




Fot. 1. Farby odwracalne można zawsze usunąć przy pomocy odpowiedniego rozcieńczalnika.
Dyspersje wodne
Zawieszone w wodzie cząsteczki farby muszą mieć możliwość wzajemnego powiązania, dlatego do utwardzenia tej grupy farb niezbędne jest zapewnienie przez pewien czas niskiej wilgotności, co umożliwi usunięcie wody z powłoki. Tu również będą problemy z poprawnym utwardzeniem w przypadku nakładania na zbyt duże grubości w jednej warstwie, chociaż sam mechanizm wiązań jest inny niż w farbach schnących oksydacyjnie.
Farby utwardzane chemicznie
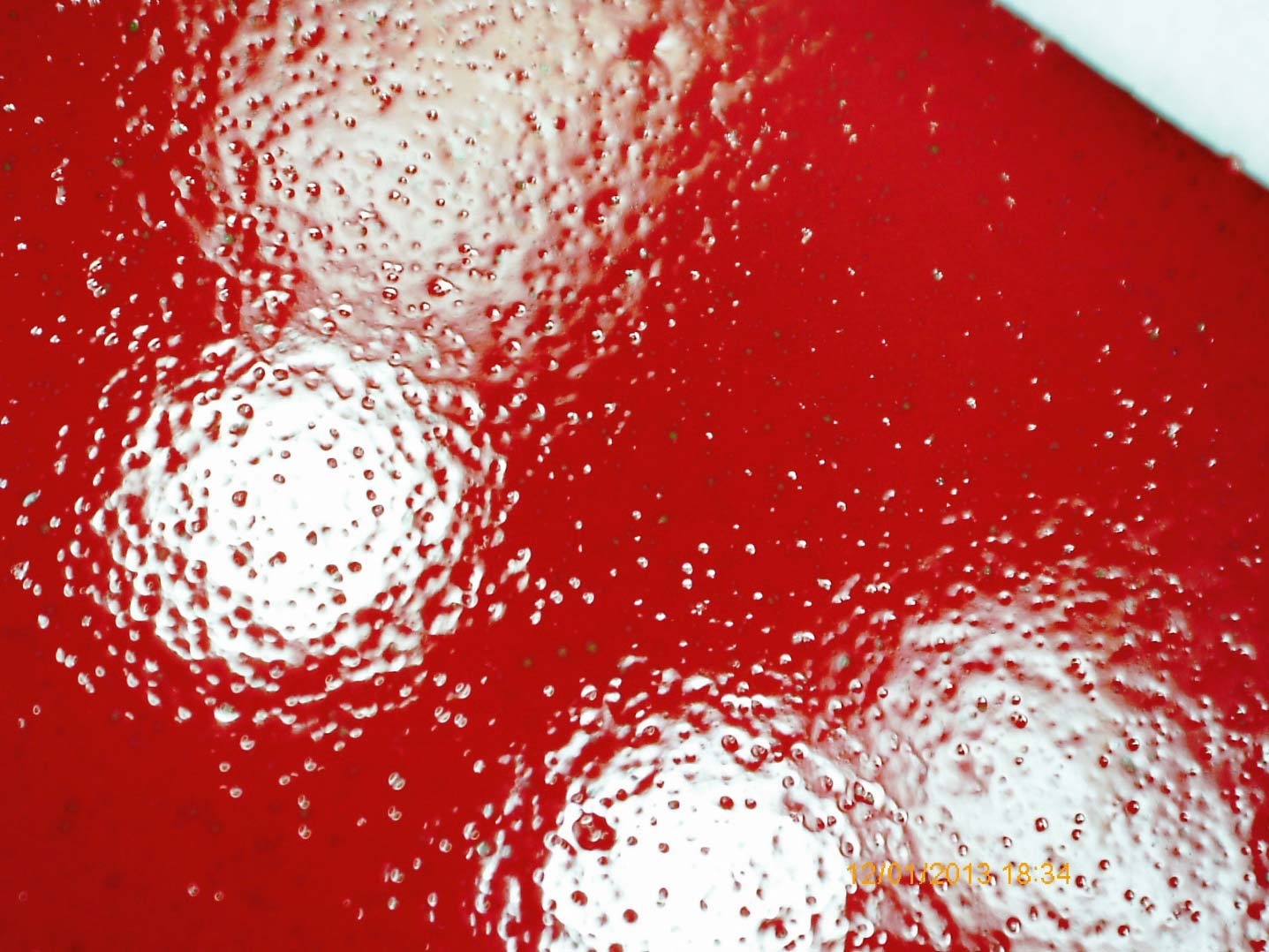
Część farb schnących chemicznie, np. zbudowanych na ciekłych żywicach epoksydowych właściwie pozbawiona jest rozcieńczalników, a oba składniki farby, baza i utwardzacz wiążą się ze sobą za pomocą reakcji chemicznych. Są to najczęściej farby – wykładziny zbiornikowe i farby przeznaczone do specjalnych zastosowań odporne na wiele agresywnych związków chemicznych. Większość dostępnych na rynku farb dwuskładnikowych oparta jest na tzw. żywicach stałych, które w temperaturze otoczenia, dopiero po rozpuszczeniu w rozpuszczalniku i wymieszaniu z utwardzaczem wytworzą mocną i trwałą sieć. Ta grupa farb w pierwszej fazie wysycha fizycznie i na tym, choć stosunkowo krótkim etapie, ma podobne cechy do farb schnących fizycznie. Stosowane w tych farbach rozpuszczalniki są stosunkowo lotne, dlatego te farby, szczególnie epoksydowe można nakładać na stosunkowo duże grubości w jednej warstwie. Problemy mogą pojawić się, kiedy chcemy skrócić schnięcie w podwyższonych temperaturach. Zbyt szybkie podnoszenie temperatury może doprowadzić do trwałych uszkodzeń powłoki przez gwałtownie parujące rozcieńczalniki. Mogą wówczas pojawić się zmatowienia, mikrokratery, przypominające ukłucia cienką igłą lub kratery (fot. 2). Wady te w przypadku farb nałożonych bezpośrednio na stal obniżają skuteczność ochrony z powodu braku szczelności powłoki, a w przypadku farb nawierzchniowych walory estetyczne.
Farby utwardzane wodą
To przede wszystkim poliuretany jednoskładnikowe, rzadziej stosowane jako farby, a częściej jako pianki termoizolacyjne oraz farby etylokrzemianowe. Szczególnie te ostatnie potrafią sprawić wiele kłopotów wykonawczych. Wysokocynkowe grunty etylokrzemianowe to jedne z najlepszych farb do gruntowania stali, niestety nie wybaczają wielu błędów:
- wymagają bardzo dobrego przygotowania powierzchni, z reguły Sa 2 ½ , profil pośredni G;
- wymagają ciągłego mieszania podczas aplikacji (szybka sedymentacja);
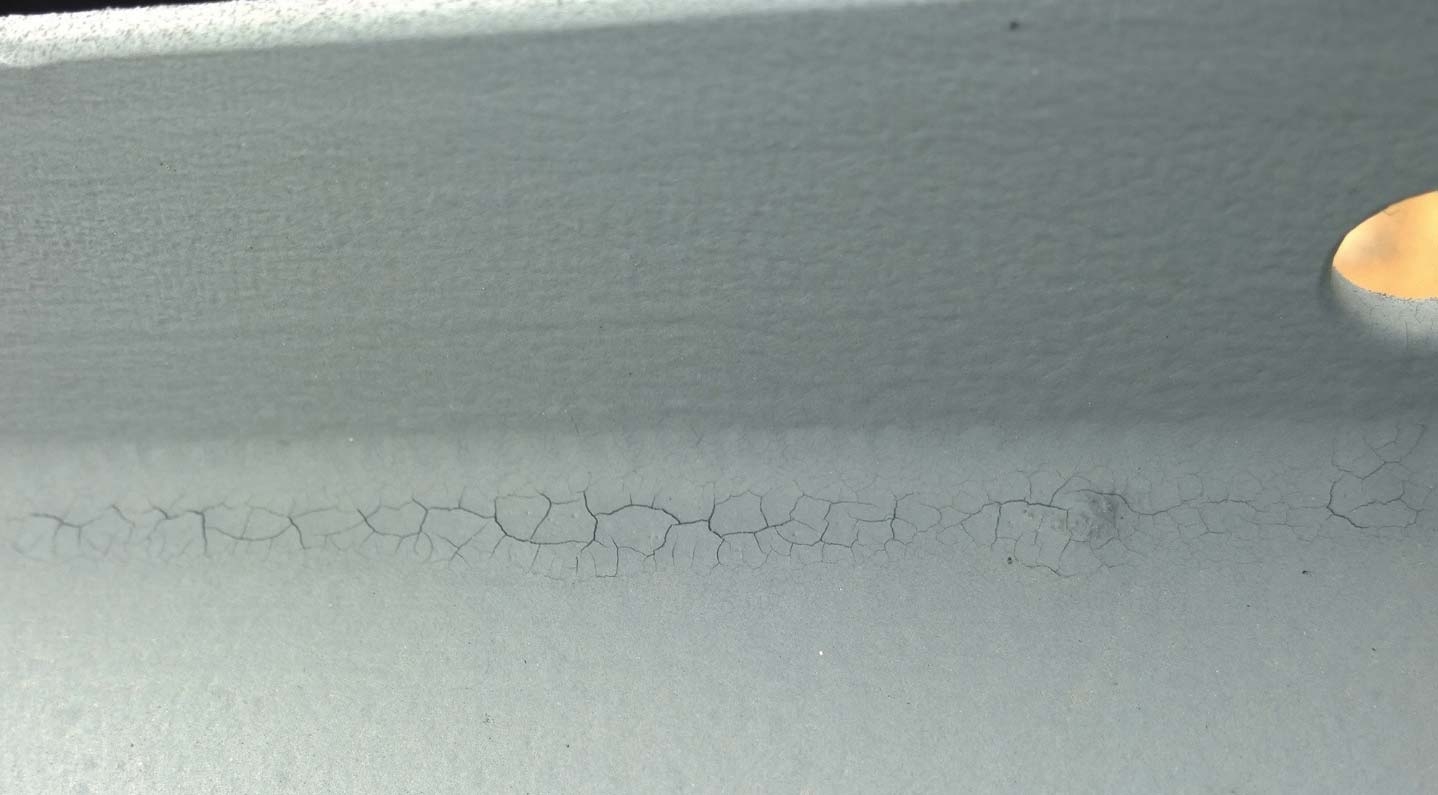
- są wyjątkowo wrażliwe na przegrubienie, czego skutkiem jest tzw. pękanie błotne (fot. 3);
- wymagają dostarczenia wilgoci niezbędnej do pełnego utwardzenia;
- poza krótkim okresem, bezpośrednio po malowaniu, nie można ich domalowywać w celu zwiększenia grubości powłoki;
- wysychają na tyle szybko, że pomiar grubości grzebieniem jest bardzo utrudniony;
- ze względu na dużą zawartość cynku potrafią sprawić kłopoty przy pomiarze warstwy suchej (zakłócenia przyrządów).













{kind=link}
{kind=link}
{kind=link}
{kind=link}