




Widok konstrukcji stalowych cynkowanych ogniowo w procesie tradycyjnym (FAM S.A. Zakład Rawa Mazowiecka).
Proces cynkowania wysokotemperaturowego z odwirowaniem
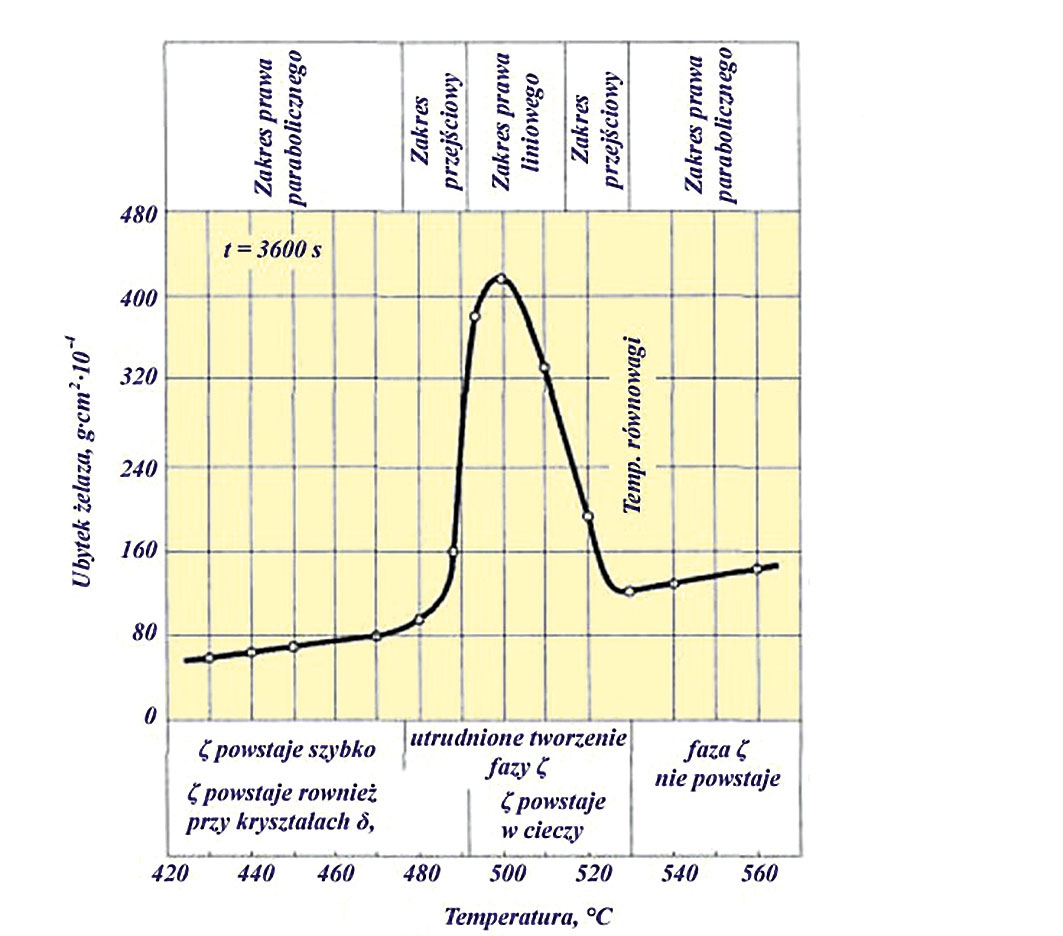
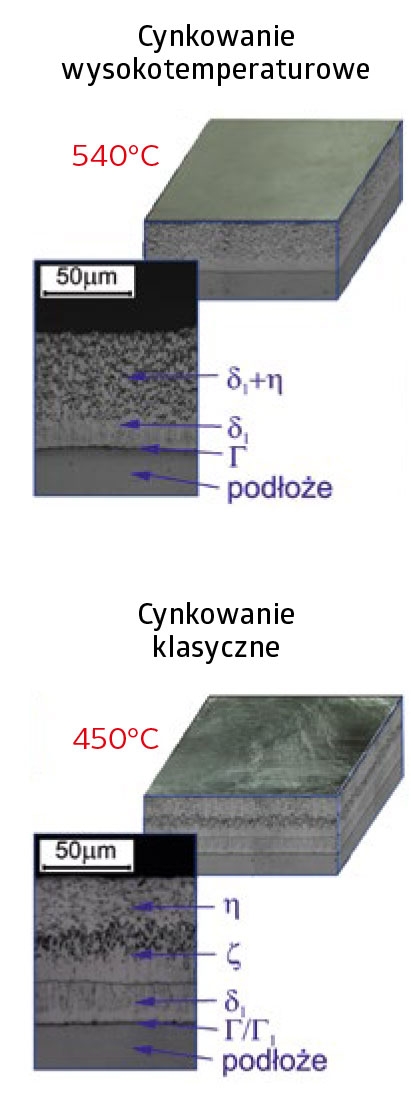
Proces cynkowania w zakresie temperatury 530-560°C pozwala na uzyskanie powłoki ochronnej o lepszej odporności korozyjnej, stabilniejszej strukturze oraz jednorodnej grubości niż w przypadku tradycyjnego cynkowania. Technologia ta jest szczególnie polecana na zabezpieczenia antykorozyjne elementów żeliwnych i drobnych wyrobów stalowych odwirowywanych po wynurzeniu z kąpieli cynkowej.
Klasyczny proces cynkowania prowadzony jest w temperaturze ok. 450°C i jest najbardziej uzasadniony dla konstrukcji stalowych możliwych do podwieszenia i przygotowanych do procesu zanurzeniowego (fot. 1). Jednak dla elementów drobnych podwieszanie nie jest wskazane ze względu na dużą pracochłonność zabiegu polegającego na zawieszaniu na drutach lub haczykach, możliwość zagubienia elementów w wannach cynkowniczych, pogorszoną estetykę powłoki i zwiększone zużycie cynku przez występowanie zacieków i nadlewów stopu cynku. Wszystkich powyższych problemów można uniknąć stosując technologię cynkowania wykorzystującą umieszczanie elementów w koszu i odwirowanie ich po wyciągnięciu z kąpieli cynkowej.
Aby zapewnić większą grubość i jednorodność powłoki, wirowanie jest często łączone z podwyższeniem temperatury procesu cynkowania do 530-560°C.
 Tab. 1. Charakterystyka technologii cynkowania klasycznego oraz wysokotemperaturowego.
Tab. 1. Charakterystyka technologii cynkowania klasycznego oraz wysokotemperaturowego.
Zastosowanie przemysłowe cynkowania wysokotemperaturowego
Technologia cynkowania wysokotemperaturowego doskonale nadaje się do zabezpieczania powierzchni elementów żeliwnych armatury przemysłowej oraz drobnych wyrobów stalowych, takich jak gwoździe, śruby, nakrętki, odkuwki, drobne konstrukcje stalowe. Przykład wyrobów ocynkowanych w procesie wysokotemperaturowym z odwirowaniem przedstawiono na fot. 2. Warto zwrócić uwagę na matowoszary wygląd powłoki składającej się w całości z faz międzymetalicznych Fe-Zn.
Zastosowanie wyższej temperatury kąpieli pozwala wyeliminować wpływ dodatków stopowych występujących w stali na wzrost grubości powłoki, jak również ułatwia cynkowanie wysokowęglowych, głównie odlewniczych, stopów żelaza. Można również ograniczyć niekorzystny wzrost grubości powłoki spowodowany oddziaływaniem krzemu w stalach reaktywnych. W temperaturze 540°C grubość powłoki otrzymanej na stalach sandelinowskich, jak i wysokokrzemowych jest zbliżona do grubości powłoki otrzymanej na stali o niskiej zawartości krzemu (poniżej 0,03%) [1].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}