



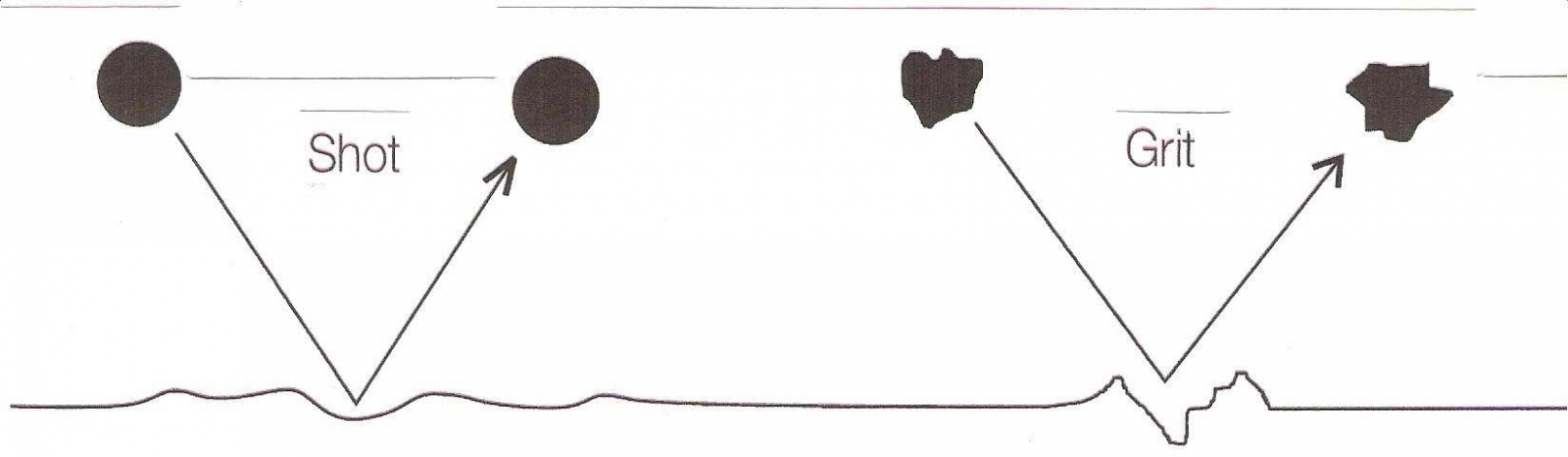
Profil chropowatości po obróbce ścierniwem ostrokrawędziowym.
MALOWANIE PRZEMYSŁOWE – SPOJRZENIE RECENZENTA, CZĘŚĆ 2
W pierwszej części artykułu skupiliśmy się na celach malowania przemysłowego, ze szczególnym uwzględnieniem głównego kryterium, czyli ochrony przed korozją. Przypomnijmy, że jest to kluczowe zagadnienie w produkcji konstrukcji budowlanych, przemysłowych oraz maszyn i urządzeń ze względu na skutki finansowe, jakie pojawiają się w okresie eksploatacji. Tym razem będzie o obróbce mechanicznej.
PRZYGOTOWANIE POWIERZCHNI
Teoria i praktyka
W teorii
- Podstawową metodą przygotowania powierzchni do malowania jest obróbka strumieniowa wykonywana metodą pneumatycznego narzutu ścierniwa ostrokrawędziowego:
metalicznego = śrut staliwny (grit),
niemetalicznego = szlaka pomiedziowa, korund, garnet.
- Celem obróbki jest:
usunięcie z powierzchni zanieczyszczeń (korozja, stare powłoki),
wytworzenie na powierzchni nieregularnej chropowatości poprawiającej przyczepność warstwy gruntującej.
W praktyce
- są zakłady, gdzie zainwestowano w nowoczesne, automatyczne urządzenia do cięcia i spawania;
- dla prawidłowej eksploatacji i pełnego wykorzystania nowoczesnej technologii wymagane jest podawanie do obróbki elementów czystych, bez zanieczyszczeń powierzchni;
- wymuszona została instalacja przelotowej oczyszczarki turbinowej używającej jako ścierniwa śrutu kulistego (shot);
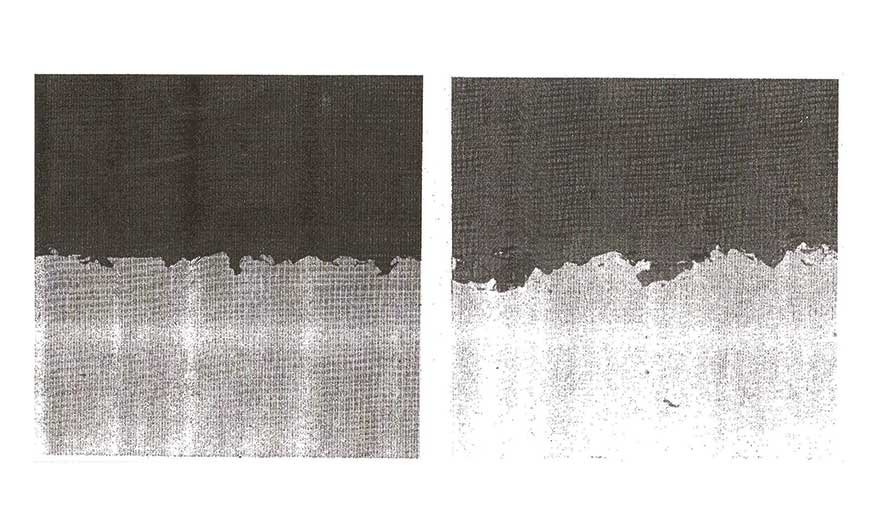
- śrut kulisty zapewnia łagodną chropowatość o profilu miseczkowym poprawiającą rozwinięcie powierzchni w sposób minimalny;
- powierzchnia oczyszczona śrutem kulistym (shot) nie jest uznawana w normach jako sposób przygotowania powierzchni do malowania;
- w niektórych zakładach posiadających oczyszczarkę przelotową uznaje się proces przygotowania surowców do krojenia i spawania jako sposób przygotowania powierzchni do malowania;
- po przejściu przez poprzedzające fazy obróbki elementy przemieszczane są bezpośrednio do malarni, często bez mycia i odtłuszczania;
- efekty takiego podejścia są czasem bardzo kosztowne (reklamacje).
Zasady prowadzenia obróbki strumieniowej
- Prawidłowe
Przed wprowadzeniem elementu do kabiny roboczej:
likwidujemy ostre krawędzie (otwory, linie cięcia),
szlifujemy widoczne wady spawów,
szlifujemy utwardzone powierzchnie ciętych termicznie przekrojów,
usuwamy plamy oleju, chłodziwa, emulsji po badaniu spawów,
odbiór jakościowy przed obróbką strumieniową.
- Często spotykana rzeczywistość
niepraktykowany odbiór elementów przed obróbką strumieniową,
wszystkie wymienione powyżej wady są obecne na elemencie obrabianym.
- Efekty
ostre krawędzie nie są stępione w trakcie czyszczenia,
rozpryski spawalnicze pozostają na powierzchni oczyszczonej,
utwardzone, gładkie przekroje nie są naruszone,
wady spawów pozostają nienaruszone,
pojawiają się dodatkowo wady surowcowe (zawalcowania, łuski).
- Zabiegi usuwania wad po czyszczeniu













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}