




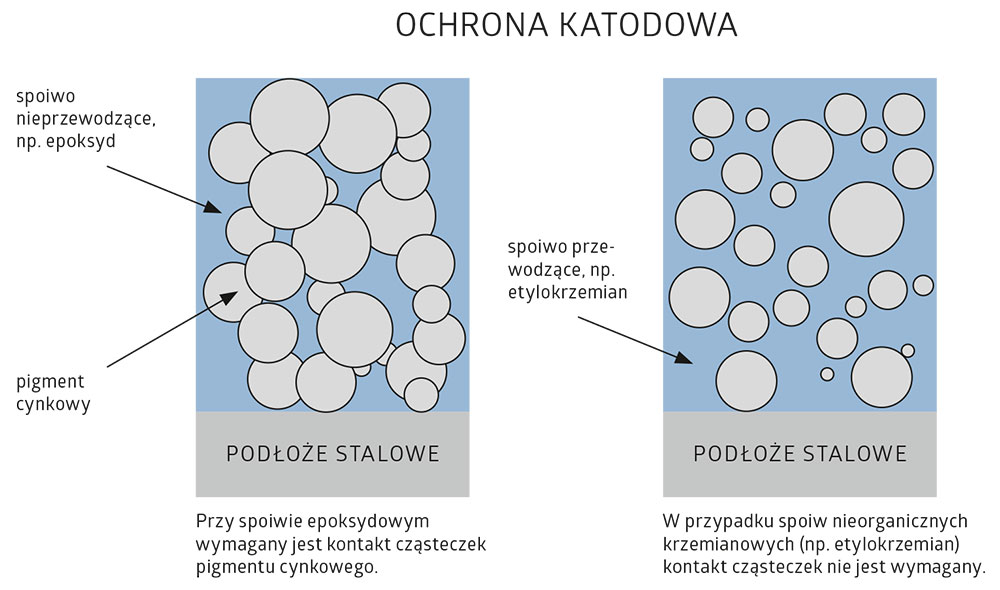
Rysunek 1. Podział gruntów nieorganicznych pigmentowanych cynkiem w zależności od rodzaju spoiwa.
Podkłady prefabrykacyjne
Należy wspomnieć o jednym dodatkowym rodzaju gruntu bogatego w cynk: podkład warsztatowy (shop-primer) – może to być typ 1–B lub 1–C. Jest formułowany do nakładania jako bardzo cienki materiał, o grubości 15–30 μm, i zazwyczaj jest nakładany na stal przed produkcją. W wielu stoczniach i wytwórniach konstrukcji stalowych podkład gruntujący jest nakładany na całą blachę na czas składowania w warunkach atmosferycznych. Następnie odbywa się operacja czyszczenia strumieniowo-ściernego, po której następuje natychmiastowe zastosowanie nieorganicznego podkładu bogatego w cynk. Materiały te są stosowane w kontrolowanych warunkach i okazały się bardzo skuteczne w zapewnianiu powierzchni odpornej na korozję podczas prefabrykacji. Mogą być pokrywane bezpośrednio organicznymi powłokami nawierzchniowymi lub pokrywane dodatkowymi gruntami bogatymi w cynk, w zależności od wymagań powłoki. Stal z nałożonymi podkładami warsztatowymi musi być zdolna do cięcia ręcznymi i automatycznymi palnikami gazowymi oraz spawana ręcznym i automatycznym sprzętem spawalniczym, bez utraty prędkości cięcia lub wytrzymałości spoiny. Niedawno opracowano podkłady warsztatowe z dodatkiem fosforku żelaza (Fe2P), który poprawia spawalność i jakość spoiny. Aż 25–40% fosforku żelaza, w oparciu o całkowitą zawartość pigmentu, może być dodane bez widocznych zmian w odporności podkładu na korozję. [1]
Mechanizm ochrony przed korozją powłok IOZ
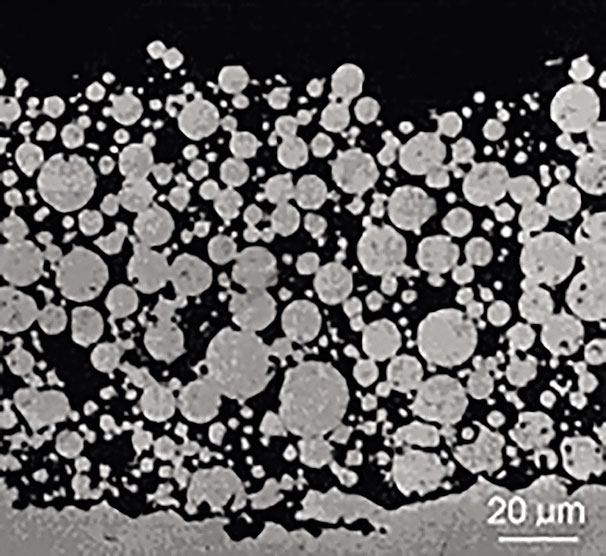
W początkowym stadium ochrony przed korozją powłoki wysokocynowe zapewniają stali ochronę elektrochemiczną, podobnie jak powłoki cynkowe zanurzeniowe i natryskowe. Cynk roztwarza się w środowisku korozyjnym, chroniąc tym samym stal.
Powłoka wysokocynowa, nawet bez powłoki nawierzchniowej, będzie chroniła stal dopóki utrzymany będzie wystarczający przepływ prądu między stalą a cynkiem. W miarę upływu czasu tworzące się produkty korozji cynku, takie jak zasadowy węglan cynku, wodorotlenek cynku, siarczan cynku i inne związki, w zależności od atmosfery korozyjnej, polaryzują anodę i powłoka cynkowa powoli traci swoje właściwości ochrony katodowej na rzecz ochrony barierowej. Produkty korozji cynku uszczelniają powłokę i izolują podłoże od środowiska korozyjnego.
Z mechanizmu ochronnego powłok wysokocynowych wynika wyraźnie, że skuteczność ochronna tego typu powłok zależy od zawartości cynku w farbie. Aby uzyskać odpowiednią konduktywność powłoki, a tym samym dobrą ochronę katodową, cząstki cynku muszą się stykać ze sobą. Szczególnie jest to ważne w przypadku spoiw organicznych o znacznie większej rezystancji niż rezystancja spoiw nieorganicznych.
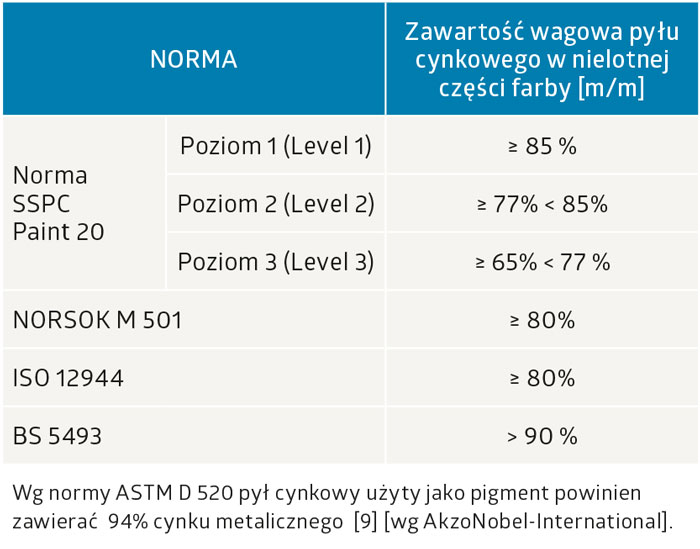
W różnych normach (patrz np. tabela 1) podano, że minimalna zawartość pyłu cynkowego w nielotnej części farby powinna wynosić 80% (m/m), zarówno w przypadku spoiw organicznych, jak i nieorganicznych. Wzajemny kontakt cząstek cynku zapewnia formułowanie receptur farb o stężeniu objętościowym pigmentów (SOP) co najmniej równym krytycznemu stężeniu objętościowemu pigmentów (KSOP).Typowe wartości SOP farb wysokocynowych mieszczą się w granicach 64–74%. Tak duże wartości SOP wpływają na specyficzne właściwości powłok wysokocynowych.













{kind=link}
{kind=link}
{kind=link}
{kind=link}