




Fot. 1. Ślady palców, a nawet całej dłoni są na ogół widoczne już po kilku godzinach.
W przypadku najprostszej technologii przygotowania powierzchni pierwsze powinno być usunięcie wad stali i wad warsztatowych, a później obróbka strumieniowo-ścierna.
Pamiętajmy o właściwej kolejności prac związanych z przygotowaniem powierzchni. W malarni możemy usunąć pojedynczy rozbryzg spawalniczy, przegapiony w czasie prac hałerskich, ale malarnia nie może być miejscem usuwania wad powierzchni.
Szlifowanie krawędzi po cięciu termicznym
Krawędzie powstałe w wyniku cięcia termicznego są bardzo twarde (fot. 3). Pod wpływem wysokiej temperatury powstaje bardzo twarda warstwa stali o grubości od kilku do kilkunastu mikrometrów. Jest na tyle twarda, że obróbka strumieniowo-ścierna jej prawie nie narusza i w efekcie na krawędziach nie ma niezbędnego do zakotwiczenia się farby profilu chropowatości.
Krawędzie po cięciu termicznym należy oszlifować w ramach prac hałerskich przed obróbką strumieniowo-ścierną.
Usuwanie zapylenia
Usuwanie zapylenia po obróbce strumieniowo-ściernej bardzo często wykonuje się w kabinie lakierniczej przez odmuchiwanie. Efektem są ogromne ilości pyłu (fot. 4), który osiada na ścianach i suficie kabiny i ponownie na malowanym elemencie, przyspiesza też zapychanie filtrów. Odmuchiwanie powinno odbywać się w kabinie śrutowniczej lub pomiędzy kabiną śrutowniczą a kabiną malarską. Oczywiście najlepsze byłoby używanie do usuwania pyłów odkurzaczy przemysłowych, ale to raczej „marzenie ściętej głowy”.
W kabinie, bezpośrednio przed malowaniem, należy odmuchiwanie powtórzyć, żeby pozbyć się śladowych ilości pyłu, który mógł osiąść podczas transportu lub oczekiwania przed kabiną na malowanie.
Poprawne usunięcie zapylenia poprawi przyczepność farby, zapobiegnie zapyleniu powłoki i wydłuży żywotność filtrów w kabinie malarskiej.
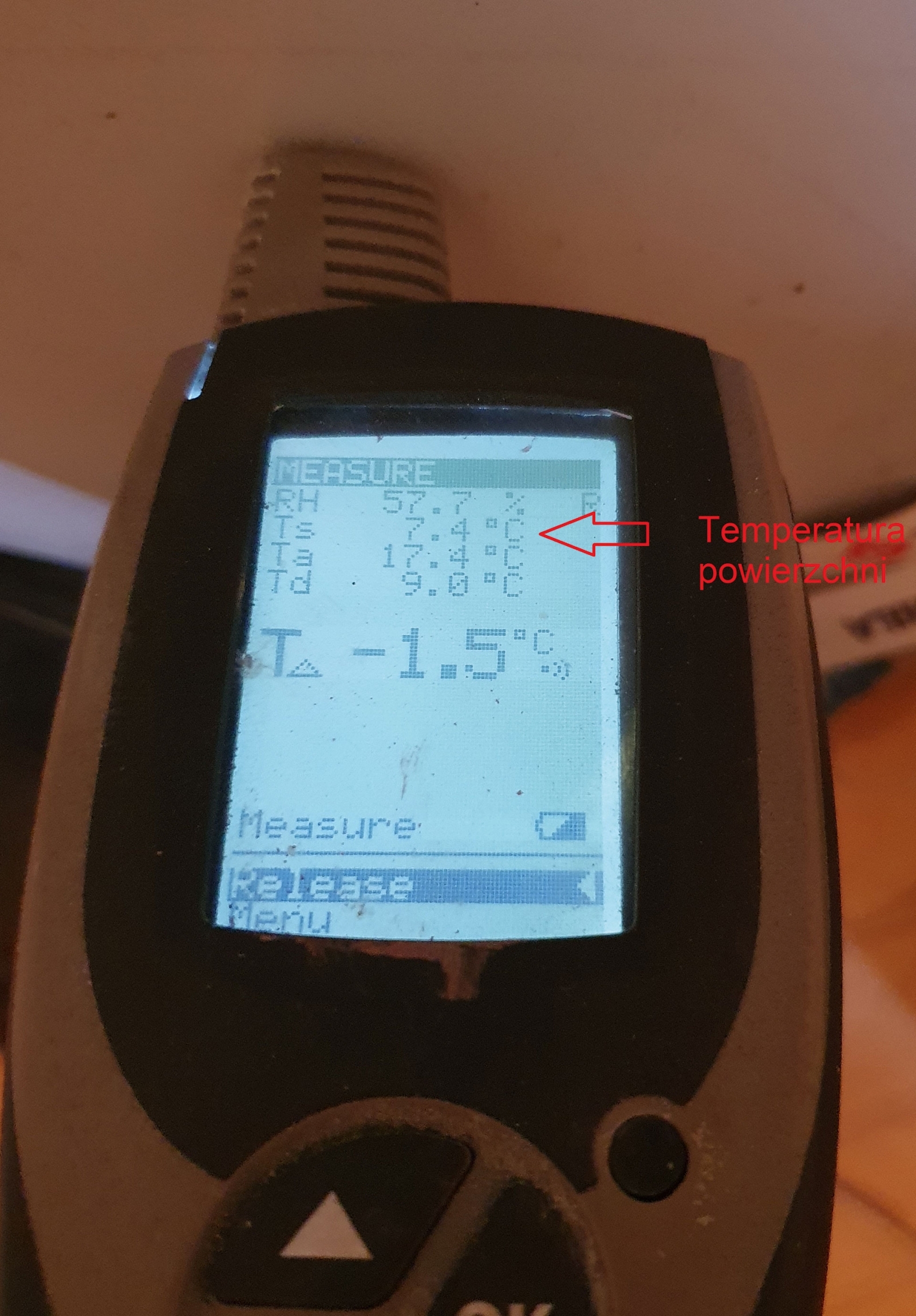
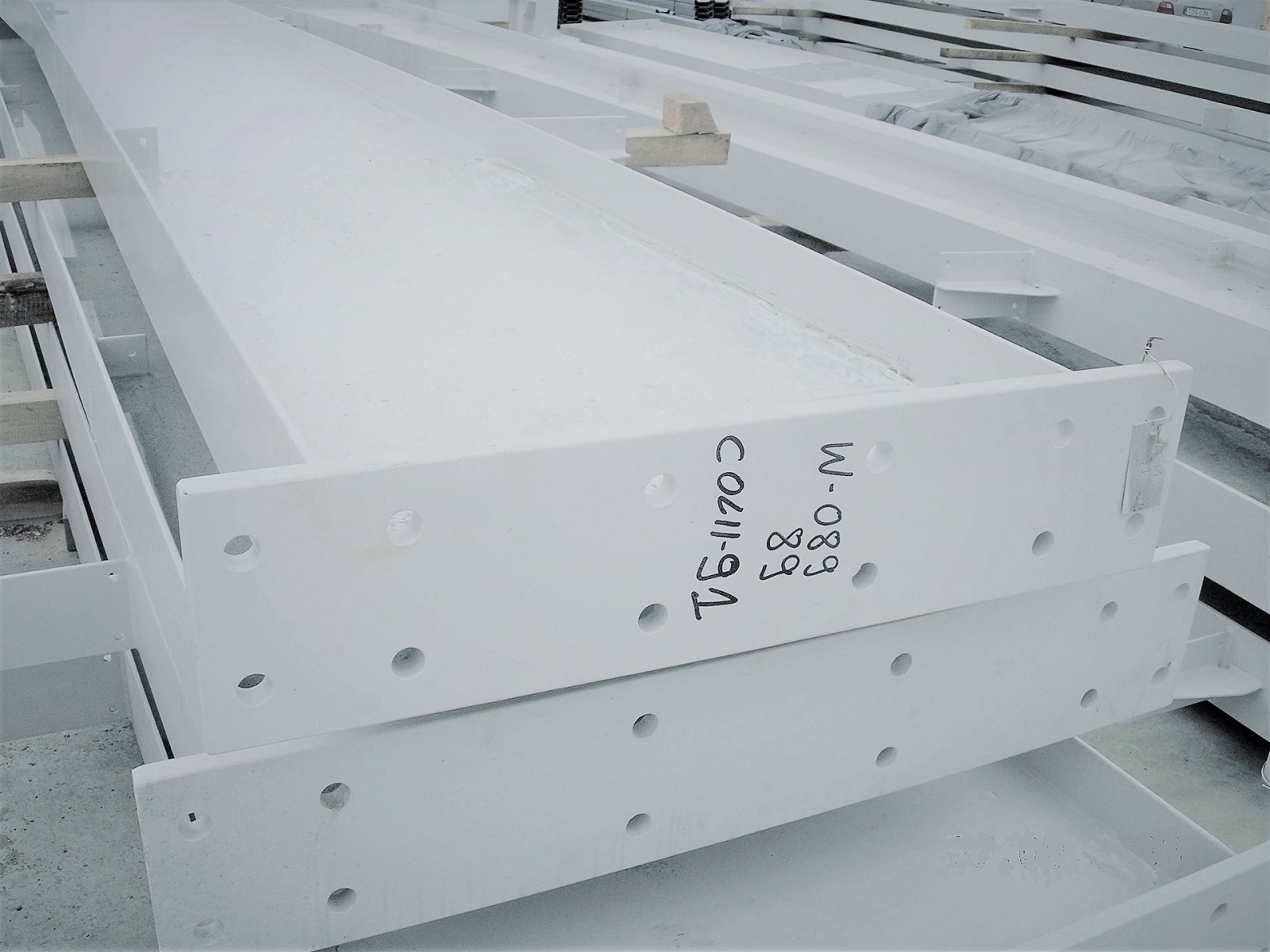
Temperatura stali
W okresie zimowym stal wwożona do malarni bywa mocno wychłodzona (fot. 5). W takim przypadku nie pomoże to, że w malarni panują odpowiednie warunki (temperatura i wilgotność). To temperatura stali głównie wpływa na przekroczenie temperatury punktu rosy. Czasami nawet różnica pomiędzy warunkami w hali produkcyjnej a warunkami w kabinie lakierniczej może spowodować wyroszenie.
Warunki klimatyczne powinno się kontrolować w malarni bezpośrednio przed rozpoczęciem malowania.
Dogrzewanie malarni
Bywa, że w okresie większych chłodów, szczególnie w starszych obiektach, jest zbyt zimno i są one dogrzewane zewnętrznymi źródłami ciepła, np. nagrzewnicami. Część nagrzewnic olejowych jest tak zbudowana, że ich spaliny są medium grzewczym (fot. 6). Olej opałowy lub napędowy nigdy nie spala się w 100%, śladowe ilości osadzają się na ogrzewanych przedmiotach. Dodatkowo jednym z produktów spalania jest woda. Taka mieszanina oleju napędowego i wody, nawet w bardzo cienkiej, niewidocznej gołym okiem, warstwie może bardzo osłabić przyczepność farb zarówno do podłoża, jak i przyczepność międzywarstwową.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}