




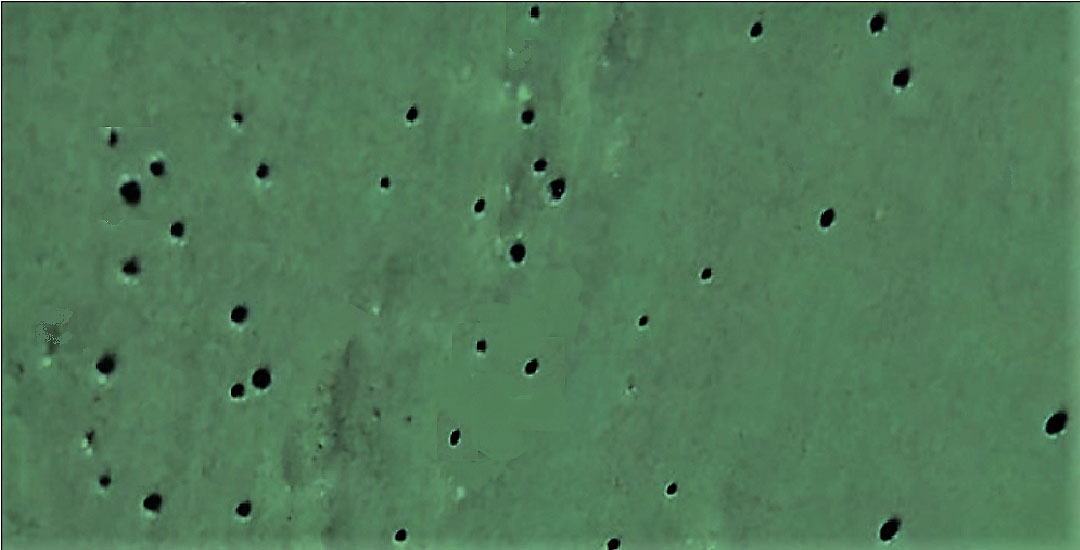
Fot. 1. „Pocenie się” farby na opisanych wieżach
Przypadek V – dogrzewanie malarni
Jeden z klientów był podwykonawcą dużego producenta małych i średnich przewoźnych zbiorników magazynowych na paliwa ciekłe. Zbiorniki wykonywano, w zależności od ich wielkości, z blachy o grubości od 3 do 5 mm. Były czyszczone strumieniowo-ściernie do Sa 2 ½ i malowane dwuwarstwowym systemem: podkładem epoksydowym pigmentowanym fosforanem cynku i nawierzchniową farbą poliuretanową. Gotowe zbiorniki już u zleceniodawcy oklejano foliami. Na każdym zbiorniku było duże logo producenta, instrukcje, znaki ostrzegawcze itp. Czasami którąś z folii naklejono krzywo i trzeba było ją zerwać i nakleić nową. Bywało, że folia odchodziła razem z farbą i wtedy przeprowadzano kontrolę przyczepności farb wszystkich znajdujących się w magazynie zbiorników. Najczęściej bywało tak, że wszystkie były w porządku, za wyjątkiem 10 zbiorników pochodzących z jednej dostawy. Klient, o którym mowa, zapewniał, że wszystkie zbiorniki malowane są jednakowo w prawie identycznych warunkach i najprawdopodobniej dostał jakąś partię farby o pogorszonych właściwościach. Problem powtarzał się cyklicznie, z tą różnicą, że raz była obniżona przyczepność gruntu do podłoża, a kiedy indziej farby nawierzchniowej do gruntu, więc argument o kiepskiej partii farby nie był zbyt przekonujący. Klient prosił o dokładne skontrolowanie całego procesu czyszczenia i malowania, bo – jak zapewniał – jest przekonany, że technologia malowania jest prawidłowa, powtarzalna i nie ona jest przyczyną problemów z przyczepnością farb.
Część nagrzewnic olejowych jest tak zbudowana, że ich spaliny są medium grzewczym, tak jak w tym przypadku. Olej opałowy lub napędowy nigdy nie spala się w stu procentach, śladowe ilości osadzają się na ogrzewanych przedmiotach. Dodatkowo jednym z produktów spalania jest woda. Taka mieszanina oleju napędowego i wody, nawet w bardzo cienkiej, niewidocznej gołym okiem warstwie, może bardzo osłabić przyczepność farb zarówno do podłoża, jak i przyczepność międzywarstwową.













{kind=link}
{kind=link}
{kind=link}
{kind=link}