




Rys. 1. Widok hali produkcyjnej współczesnej cynkowni na przykładzie FAM Grupa Kapitałowa S.A. Zakład Rawa Mazowiecka
Jak tworzy się ogniowa powłoka cynkowa na wyrobach stalowych?
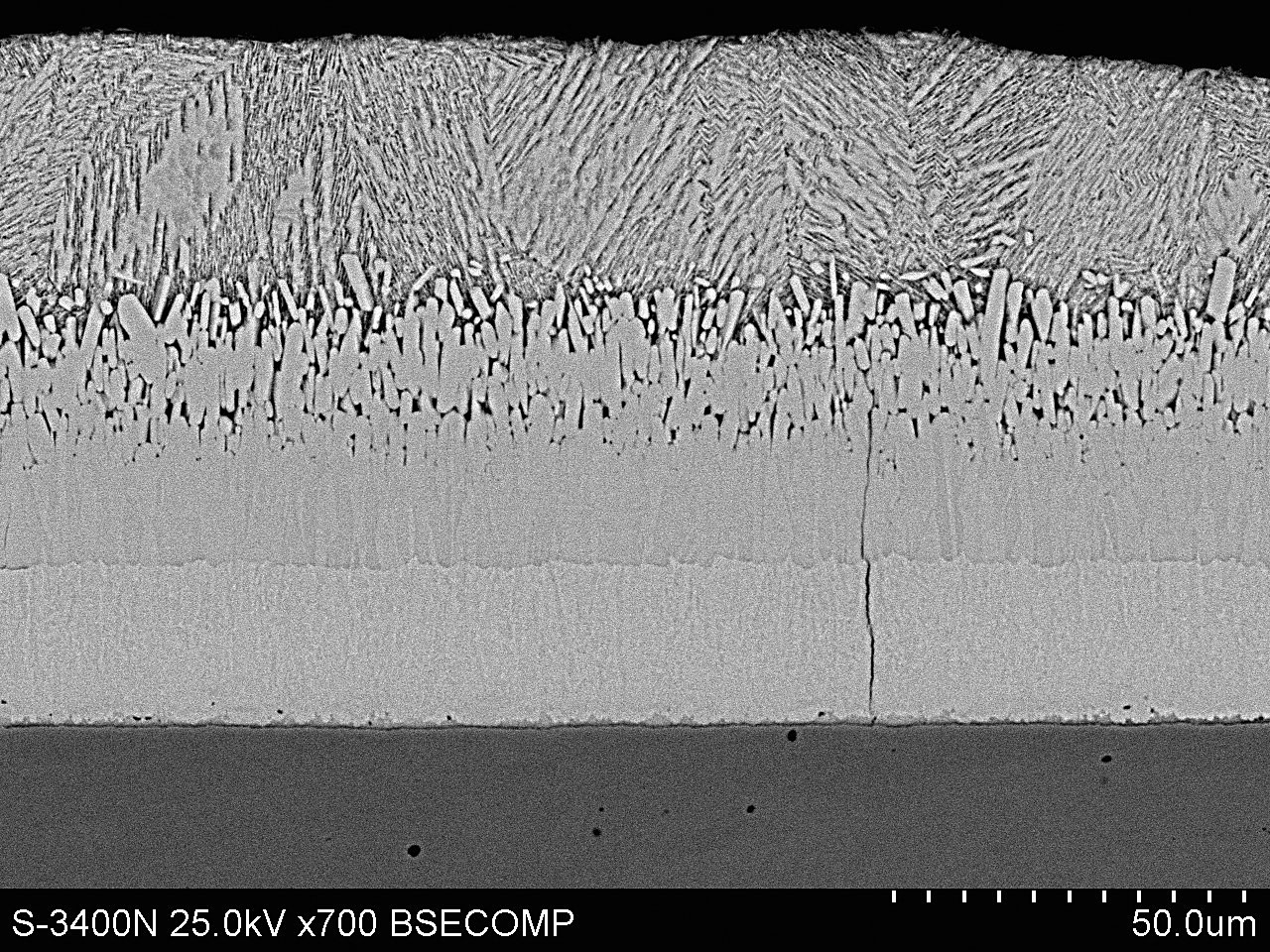
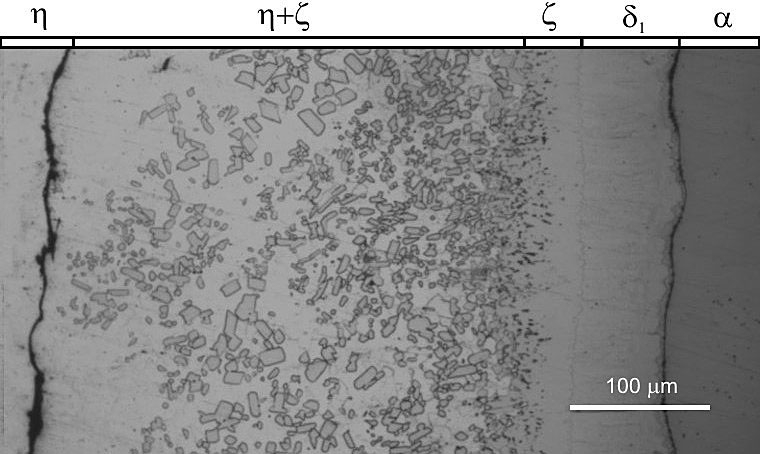
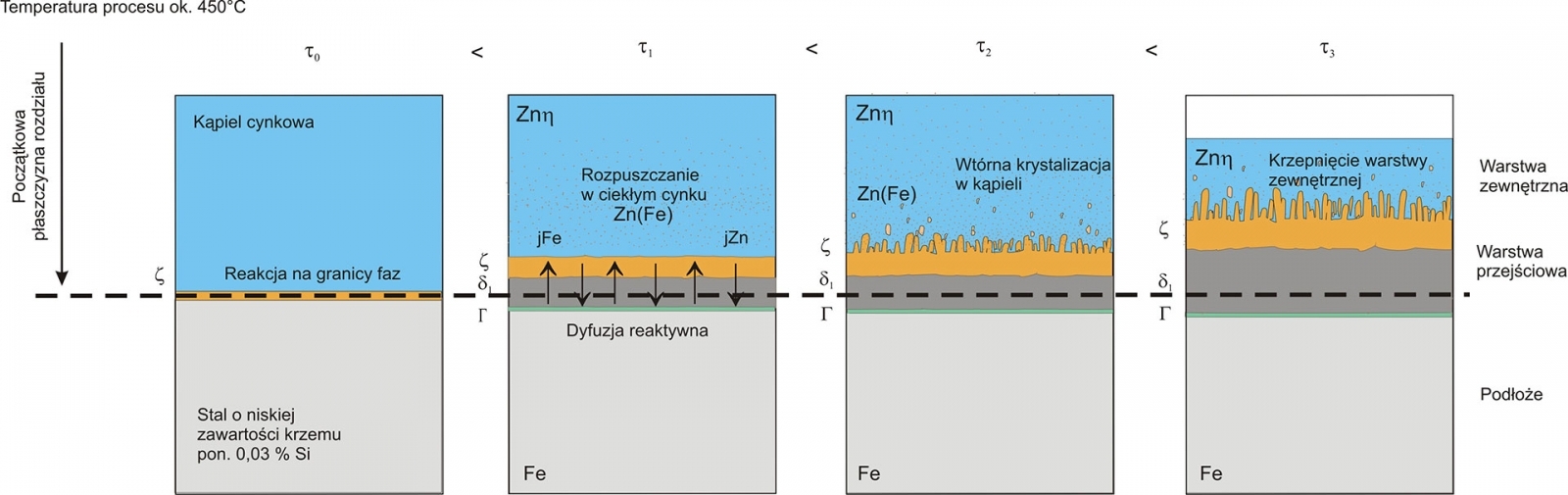
Właściwości użytkowe systemów duplex zależą w dużej mierze od właściwości powłoki cynkowej powlekanej w końcowej fazie procesu produkcyjnego wyrobami lakierowymi. Dlatego istotne jest poznanie mechanizmu powstawania powłoki cynkowej i zjawisk zachodzących podczas zanurzania wyrobów stalowych w ciekłym stopie cynku.
Technologia cynkowania ogniowego, pomimo ponad 100-letniej historii, wciąż jest jednym z najlepszych sposobów zabezpieczania konstrukcji stalowych przed korozją atmosferyczną. Właściwości ochronne powłoki cynkowej można dodatkowo wzmocnić poprzez pokrycie jej powłoką lakierową. Otrzymane w ten sposób systemy duplex posiadają korzystniejsze właściwości antykorozyjne niż odrębnie stosowane – powłoki cynkowe i lakierowe.
Przebieg procesu cynkowania ogniowego ma wpływ na budowę powłoki cynkowej, a tym samym na właściwości powierzchniowe otrzymanej powłoki. W dużej mierze decyduje więc o przydatności do późniejszego malowania i uzyskaniu odpowiedniej adhezji wyrobu lakierowego do podłoża. Z tych względów zasadne wydaje się przypomnienie zagadnienia mechanizmu powstawania ogniowej powłoki cynkowej na łamach „Lakiernictwa Przemysłowego”.
Proces cynkowania ogniowego
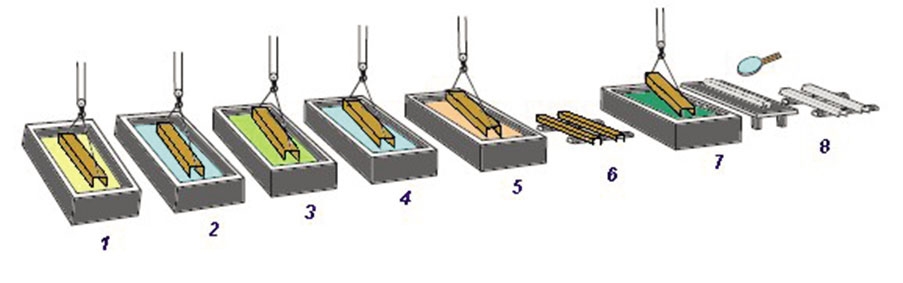
Właściwości powłoki cynkowej, parametry oraz zalecenia dotyczące procesu cynkowania metodą indywidualnego zanurzania (inaczej ogniowego – wg tradycji inżynierów cynkowników, z niem. Feuerverzinken) zostały określone w normie ISO 1461 [1]. Zgodnie z powyższą normą warunki procesu technologicznego powinny być tak dobrane, aby zapewnić odpowiednią jakość powłoki przy zachowaniu niezmienionych właściwości wsadu stalowego. Widok hali produkcyjnej cynkowni FAM Grupa Kapitałowa S.A. Zakład Rawa Mazowiecka przedstawiono na rys. 1. Technologia cynkowania ogniowego dotyczy zabezpieczenia korozyjnego szerokiej gamy wyrobów stalowych: konstrukcji wykonanych z profili i rur, blach zimnogiętych, kształtowników gorącowalcowanych. Sam proces cynkowania jest kilkuetapowy, co przedstawiono na rys. 2.
Odtłuszczanie chemiczne ma na celu usunięcie zanieczyszczeń organicznych, pyłów i zabrudzeń z powierzchni pokrywanej. W praktyce stosowane jest zanurzanie w podwyższonej temperaturze w roztworach alkalicznych, a następnie płukanie w wodzie lub w roztworach kwaśnych bez potrzeby płukania przed kolejnym etapem.
Trawienie wykorzystywane jest w celu usunięcia pozostałości tlenków żelaza z powierzchni wyrobów. Wykorzystuje się do tego najczęściej 5-18% roztwór kwasu solnego w temperaturze pokojowej lub rzadziej 3-14% roztwór kwasu siarkowego w temperaturze 60-79°C. W przypadku cynkowania odlewów dla usunięcia resztek mas formierskich stosowany jest również kwas fluorowodorowy oraz roztwór kwasu siarkowego i fluorowodorowego [2]. Trawienie powinno przeprowadzać się w obecności inhibitorów minimalizujących rozpuszczanie się żelaza i pochłanianie wodoru przez stal.
Topnikowanie jest zazwyczaj ostatnią operacją stosowaną przed właściwą metalizacją, a jej podstawowym celem jest poprawa zwilżalności i zapewnienie uzyskiwania ciągłych powłok przy krótkim czasie zanurzenia. Topnik spełnia przy tym rolę czynnika powierzchniowo aktywnego ułatwiającego rozpływanie metalu pokrycia po metalu podłoża. Stosowane są związki chemiczne lub ich mieszaniny charakteryzujące się bardzo małym napięciem powierzchniowym, np.: ZnCl2, NH4Cl, SnCl2, B2O3, KCl [2, 3]. Warstewka topnika oddziałuje również dotrawiająco, usuwając pozostałości tlenków i oczyszczając ostatecznie powierzchnię wyrobu, usuwa źle spłukane osady potrawienne oraz pokrywa szczelnie powierzchnię odtłuszczonego i oczyszczonego wyrobu, nie dopuszczając do jej utlenienia aż do momentu zanurzenia wyrobu w ciekłym stopie cynku.
Po przygotowaniu powierzchni wyroby stalowe są suszone w temperaturze 60-80°C i zanurzane w stopionym cynku na czas konieczny dla wytworzenia powłoki o grubości określonej normą ISO 1461 lub wymaganiami odbiorcy, a następnie są chłodzone do temperatury otoczenia w spokojnym powietrzu lub w wodzie. Zazwyczaj wyroby zanurza się na okres od kilku do kilkunastu minut, a czas zanurzania zależy od masy (pojemności cieplnej) cynkowanego wyrobu. Temperatura kąpieli cynkowej przeważnie mieści się w zakresie 445-455°C.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}