne pod kątem 45°, a pomiar reflektancji (natężenia światła odbitego) odbywa się pionowo nad próbką, czyli pod kątem 0° do normalnej. Geometria 45/0 jest wrażliwa na połysk i ogólnie zgodna z wrażeniem wizualnym człowieka. Różnice w połysku/strukturze powierzchni odczytywane są przez przyrząd jako różnice barwy. Cechy te są bardzo istotne w następujących zastosowaniach:
- porównywanie różnych serii w procesie produkcji,
- stała wizualnie barwa przy produkcji, gdy następuje montaż wielu części o różnym pochodzeniu (materiale wykonania).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}