



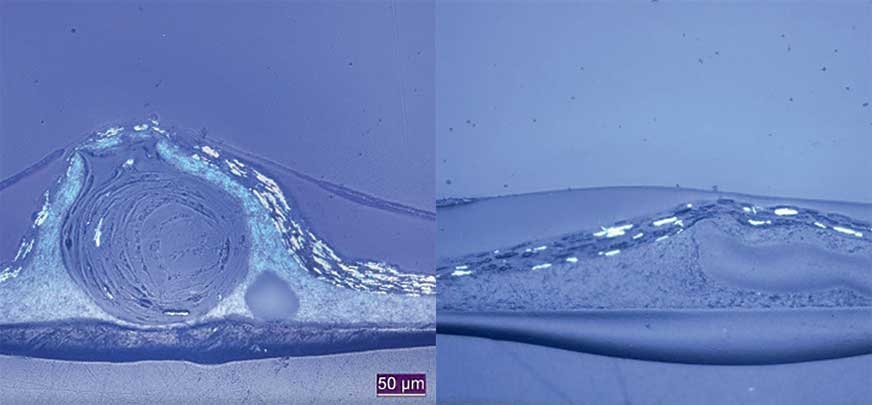
Zanieczyszczenie (po lewej) i wada materiału (po prawej)
Bezpieczeństwo procesu malowania tworzyw sztucznych.
Naniesienie odrobiny farby nie może być przecież takie trudne – to powszechna opinia, jeśli chodzi o lakierowanie części. Szczegóły i pułapki w tym procesie są bardzo często lekceważone. Zwłaszcza w przypadku malowania tworzyw sztucznych pojawia się dużo trudności, ponieważ tworzywo ma swoją specyfikę.
Na tegorocznych warsztatach organizowanych przez firmę LacTec w Poznaniu stowarzyszenie DFO (niemieckie stowarzyszenie ds. badań nad obróbką powierzchni) wygłosiło wykład na temat, na co należy zwrócić uwagę przy lakierowaniu tworzyw sztucznych. Na podstawie przykładów wyjaśniono jakie wady mogą powstać, jeśli nie uwzględni się wszystkich zależności procesu.
Proces malowania rozpoczyna się już od momentu przetwarzania granulatu z tworzywa sztucznego, ponieważ występuje tu kilka czynników oddziałujących na proces, takich jak rodzaj tworzywa, jakość granulatu, zastosowane dodatki do tworzyw sztucznych oraz przetwarzanie tworzywa. Ważne jest upewnienie się czy tworzywo nadaje się do malowania, czy jakość partii pozostaje taka sama i czy nie są stosowane żadne dodatki mogące zakłócić proces, takie jak wewnętrzne środki antyadhezyjne, które później mogą doprowadzić do utraty przyczepności lakieru. Przy wyborze tworzywa należy zwrócić uwagę na właściwości adhezyjne, ewentualną aktywację, stabilność termiczną i odporność na rozpuszczalniki.
Farba pokryje defekty – to kolejna powszechnie powielana opinia. Niestety, jest na odwrót, lakierowanie defektów, takich jak: smugi, linie spoin, itp. tylko je uwydatnia, a nie maskuje. Jest więc szczególnie ważne, aby proces formowania wtryskowego tworzywa przebiegał optymalnie. Zatem należy przestrzegać ustawienia parametrów, takich jak temperatura stopu tworzywa, ciśnienie wtrysku, prędkość wtrysku, docisk i czas docisku, temperatura formy.
Na etapie przygotowania powierzchni tworzywa sztucznego do malowania trzeba zwrócić uwagę na różnice pomiędzy czyszczeniem a aktywacją. Czyszczenie może być wykonane za pomocą mokrej metody chemicznej lub suchego lodu. Należy przy tym zwrócić uwagę czy jest możliwe usunięcie występujących zanieczyszczeń przez wybraną metodę. Na przykład, za pomocą suchego lodu można usunąć tylko zanieczyszczenia, które zamarzają, a więc żadne smary i oleje.
Po oczyszczeniu tworzywa sztuczne niepolarne muszą być jeszcze aktywowane w celu uzyskania odpowiedniej przyczepności farby. W związku z tym za pomocą metod, takich jak opalanie, chemiczne trawienie lub obróbka plazmowa, grupy polarne migrują do powierzchni materiału. Na tym etapie również może dojść do wystąpienia błędów, jak w pewnym przypadku, w którym doszło do oderwania się powłoki. Stowarzyszenie DFO zbadało powierzchnię z tworzywa sztucznego oraz spodnią stronę odwarstwionego lakieru za pomocą spektroskopii w podczerwieni. Badanie wykazało obecność produktów pirolizy, co wskazuje na to, że zewnętrzna warstwa tworzywa sztucznego została zniszczona przez wystawienie na zbyt mocne działanie płomienia, wskutek czego nastąpiło jej oderwanie się wraz z nałożoną powłoką.
Czyste otoczenie w kabinie lakierniczej i wokół niej jest podstawą uzyskania wysokiej jakości powłoki. Bardzo często zdarza się, że w powłoce lakierniczej można znaleźć zanieczyszczenia tzw. krosty. Aby zlokalizować te zanieczyszczenia niezbędne jest użycie mikrotomu, który dokładnie wykaże, czy chodzi o zanieczyszczenie (fot. 1), i w której warstwie powłoki ono się znajduje. Następnie, na podstawie tej informacji, można szukać przyczyny we właściwym miejscu w procesie. W niektórych przypadkach wada materiału (fot. 2) od góry wygląda identycznie jak „krosta”. Jeśli wówczas zostanie stwierdzone, że przyczyną jest zanieczyszczenie, urządzenie lakiernicze zostanie wyczyszczone; ale błąd nie zostanie usunięty, ponieważ założono fałszywą przyczynę.
Po naniesieniu farby musi ona wyschnąć, względnie utwardzić się. W wielu przypadkach stosowane są farby dwuskładnikowe. Przy tego typu farbach mają miejsce dwie równolegle przebiegające reakcje, a mianowicie fizyczna – suszenie oraz chemiczna – utwardzanie. Oba procesy muszą być doskonale kontrolowane na całej długości strefy odparowywania i w piecu. Zbyt wczesne wprowadzenie części do pieca może doprowadzić do tzw. odgotowania powłoki, ponieważ wciąż znajduje się w niej dużo rozpuszczalnika. Jeśli elementy zbyt krótko znajdują się w piecu, to suszenie nie będzie jeszcze zakończone, a elementy nie będą nadawały się do pakowania. Takiego typu błąd wystąpił wskutek pomylenia temperatury pieca i temperatury obiektu. Decydującym czynnikiem dla czasu przebywania w piecu jest zawsze temperatura obiektu.
Niniejszy artykuł zapewnia elementarny wgląd w złożoność procesów lakierniczych i różnorodność możliwych błędów. Stowarzyszenie DFO chętnie udzieli pomocy w swoim laboratorium przy określeniu przyczyn wad na powłoce lakieru.
Nicole Dopheide
dopheide@dfo-online.de












