




Fot. 1. Mieszadło pneumatyczne.
Wady powłok, część 3
Czasami trudno jest rozgraniczyć niektóre wady i autorytatywnie stwierdzić, czy jest to wada aplikacyjna, czy wada powstała w związku z przygotowaniem powierzchni.
Wyobraźmy sobie sytuację, w której powierzchnia konstrukcji przeznaczonej do malowania została odebrana w hali produkcyjnej, gdzie usuwano niewielkie wady ujawnione po obróbce strumieniowo-ściernej i jej stan był akceptowalny. Następnie konstrukcję wprowadzono do malarni. Nie zwrócono uwagi, że w hali temperatura wynosiła ok. 15°C, a w malarni ok. 30°C. Powierzchnia była na tyle zimna, że jej temperatura była poniżej punktu rosy w warunkach panujących w malarni. Malarz przygotował farbę i natrysnął ją poprawnie, a mimo to po jakimś czasie pojawiły się pęcherze i problemy z przyczepnością powłoki do podłoża. Taką wadę omówiliśmy jako wadę przygotowania podłoża w poprzedniej części artykułu, ale trudno obwiniać za nią kontrolera jakości, który uznał powierzchnię za gotową do malowania, w hali wszystkie parametry były właściwe i trudno mieć pretensję do malarza, który został poinformowany, że powierzchnia została odebrana lub można winić obydwu, że nie sprawdzili w odpowiedni sposób i w odpowiednim miejscu warunków klimatycznych. W tej części artykułu zajmiemy się wyłącznie wadami powstającymi w trakcie samej aplikacji, w tym przygotowaniem farby do malowania, a powyższy przykład miał jedynie na celu uzmysłowienie Czytelnikowi, że stosowane podziały są często związane z kompetencjami poszczególnych komórek kontroli jakości i nie zawsze są jednoznaczne.
Wady spowodowane przez niewłaściwe przygotowanie farby do malowania
Mieszanie farby
Większość farb w trakcie przechowywania się rozwarstwia. Na wierzch wypływają lekkie frakcje, np. rozpuszczalniki, a ciężkie pigmenty osiadają na dnie. Do wymieszania farby w małej, np. litrowej puszce, wystarczy czysty kawałek pręta lub patyk, ale farby przemysłowe dostarczane są w dużych opakowaniach w 10- i 20-litrowych hobokach lub nawet w 200-litrowych beczkach. Poprawne wymieszanie farby w tak dużych opakowaniach wymaga zastosowania specjalistycznych mieszadeł z napędem mechanicznym W malarniach, ze względu na zagrożenie wybuchem, powinny być stosowane mieszadła o napędzie pneumatycznym (fot. 1). Niedokładne rozmieszanie farby jednoskładnikowej może spowodować, że część powłoki będzie miała nadmiar jednego lub kilku pigmentów, a pozostała część ich niedobór bądź brak. Dobre wymieszanie jest wyjątkowo ważne w przypadku stosowania farb dwuskładnikowych, bo nierównomierne rozprowadzenie utwardzacza w bazie może spowodować problemy z poprawnym utwardzeniem powłoki i „wypacaniem się” utwardzacza. Szczególnie wrażliwe na poprawne wymieszanie i ponowną sedymentację składników są dwuskładnikowe grunty o wysokiej zawartości cynku. W czasie aplikacji należy je przemieszać co kilka minut, a najlepiej zapewnić ciągłe mieszanie.
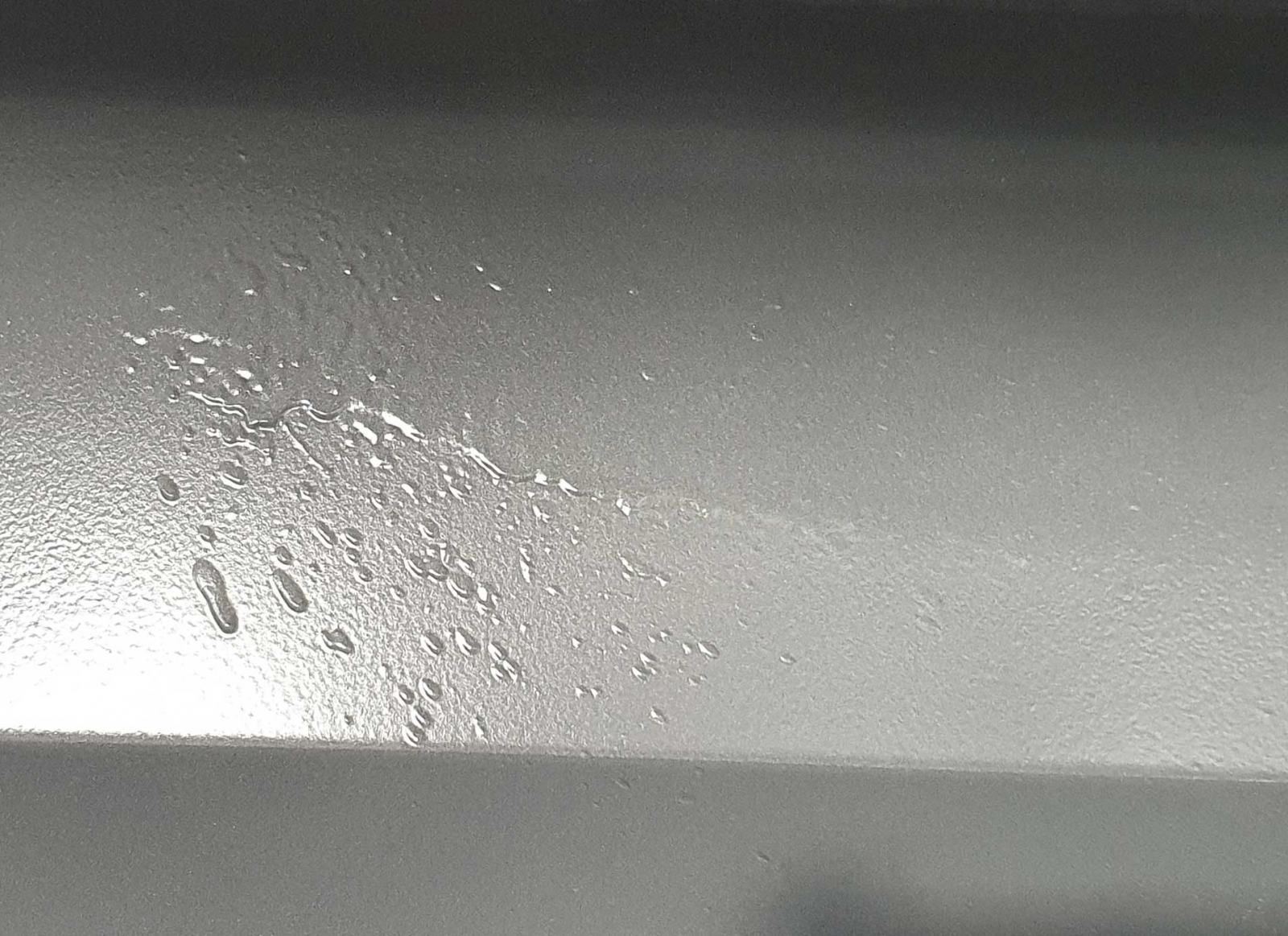
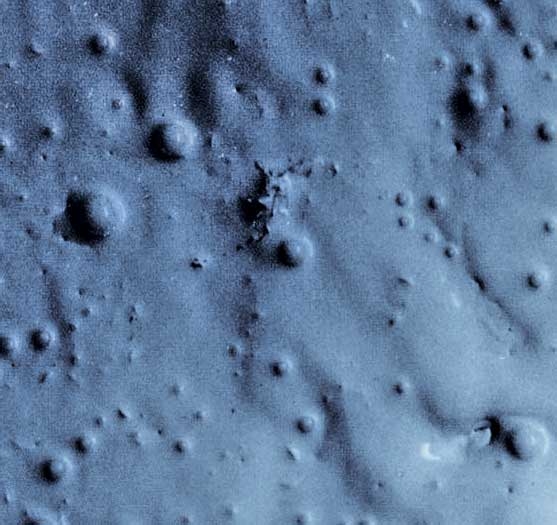
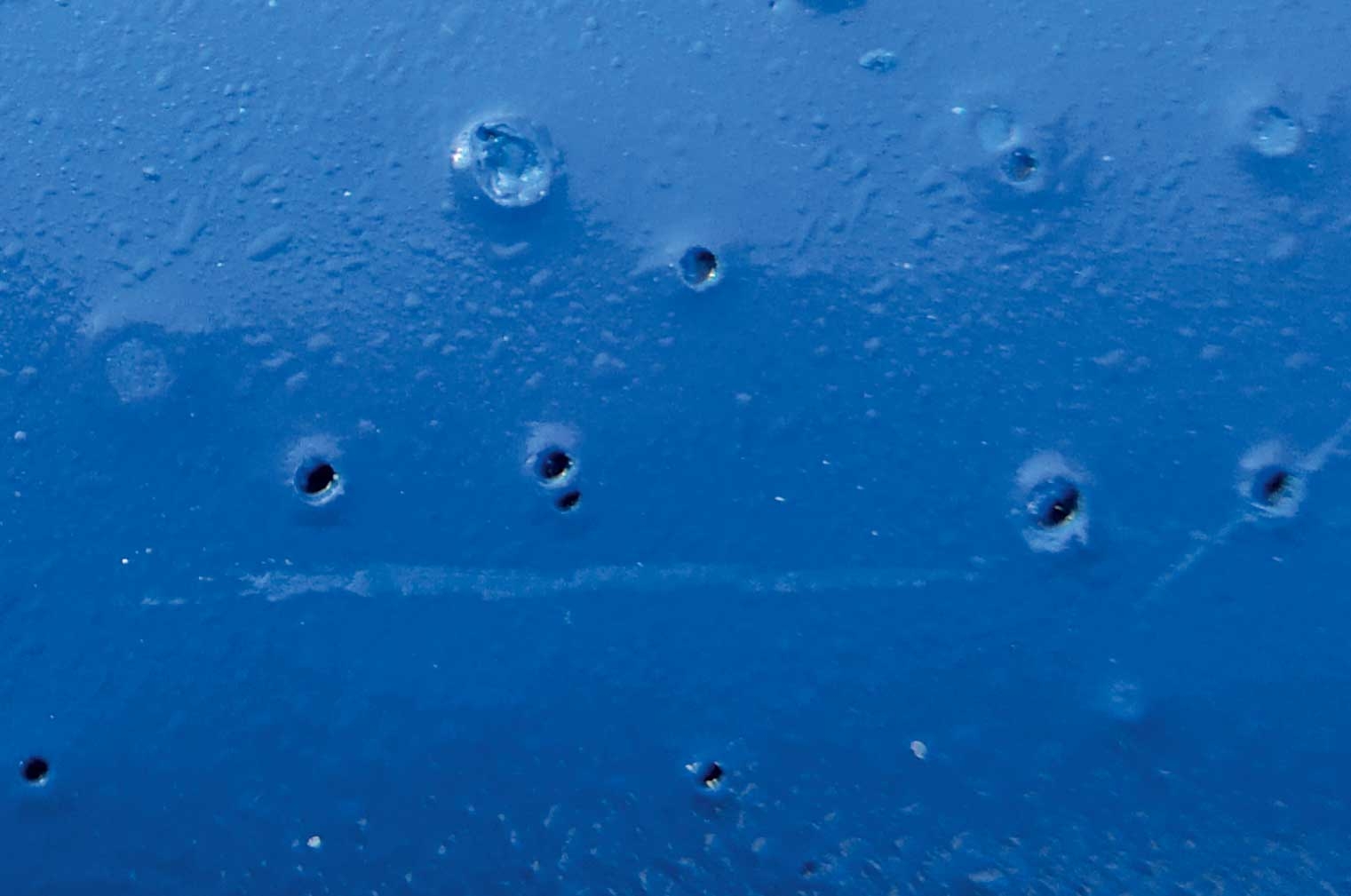
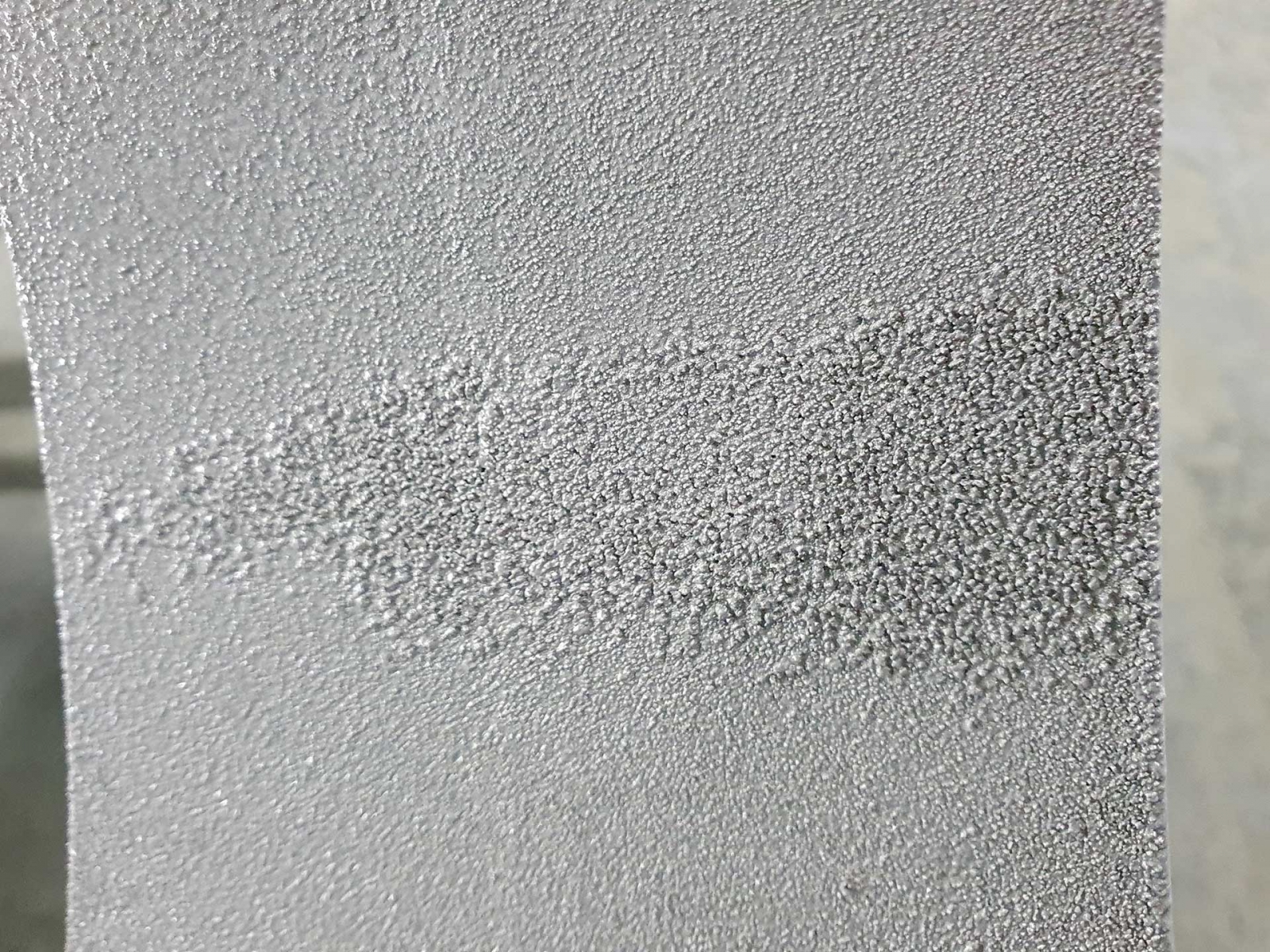
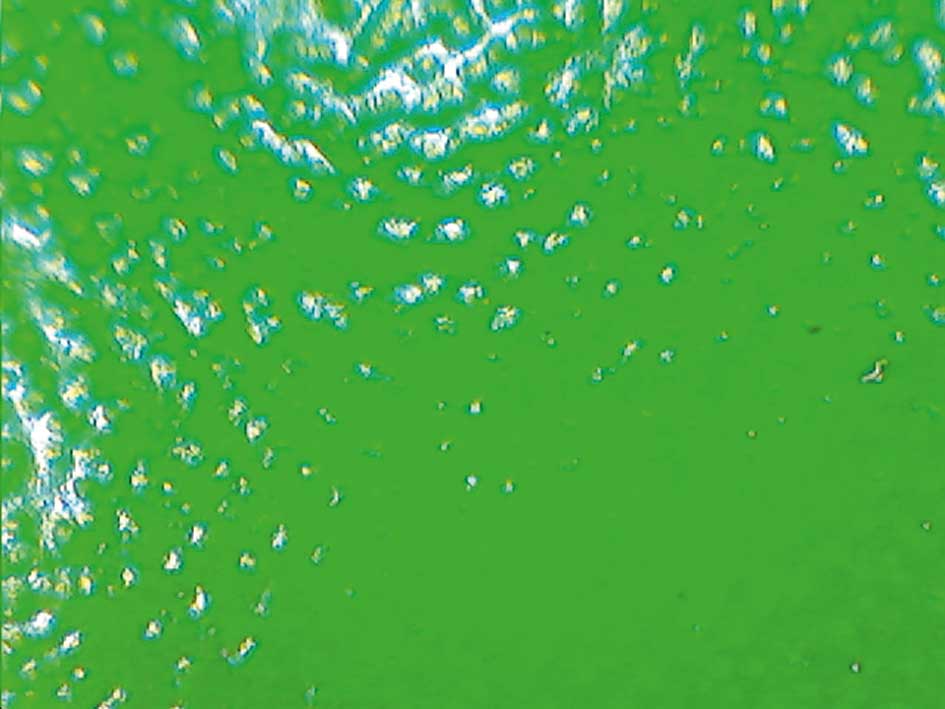
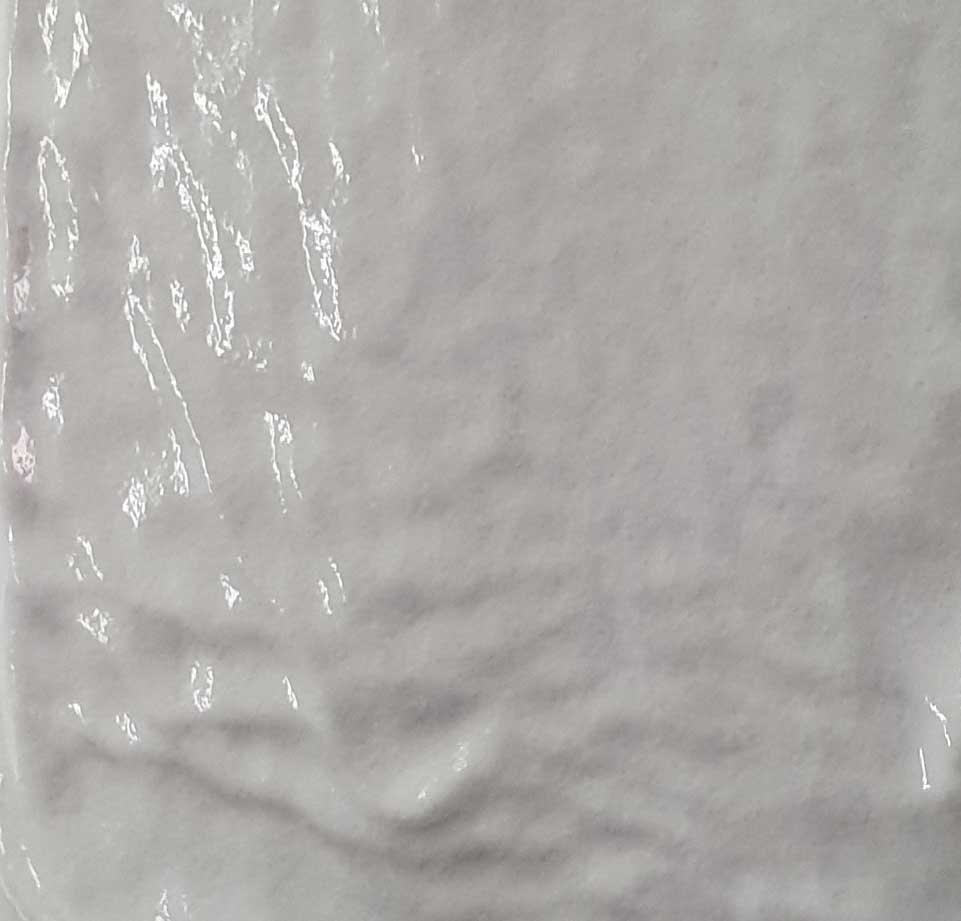
Można jednak przedobrzyć. Mieszanie farby mieszadłem o wysokich obrotach często kończy się jej napowietrzeniem. Powietrze w postaci drobnych pęcherzyków tworzy z farbą rodzaj emulsji. Te pęcherzyki sprężone podczas malowania hydrodynamicznego mogą dać dwojaki niepożądany efekt. Będą powodowały „strzelanie” podczas wychodzenia z dyszy pistoletu, co skutkuje powstaniem nierównomierności w postaci lokalnych rozbryzgów farby na powłoce (fot. 2), podobnie jak podczas malowania po chwilowym zapowietrzeniu układu. Jeżeli pęcherzyki powietrza zostaną „wmalowane” w powłokę mogą powodować powstawanie pęcherzy (fot. 3) lub kraterów (fot. 4) na jej powierzchni.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}