




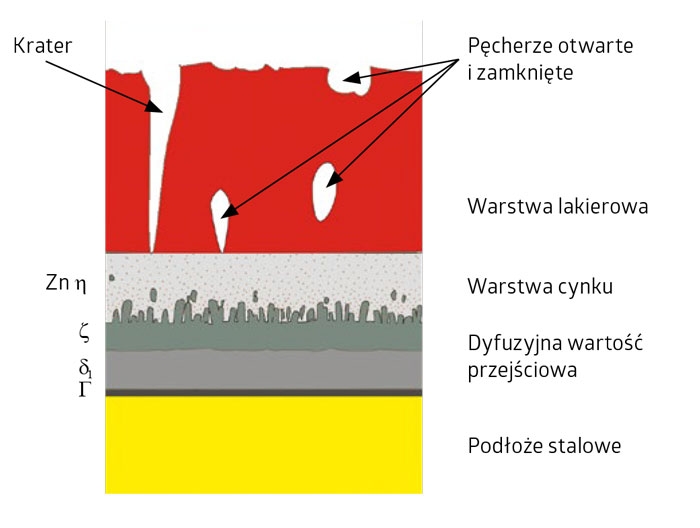
Przykład zgazowania powłoki proszkowej.
Problemy malowania proszkowego stali ocynkowanej ogniowo
Powłoka wykonana z farb proszkowych znajduje coraz częściej zastosowanie jako warstwa zewnętrzna systemów duplex. W artykule przedstawiono wymagania jakie powinny spełniać powłoki proszkowe oraz opisano podstawowe problemy występujące podczas malowania proszkowego podłoża ocynkowanego ogniowo.
Warstwa organiczna systemów ochronnych duplex może być wytwarzana poprzez nanoszenie wyrobów lakierowych w fazie ciekłej lub w postaci farb proszkowych (w fazie stałej). W każdym przypadku czas trwania ochrony korozyjnej zależy od uzyskania odpowiedniej przyczepności powłoki malarskiej do ocynkowanego podłoża oraz odporności farb na oddziaływanie środowiska korozyjnego. Malowanie proszkowe stali ocynkowanej pozwala na uzyskanie dekoracyjnych powłok o bardzo dobrych właściwościach użytkowych. Udział tej technologii w produkcji powłok duplex dynamicznie rośnie. Powłoki proszkowe stosowane są w budownictwie, we wszelkiego typu systemach ogrodzeniowych, w produkcji różnego typu obudów, mebli ogrodowych itp.
Specyfikacja powłoki proszkowej na podłożu ocynkowanym
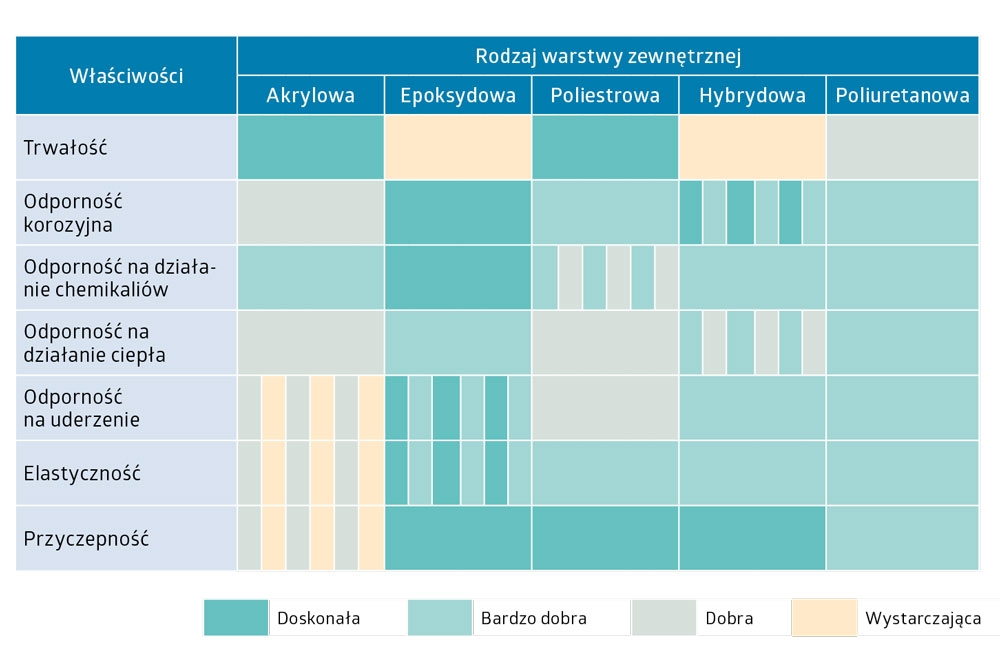
Charakterystykę podstawowych właściwości powłok duplex, w zależności od zastosowanej zewnętrznie farby proszkowej, przedstawiono w tabeli 1. Jako spoiwo farb proszkowych wykorzystywane są żywice akrylowe, epoksydowe, poliestrowe i poliuretanowe. Ze względu na przeznaczenie tych układów do zastosowań zewnętrznych najczęściej używa się farb poliuretanowych oraz epoksydowych. Coraz popularniejsze stają się również farby proszkowe hybrydowe na bazie kopolimerów epoksydowo-poliestrowych.Farby nanoszone w postaci proszku i utwardzane następnie pod wpływem podwyższonej temperatury (najczęściej od 160 do 190°C) stosowane są na powłoki o grubości od 60 do 150 µm. Właściwie wykonane stanowią doskonałe zabezpieczenie korozyjne na wiele lat.
Zgodnie z PN-EN 13438 [2] grubość powłoki proszkowej powinna być mierzona na powierzchniach istotnych i nie powinna być mniejsza niż 60 µm. Istnieje także możliwość zwiększenia grubości powłoki organicznej po wcześniejszych ustaleniach pomiędzy zamawiającym a wykonawcą prac w zakresie malowania. W takim przypadku zmienia się parametry aplikacji lub stosuje systemy dwupowłokowe.
Wygląd powłoki malarskiej ocenia się na powierzchni istotnie ważnej, która również powinna być uzgodniona z zamawiającym. Nie włącza się do powierzchni istotnej krawędzi, wgłębień i powierzchni wewnętrznej. Powłoka na powierzchni istotnej nie może mieć żadnych rys sięgających aż do metalu podłoża. Kiedy powierzchnia istotna oglądana jest pod kątem 60° nie mogą być widoczne z odległości 3 metrów następujące wady: nadmierna chropowatość, zacieki, pęcherze, wtrącenia, kratery, matowe plamy, pory, wgłębienia, zadrapania. Powłoka musi mieć równomierny kolor i połysk [2, 3].
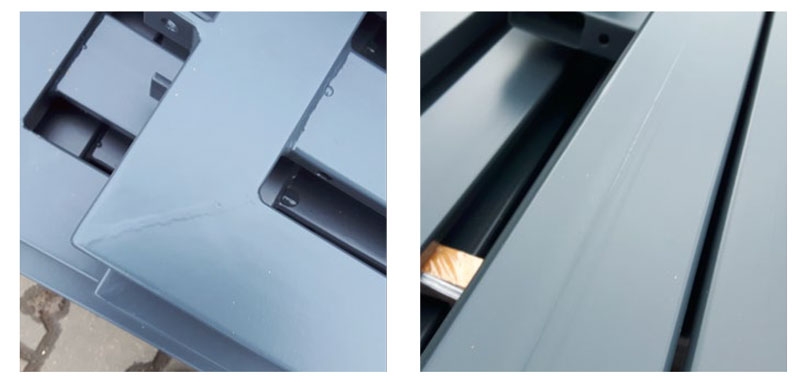
W praktyce wytwarzania systemów duplex pojawiają się czasami problemy z oceną powierzchni powłoki lakierowej. Zamawiający nie rozumieją, że nadlewy i nierówności faliste na powierzchni ocynkowanej są traktowane jako naturalna konsekwencja cynkowania ogniowego, dlatego nie stanowią wady powierzchni pomalowanej. Spoiny posiadają często inny skład chemiczny niż spawana stal konstrukcyjna, dlatego też tworzy się na nich powłoka cynkowa o innej strukturze i grubości. Szlifowanie powłoki cynkowej na spoinach jest ryzykowne i może skutkować jej przeszlifowaniem. Ze względów użytkowych lepszym rozwiązaniem jest tylko delikatna obróbka szlifierska oraz pozostawienie zgrubień. Fot. 1 przedstawia taki właśnie przypadek oraz nierówność w miejscu łączenia blachy na profilu. Farby proszkowe w połysku uwidoczniają efekty falistości. Dlatego do malowania konstrukcji ocynkowanych lepiej wybierać farby matowe lub z efektem struktury.
Kolor powłoki proszkowej powinien być zgodny z paletą RAL. Kolory specjalne i wygląd farb strukturalnych powinien być porównywalny z próbnikiem wymalowań ustalonym z zamawiającym. Określenie połysku: „mat, półmat, satyna, półpołysk, połysk” są orientacyjnymi nazwami i stanowią tylko podstawę do ustaleń. Jeżeli istotny jest połysk, to powinno to zostać ustalone z lakiernią zgodnie z zaleceniami normy PN-EN ISO 2813 Farby i lakiery. Oznaczanie połysku zwierciadlanego niemetalicznych powłok lakierowych pod kątem 20 stopni, 60 stopni i 85 stopni. Dla jednego zlecenia dopuszczalne odchylenia w połysku wynoszą ±10 jednostek (kąt padania światła 60°) [4].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}