




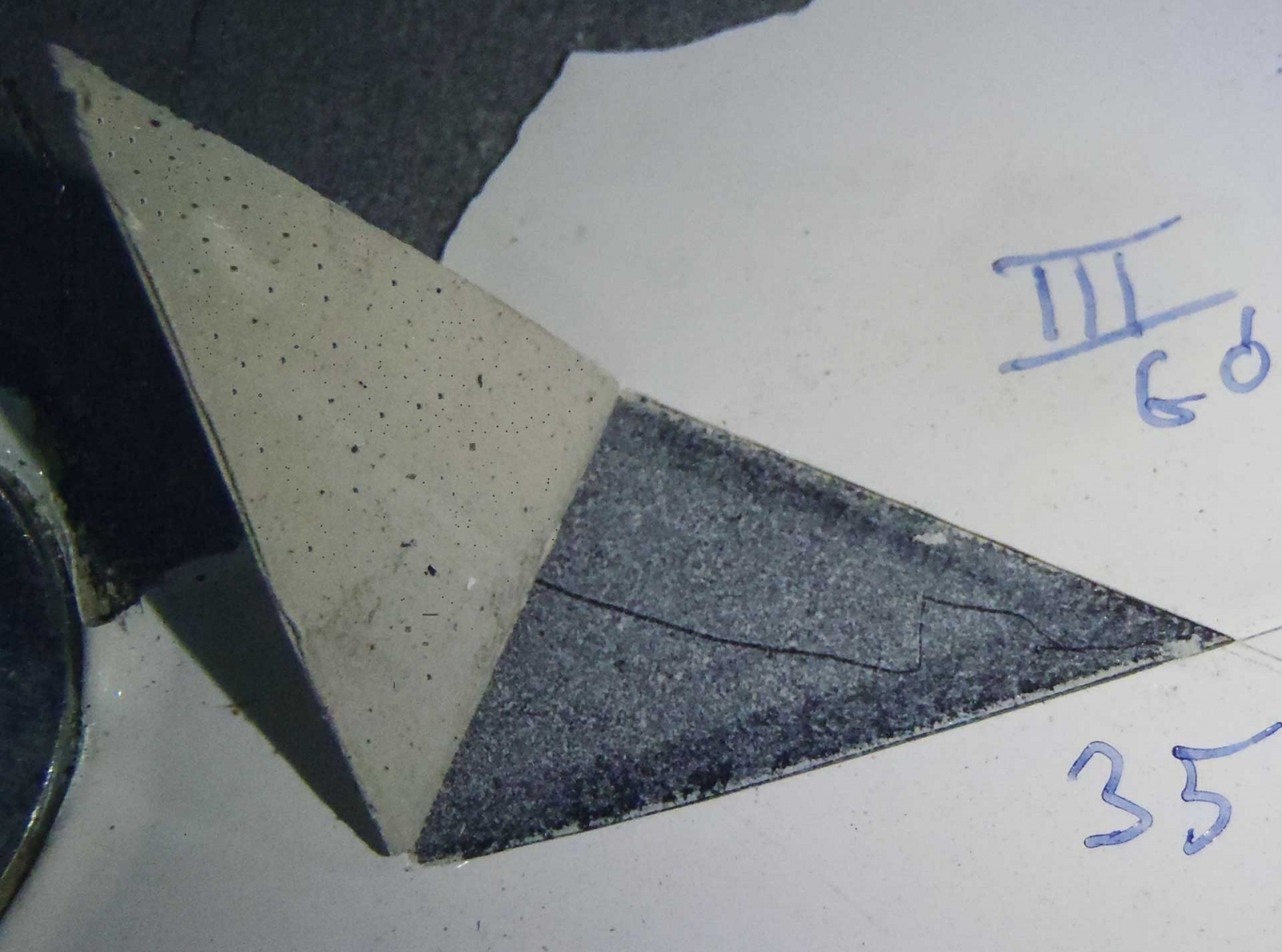
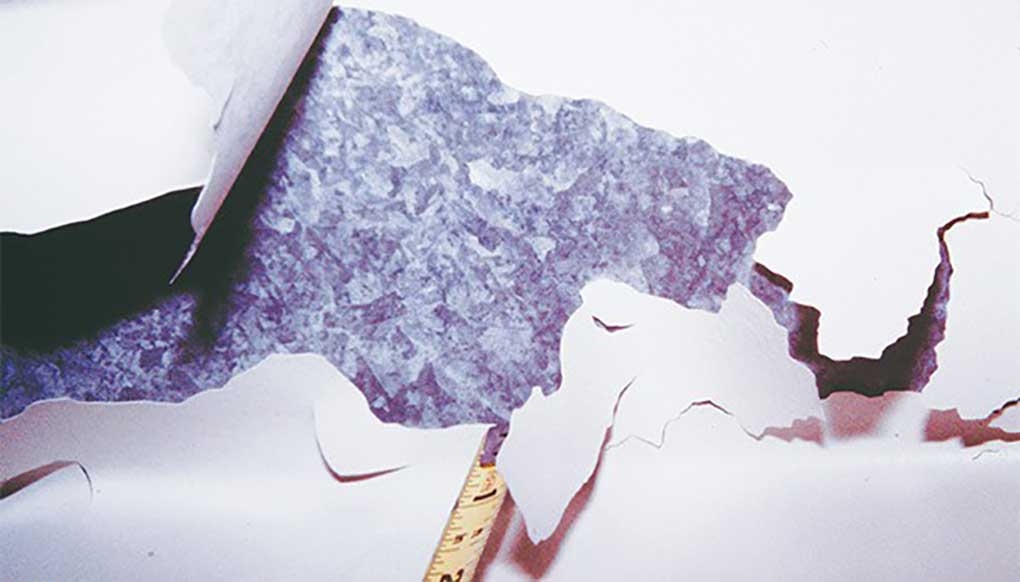
Fot. 1. Profil pośredni G. Ocena za pomocą komparatora (PN-EN ISO 8504-2).
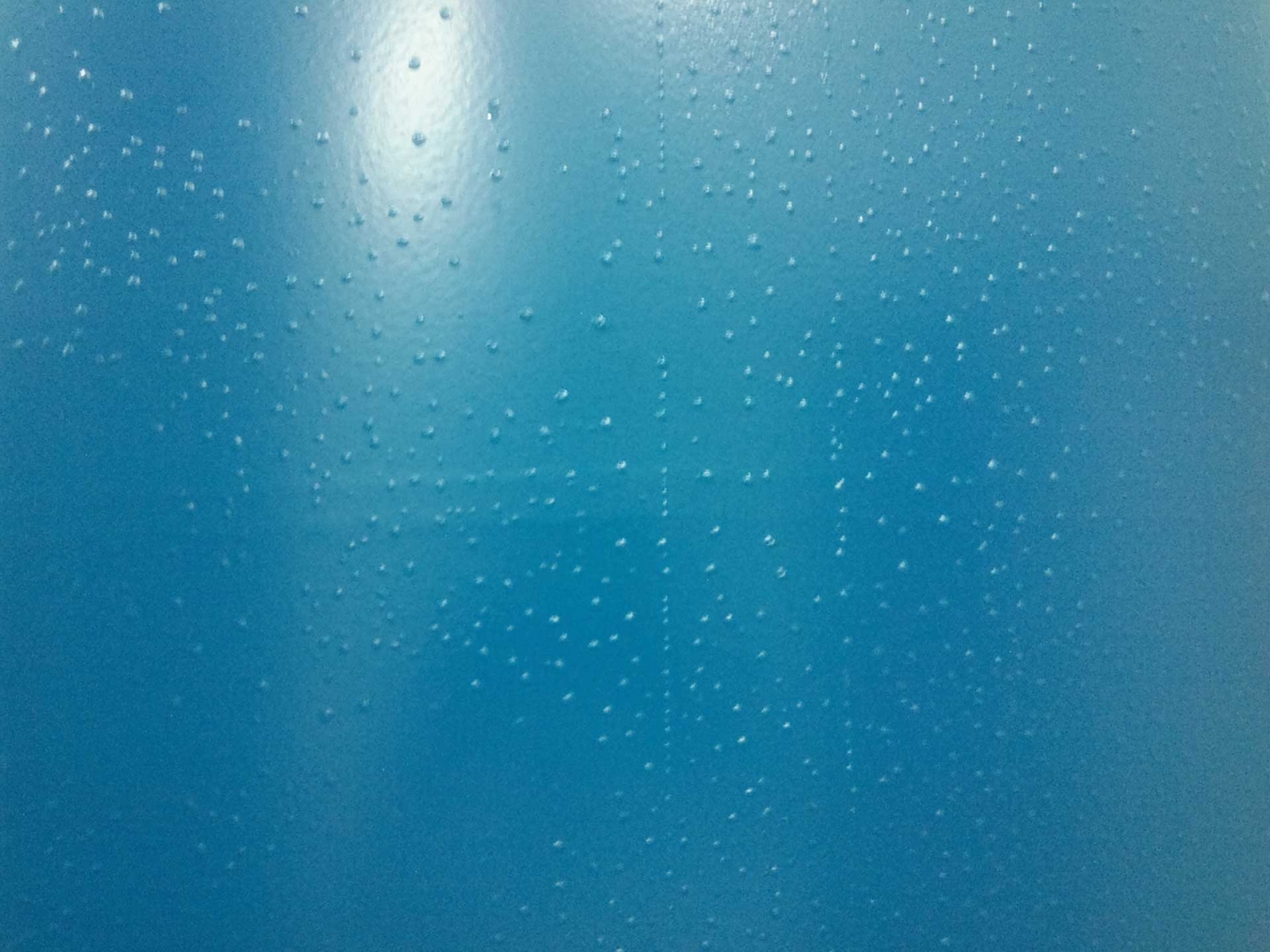
Pęcherze w powłoce
Pęcherze w powłoce (fot. 9) mogą być spowodowane wieloma czynnikami, jednak najczęstsze przyczyny to miejscowa utrata przyczepności spowodowana zanieczyszczeniem smarem, olejem, solami, rdzą, uwięzioną wilgocią, zatrzymanym rozpuszczalnikiem, wydzielaniem się wodoru (na powłokach z zabezpieczeniem katodowym), rozpuszczalnymi pigmentami itp. Pęcherze osmotyczne mogą również wystąpić na powłokach poddanych stałemu lub częstemu narażeniu na wilgoć i na powłokach pracujących w ciągłym zanurzeniu w wodzie. Najczęściej ich przyczyną jest zbyt duża pozostałość soli rozpuszczalnych w wodzie pozostawionych nawet na dobrze wyśrutowanej stali.
Zamalowanie ciał obcych i zanieczyszczeń
Pozostałości ścierniwa gromadzą się najczęściej w miejscach trudno dostępnych lub słabo widocznych, takich jak szczeliny i przestrzenie półzamknięte. Niezbyt uważne oględziny powierzchni przed malowaniem mogą skończyć się zamalowaniem nawet dużych zanieczyszczeń (fot. 10).
Cofanie się farby na zatłuszczonej powierzchni (rybie oczka)
Wiele farb z pozoru toleruje niewielkie zatłuszczenie podłoża, jednak nie wszystkie. Zatłuszczenie podłoża osłabia przyczepność oraz generuje inne wady, np. tak zwane rybie oczka (fot. 11).
Inne wady podłoża wpływające na powstawanie wad powłok
Podstawowe wady powierzchni wynikające z wad materiałowych lub powstałe przy obróbce stali, a mające istotny wpływ na jakość malowania zostały szczegółowo opisane we wspomnianej na początku artykułu normie PN-EN ISO 8501-3. Najważniejsze z nich to
- Rozbryzgi spawalnicze. Pozostawienie rozbryzgów spawalniczych, szczególnie na konstrukcjach eksploatowanych w agresywnym środowisku, powoduje, że stają się one ogniskami korozji. Jest to spowodowane tym, że farba w trakcie skurczu spowodowanego wysychaniem ulega znacznemu pocienieniu na takich „wypustach”, jakimi są rozbryzgi. Dość często można w bezpośrednim sąsiedztwie rozbryzgu zauważyć maleńkie niedomalowania spowodowane tym, że rozbryzgi zasłaniają mikroobszary powierzchni.
Przygotowanie powierzchni jest kluczowe dla poprawnego malowania i uniknięcia powstawania wad powłok. Upraszczanie procesu przygotowania powierzchni wcześniej lub później kończy się źle. Naprawa powłok na budowie, w tym wtórne przygotowanie powierzchni to proces trudny, kosztowny i na ogół niedający już takiego efektu, jak w przypadku poprawnego przygotowania powierzchni w warunkach warsztatowych.
O wadach powłok spowodowanych błędami w trakcie aplikacji i ich suszenia napiszemy w kolejnym, ostatnim z tego cyklu, artykule.
Michał Jaczewski
michal.jaczewski@tikkurila.com













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}