



Rys. 1
Wartość połysku wyrażana jest w jednostkach GU (gloss unit). Jest to pomnożony przez 100 stosunek strumienia światła odbitego od próbki do odbitego przez szklaną powierzchnię o współczynniku załamania światła 1,567 przy długości fali 587,6 nm w kierunku zwierciadlanym dla ustalonego kąta odbicia (20°, 60° lub 85°) i ustalonych parametrów szczelin źródła światła i odbiornika. Nie jest dopuszczalne zarówno interpretowanie, jak i wyrażanie wartości połysku jako procentu odbicia. Wartość GU wyraża się wyłącznie w jednostkach całkowitych. Przy ocenie połysku, szczególnie przy wysokich połyskach, uwzględnia się dodatkowo stopień zamglenia.
Te wszystkie problemy z uzyskaniem i postrzeganiem koloru skutkują tym, że bardzo trudne jest uzyskanie jednakowego koloru, jeżeli obiekt lub maszyna będzie składać się z wielu części malowanych:
- u różnych poddostawców,
- różnymi technikami aplikacyjnymi (natrysk powietrzny, bezpowietrzny itd.),
- materiałami pochodzącymi od różnych producentów,
- farbami różniącymi się generycznie, np. farby proszkowe i ciekłe.
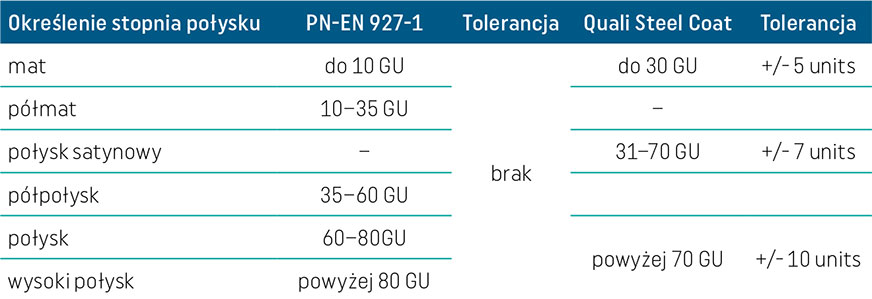
Podział stopni połysku mierzonego przy 60° w PN-EN 927-1, Quali Steel Coat
Posługując się nawet farbami z tzw. górnej półki, jakimi są lakiery samochodowe, malujemy całe elementy, żeby wygubić bardzo drobne różnice w wyglądzie pomiędzy powłoką oryginalną a powłoką renowacyjną.
W przypadku konstrukcji stalowych prawie zawsze trzeba wykonać poprawki pomontażowe. Umiejętność wykonywania poprawek to nie lada sztuka, na ogół wygląda to tak, jak na fotografiach (rys. 14 i 15). Jeżeli różnice są rażące, to warto przemalować element lub przynajmniej jego fragment, np. od spawu do spawu. Gorzej, jak poprawka ma kształt nieokreślony i na dodatek odróżnia się kolorem lub połyskiem, bo wtedy świadczy o zwyczajnym niechlujstwie wykonawcy.
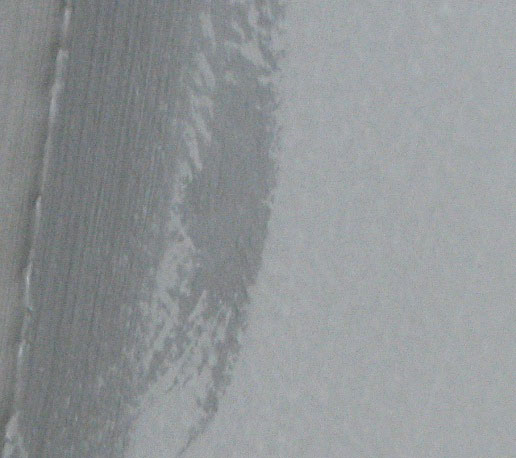
Rys. 14

Rys. 15
Michał Jaczewski
olgierd.jaczewski@gmail.com












