




Fot. 1. Pomiar temperatury farby.
- w przypadku farb wodnych, dla jakiej wilgotności względnej powietrza (RH)
Farby wodne schną w pierwszym okresie fizycznie przez odparowanie wody i śladowych ilości rozpuszczalników, np. alkoholi. Woda przy wilgotności względnej powyżej 75% paruje bardzo wolno, więc i proces schnięcia drastycznie się wydłuża.
- występowanie i intensywność wad powłok
Temat wad powłok był poruszany w „Lakiernictwie Przemysłowym” wielokrotnie, ostatnio w wieloczęściowym cyklu: nr 4 (126), str. 52; nr 5 (127), str. 62; nr 6 (128), str. 68; nr 1 (129), str. 56 i nr 2 (130), str. 70.
- przyczepność powłok
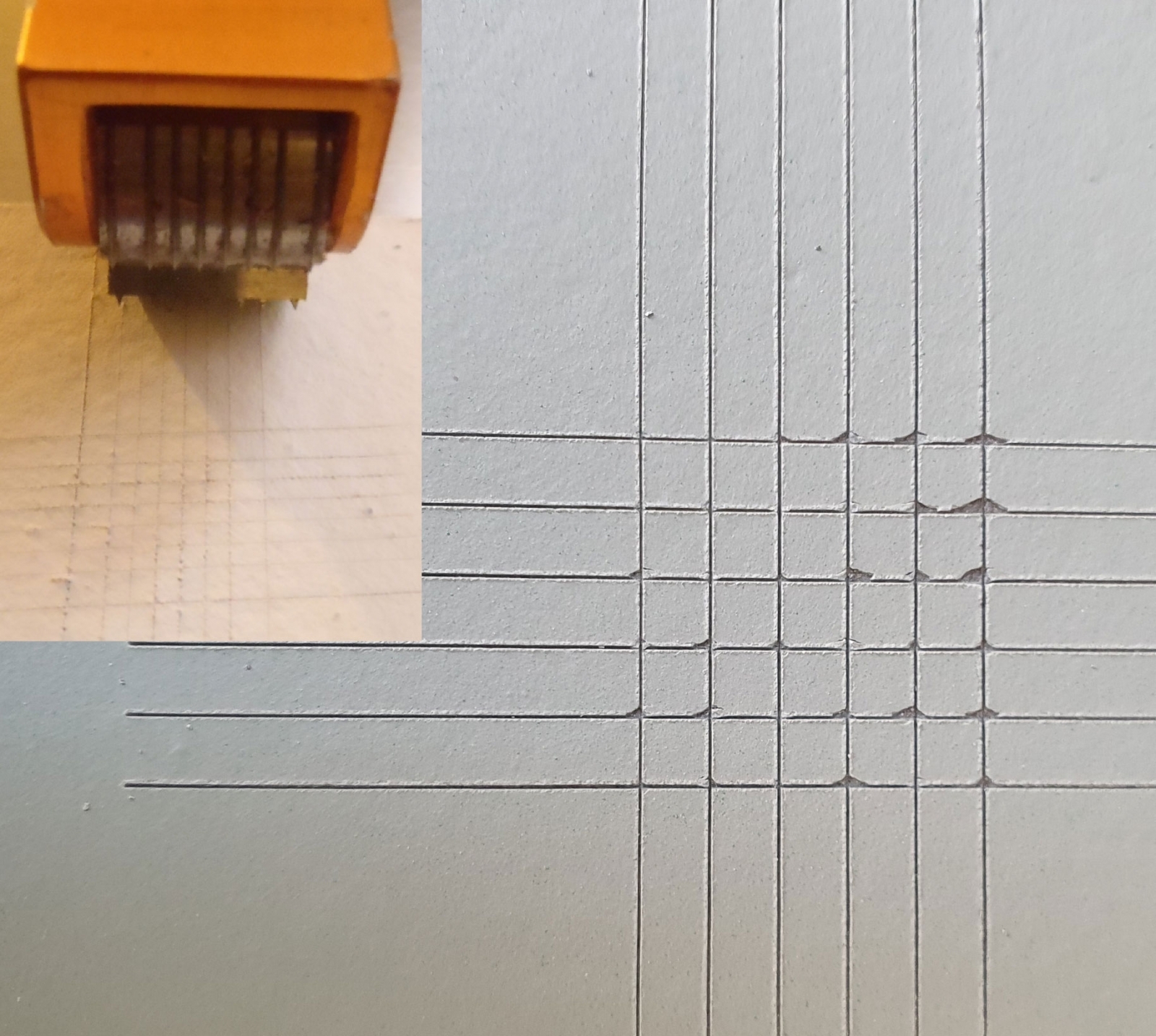
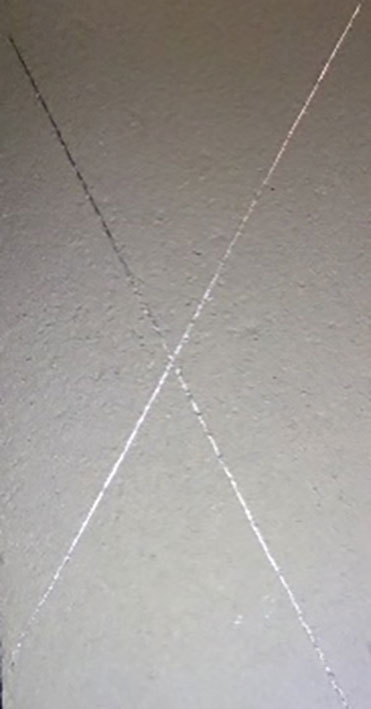
Badania w oparciu o normę PN-EN ISO 16276:2008 Ochrona konstrukcji stalowych przed korozją za pomocą ochronnych systemów malarskich. Ocena i kryteria przyjęcia adhezji/kohezji (wytrzymałości na odrywanie) powłoki.
Część 2: Badanie metodą siatki nacięć (fot. 6) i metodą nacięcia w kształcie X (fot. 7)
- kolor
Ocena koloru wymaga określenia jasnych kryteriów, a przede wszystkim zdefiniowania wzorca i dopuszczalnych w określonym przedziale czasu zmian koloru. Wzorcami mogą być określone wzorniki, nie może to być wzornik RAL K-7, który ma dawać jedynie ogólną informację o kolorze, ale specjalne wzorniki z podanymi fizycznymi parametrami koloru, takimi jak umiejscowienie w przestrzeni barwnej, odchylenie od wzorca teoretycznego itp. Pisaliśmy o tym w nr. 6 (98) „Lakiernictwa” z 2015, str. 92.
- połysk
PN-EN ISO 2813:2014-11 Farby i lakiery. Oznaczanie wartości połysku pod kątem 20 stopni, 60 stopni i 85 stopni.
Połysk mierzy się przyrządem o nazwie połyskomierz (fot. 5), najczęściej przy kącie 60 stopni.
Terminy i definicje
W normie wymienione są stopnie połysku: duży połysk, połysk, połysk jedwabisty, półpołysk, połysk satynowy, mat i głęboki mat. Niestety, nie udało mi się ustalić, jak te pojęcia są zdefiniowane. Bardziej precyzyjne zapisy są w normie dotyczącej wyrobów lakierowych do drewna.
PN-EN 927-1:2013-06 Farby i lakiery.
Wyroby lakierowe i systemy powłokowe na drewno zastosowane na zewnątrz.
Część 1: Klasyfikacja i dobór
Sklasyfikowano tu, ze względu na połysk lustrzany mierzony przy kącie 60 stopni, następujące kategorie połysku:
- mat – współczynnik odbicia do 10 GU,
- półmat (satynowy) – współczynnik odbicia większy niż 10 do 35 GU,
- półpołysk – współczynnik odbicia większy niż 35 do 60 GU,
- połysk – współczynnik odbicia większy niż 60 do 80 GU,
- wysoki połysk – współczynnik odbicia większy niż 80 GU.
Nie ma międzynarodowych, ogólnie uznanych norm dotyczących jakości gotowych powłok malarskich. Można się tu odwoływać do norm zakładowych lub wymagań branżowych, ale to już temat na odrębny artykuł.
Rysunki, z wyjątkiem metody 6B, wykonano w oparciu o normę PN-EN ISO 2808:2020-01.
Michał Jaczewski
michal.jaczewski@tikkurila.com













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}