



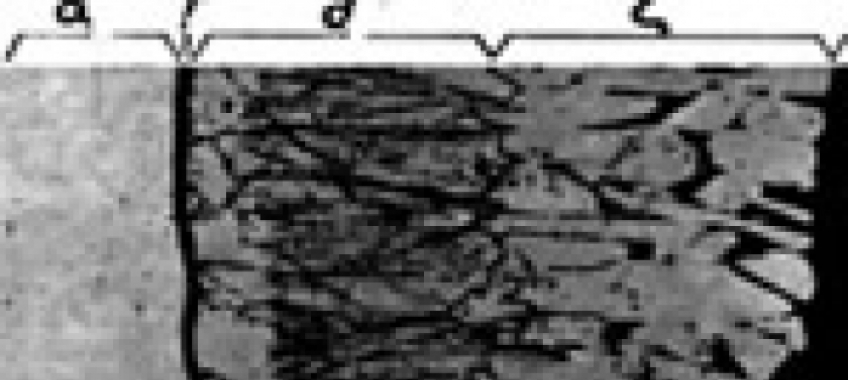


Na fotografii 4 widoczne są cząstki ścierniwa w warstwie bogatej w cynk (faza µ) na stali o niskiej zawartości żelaza. Cienka powłoka cynku na tej stali jest łatwo przebijana przez cząstki ścierniw, przy czym w warstwie wewnętrznej, bogatej w żelazo z kruchą warstwą stopową mogą powstać znaczne uszkodzenia. Pod działaniem cząstek ścierniw powstają rysy wewnętrzne (fotografia 5), zakryte dla oka oraz lokalne szkodzenia (wady ukryte) widoczne tylko w obrazie szlifu poprzecznego (fotografia 7) [1]. Na fotografii 6 jest odłupana powłoka cynku przez omiatane śrutem staliwnym przy stali o zawartości 0,17% wagowym Si, w zakresie Sebisty’ego). Fotografia 7 pokazuje pękanie fazy δ1/ζ powłoki cynku po omiataniu stali z zawartością Si ~0,17 % wagowego (zakres Sebisty’ego). Podczas gdy przyczepność stali i powłoki cynkowej pozostaje w dobrym stanie, następują równolegle do powierzchni stali lub na granicy fazowej stali i δ1/ζ lub w fazie δ1/ζ rysy, co może prowadzić przy omiataniu ścierniwem metalowym do większego wyłamywania powłoki cynku. Podatność na omiatanie granicy fazowej δ1/ζ jest typowa dla takiej kruchej fazy, została obserwowana także przy innych mechanicznych obciążeniach powierzchni cynkowej. Te szkodzenia stają się jednak wraz z wzrastającą grubością powłoki rzadsze.



Ilościowe rozeznanie szkód w zależności od gatunku stali ocynkowanej omiatanej spotyka się przy około 50% prób szlifów poprzecznych [16]. Przy twardym omiataniu (pod ciśnieniem 4 barów ziarnem o wielkości 0,5 do 1,0 mm, kącie nachylenia 50°) żużlem i korundami powstają prawie w 100% uszkodzenia, a przy śrucie staliwnym do 50% uszkodzeń (mniejsze i mniej skrawne ziarna śrutu) w wewnętrznej, bogatej w żelazo fazie powłoki cynkowej. Obniżenie ciśnienia strumienia ściernego do 2 barów prowadzi do zmian równie małych jak przy obniżeniu kąta strumienia ściernego do 30° [1]. Zmniejszanie jednoczesne ciśnienia i kątów nachylenia strumienia ściernego do 2 barów i 30° powoduje spadek ilości szkód tylko o 30% i są, mimo to, jeszcze stosunkowo wysokie [1].

Stałość powłok cynku po omiataniu stanie się tym lepsza, im większa jest (na przykład na skutek zawartości krzemu w stali) grubość fazy ζ- wzrasta równocześnie ze zmniejszeniem grubości fazy δ1/ζ [1]. Obróbka strumieniowo-ścierna powierzchni cynku, według normy PN-EN ISO 1461, nie może usunąć więcej niż 5% pierwotnej grubości cynku ani powierzchni większej od 100 cm2 ani więcej niż 0,5% całej powierzchni. Uszkodzenia powierzchni cynku przy omiataniu zależą też w dużym stopniu od grubości powłoki cynku i struktury powłoki zewnętrznej [1].












