




Myjka natryskowa wykonana z polipropylenu.
Akcesoria
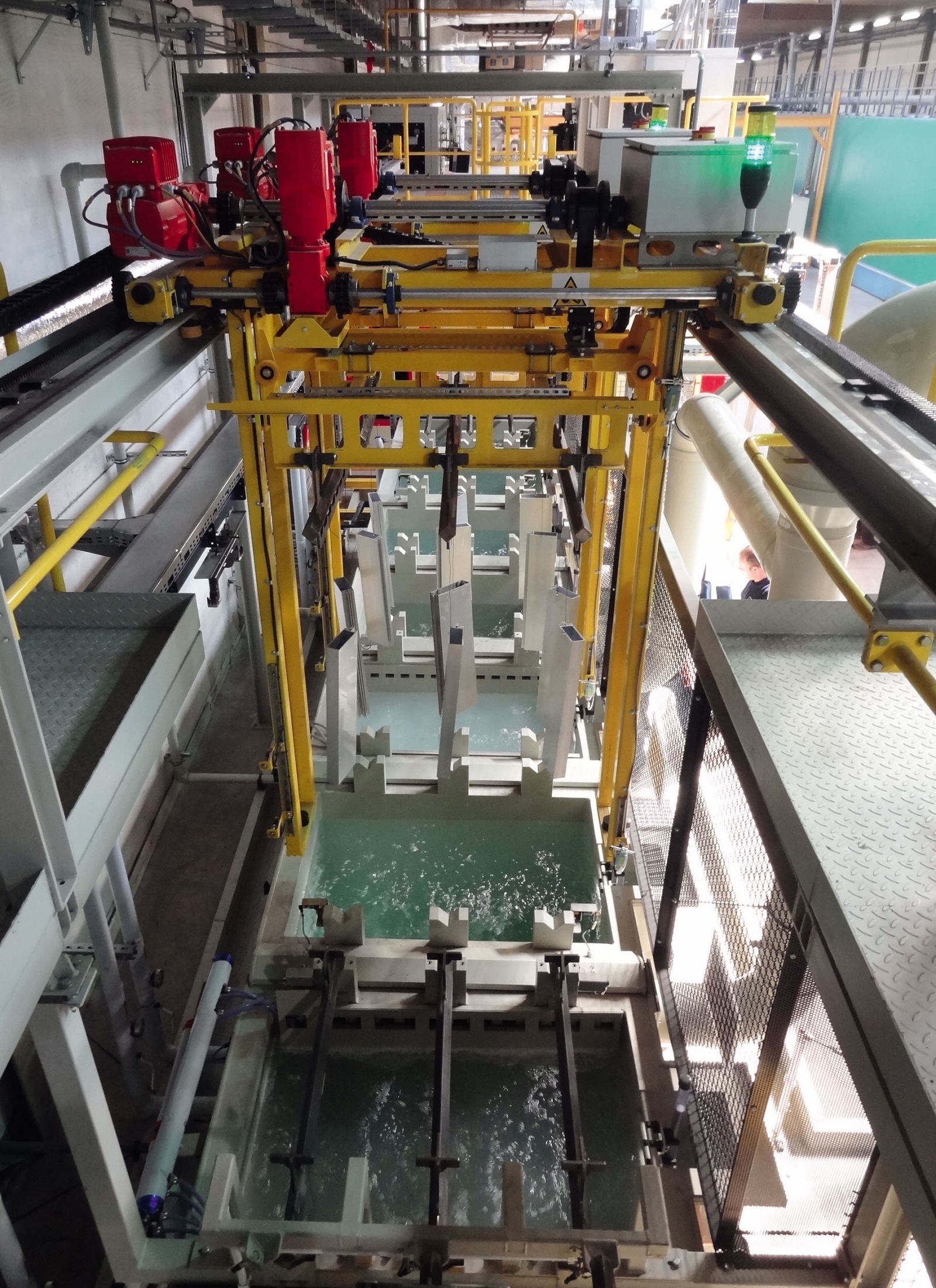
Niezależna instalacja do malowania małych detali (akcesoriów) zbudowana została w oparciu o chemiczne przygotowanie powierzchni w myjce wannowej (metoda zanurzeniowa, siedem wanien), suszarkę przelotową z bezpośrednim systemem grzewczym, kabinę proszkową ręczną (z odzyskiem proszku na cyklonie), piec gazowy polimeryzacji oraz przenośnik automatyczny typu Stop&Go. Praca instalacji zarządzana jest przez system sterowania. Wydajność malarni to 30 zawieszek na godzinę.
Detale zawieszane są ręcznie w strefie załadunku na wcześniej przygotowane zawieszki. Następnie trawersy z detalami przemieszczają się automatycznie w strefę automatycznego przeładunku z przenośnika Stop&Go na przenośnik portalowy myjki wannowej. Przeładunek pomiędzy przenośnikami realizowany jest manipulatorem. System sterowania umożliwia wybór jednego z siedmiu programów technologicznych (procesu chemicznego przygotowania powierzchni) dopasowanego do rodzaju obrabianych detali. Po zakończeniu procesu przygotowania powierzchni belki z detalami ponownie przeładowywane są z portalu na przenośnik Stop&Go. Po wysuszeniu w suszarce detale malowane są ręcznie w kabinie proszkowej. Pomalowane detale automatycznie przemieszczane są do pieca polimeryzacji, a następnie poprzez strefę chłodzenia w obszar rozładunku.
System sterowania
System sterowania, oprócz nadzoru pracy instalacji, zapewnia zdalny dostęp dla obsługi malarni (np. za pomocą tabletów z wyświetlaniem wizualizacji poszczególnych urządzeń, w które wyposażeni są pracownicy) oraz pełną wymianę danych z nadrzędnym systemem planowania produkcji w zakładzie. Rola pracownika przy załadunku detali ogranicza się do załadowania profili na trawers oraz zeskanowania kodu zlecenia. Dane wprowadzane są automatycznie do systemu sterowania malarnią i na ich podstawie realizowany jest proces technologiczny przypisany do konkretnego zlecenia. Po potwierdzeniu zdjęcia detali przez pracownika na rozładunku, wszystkie informacje dotyczące rzeczywistych parametrów technologicznych wysyłane są z systemu sterowania malarni do systemu zarządzania produkcją, gdzie są archiwizowane.
Radosław Osiak
Adal













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}