



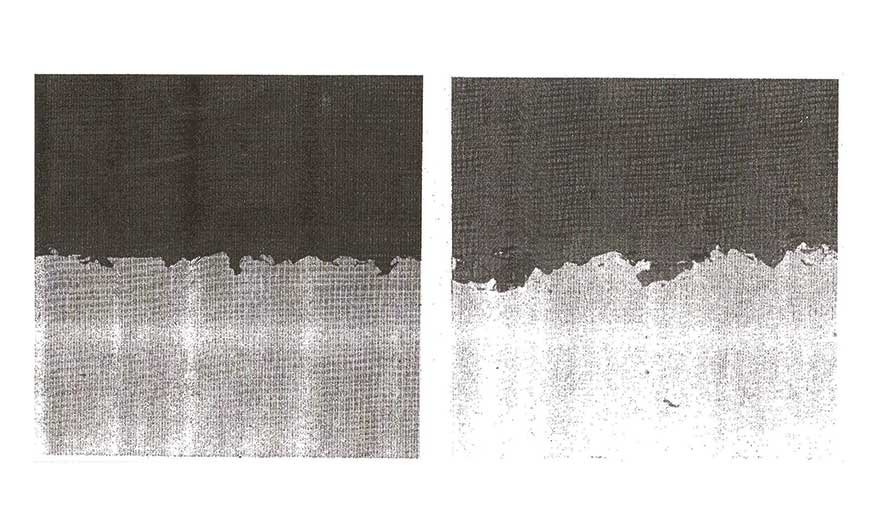
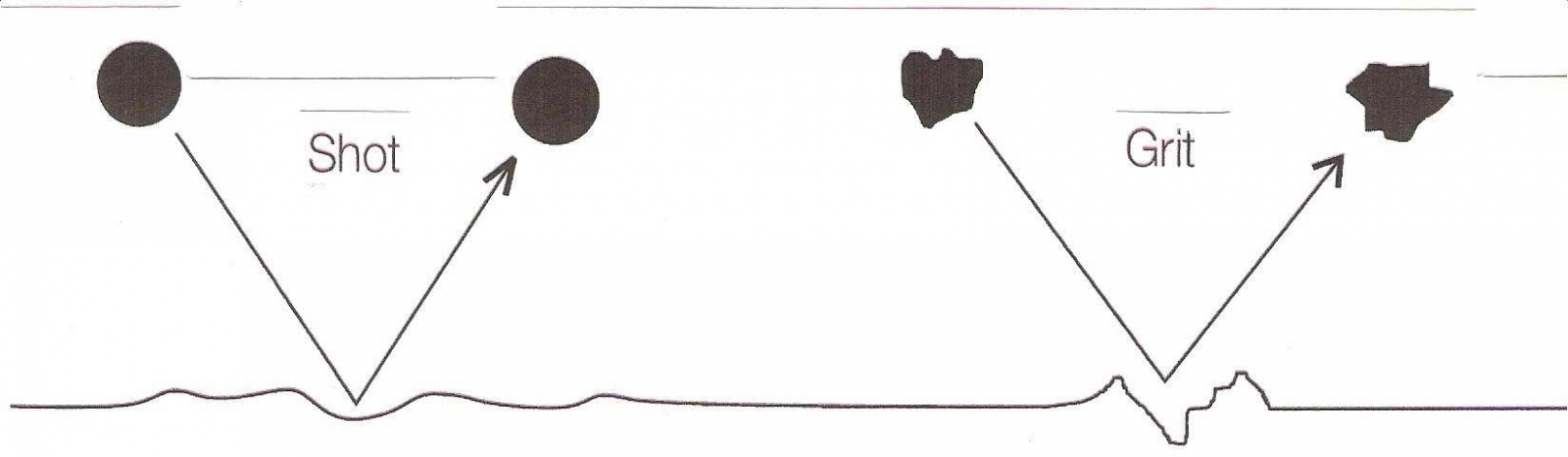
Profil chropowatości po obróbce ścierniwem ostrokrawędziowym.
zalecana do RA ~50 µm
niższa = pogorszenie przyczepności warstwy gruntującej,
wyższa = wzrost zużycia farby gruntującej,
specyfikowana ok. 70 µm dla powłok specjalnych.
ocena > certyfikowany wzorzec chropowatości lub pomiary specjalistycznymi przyrządami.
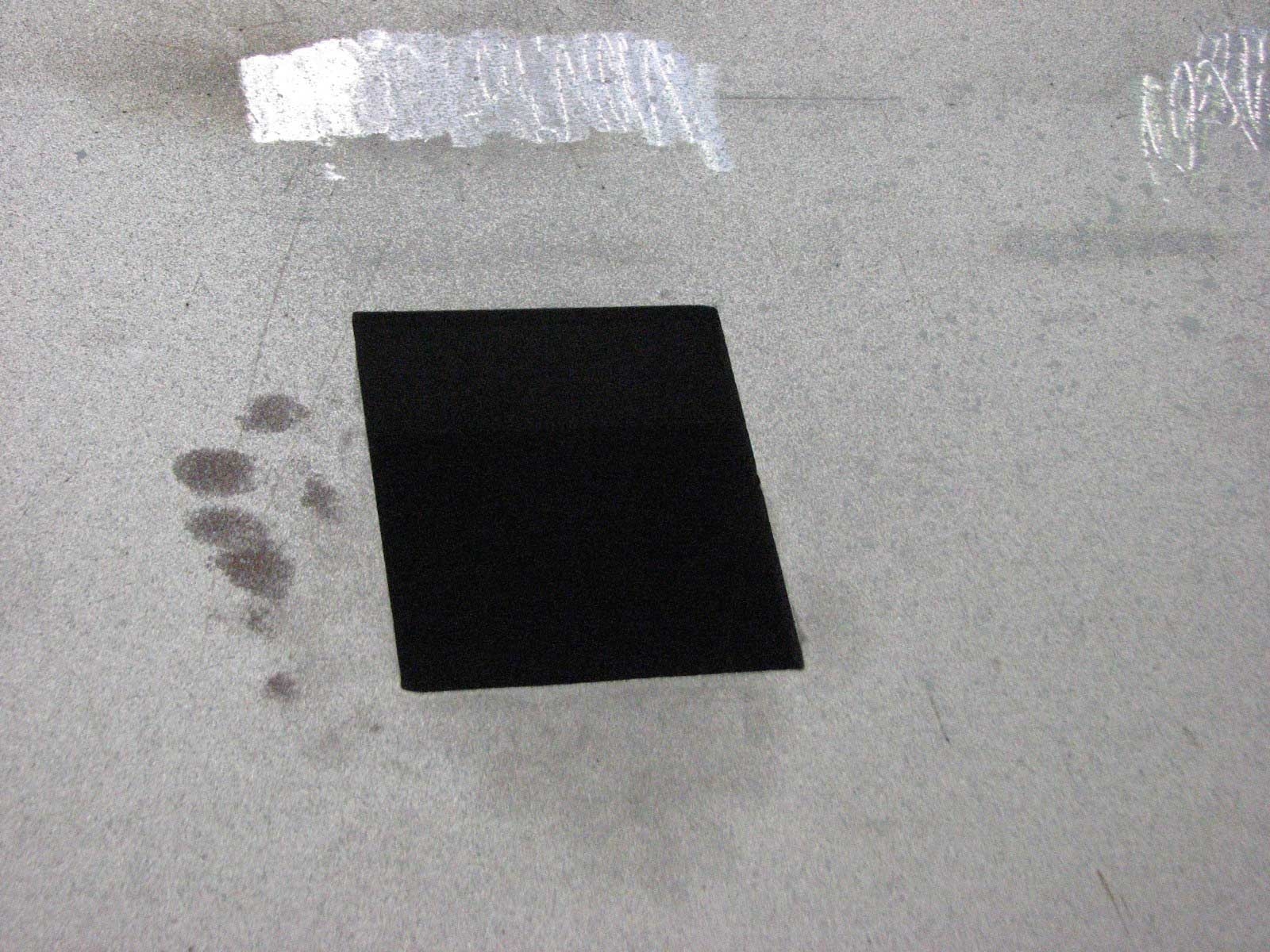
- Ocena zapylenia powierzchni
w warunkach warsztatowych: przezroczysta taśma samoprzylepna naklejona na białą kartkę papieru (możliwość archiwizacji).
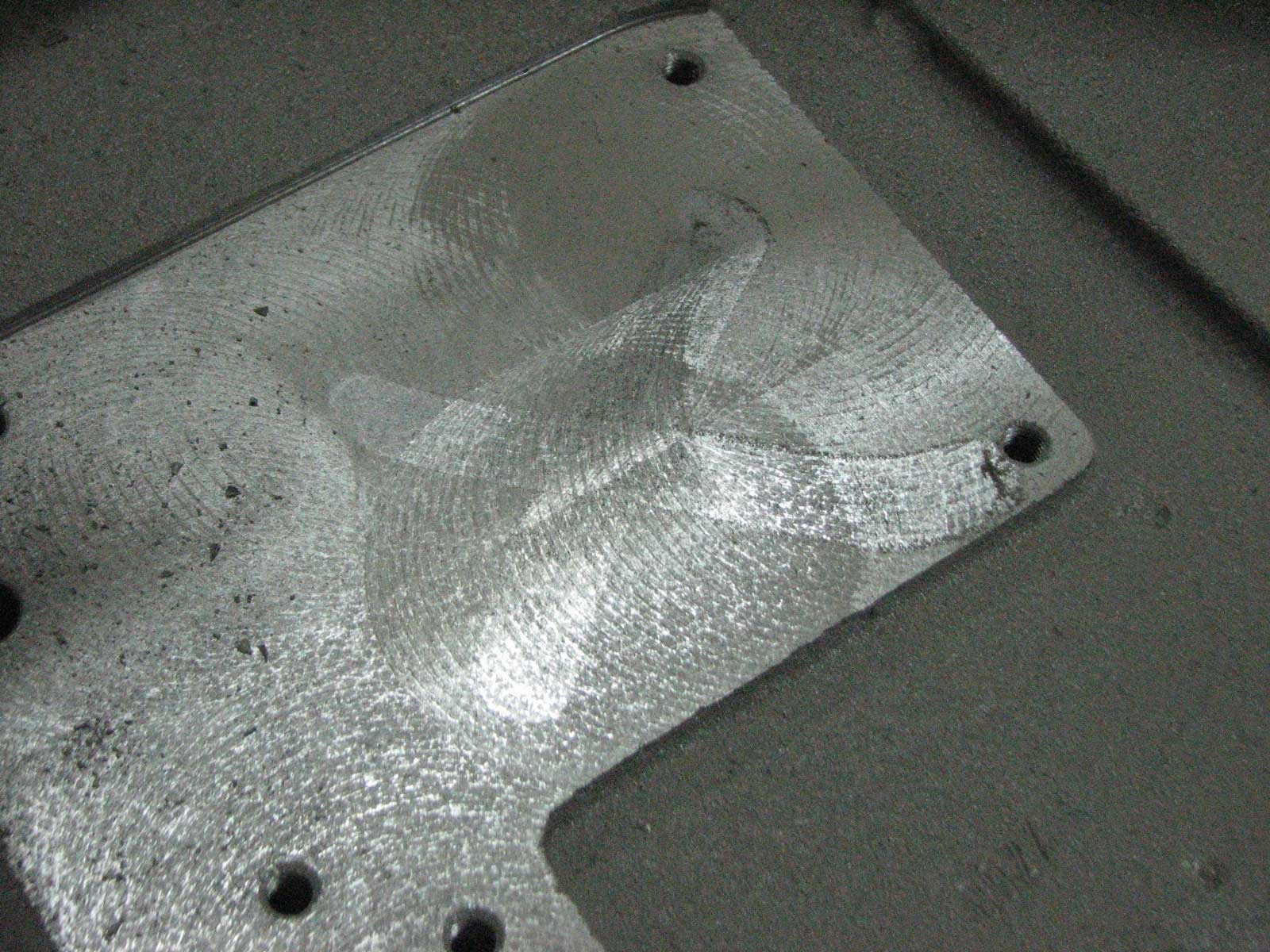
Czyszczenie ręczne
- Wykonujemy z użyciem elektronarzędzi uzbrojonych w narzędzia skrawające (tarcze i listki ścierne, kamienie szlifierskie, szczotki druciane)
ręcznie czyścimy tylko w miejscach niedostępnych dla użycia dyszy pneumatycznej oraz w warunkach terenowych w czasie prac naprawczych,
szczotki drucianej używamy do czyszczenia powierzchni chropowatych, doczyszczania spawów i miejsc o trudnej geometrii
do czyszczenia powierzchni białych używamy szczotek mosiężnych.
- Klasy oczyszczania ręcznego
norma dzieli czyszczenie na trzy klasy: St1, St2 i St3,
najczęściej specyfikowana jest klasa St2.
Powyżej podane są najważniejsze aspekty przygotowania powierzchni metodą obróbki strumieniowej. Jest jeszcze wiele innych elementów wpływających na końcowe efekty finansowe, które są rachunkiem ciągnionym z wielu aspektów technicznych i organizacyjnych. Omówienie całości zagadnienia wykracza poza ramy niniejszego artykułu.
W podsumowaniu kilka uwag z obserwacji rzeczywistości w zakładach produkcyjnych:
- Współpraca między warsztatem wytwórczym a gniazdem czyszczenia
najczęściej nie dokonuje się odbioru wykonania niezbędnych operacji usunięcia wad po cięciu, wierceniu i spawaniu;
zaopatrzenie w ścierniwo jest czasem dziełem przypadku zrządzonego przez dział zaopatrzenia przez pryzmat ceny, co skutkuje zakupami wyrobu niskiej jakości, nie zawsze o wymaganej granulacji;
w kabinach roboczych śrutowni można spotkać bardzo słabą wentylację i oświetlenie, co rzutuje na warunki pracy i wydajność czyszczenia, a także jego jakość;
w większości obiektów nie są prowadzone dzienniki wymian wkładów filtra powietrza oddychania;
na liniach zasilających sprężonego powietrza nie ma zainstalowanych zaworów redukcyjnych dla odmuchiwania powierzchni;
mechaniczne usuwanie wad geometrii po oczyszczeniu odbywa się często w komorze roboczej śrutowni bądź w obrębie malarni;
odmuchiwanie sprężonym powietrzem o ciśnieniu sieci w obrębie malarni generuje niepożądane skutki zapylenia powierzchni pomalowanych;
odbiory jakościowe oczyszczonych powierzchni nie zawsze są realizowane;
sprawdzanie zapylenia powierzchni odbywa się najczęściej przy realizacji wymagających kontraktów eksportowych.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}