




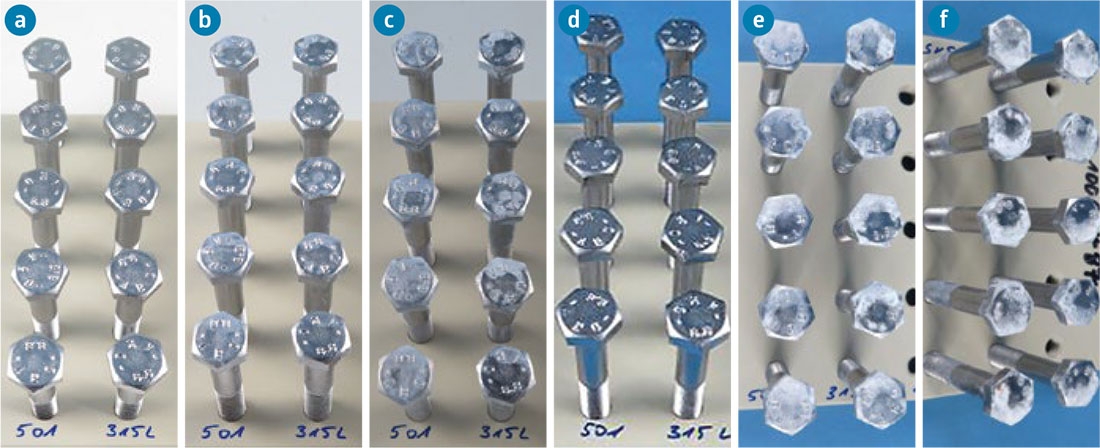
Elementy pokryte w procesie Zinni® 220 przy 1,2 A/dm² poddane testowi przyczepności.
Parametry procesu ustawiono zgodnie z instrukcjami technologicznymi.
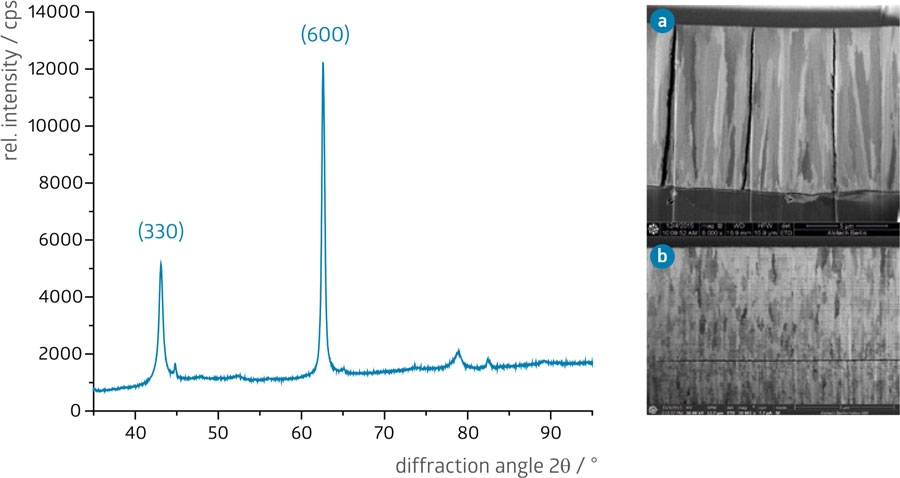
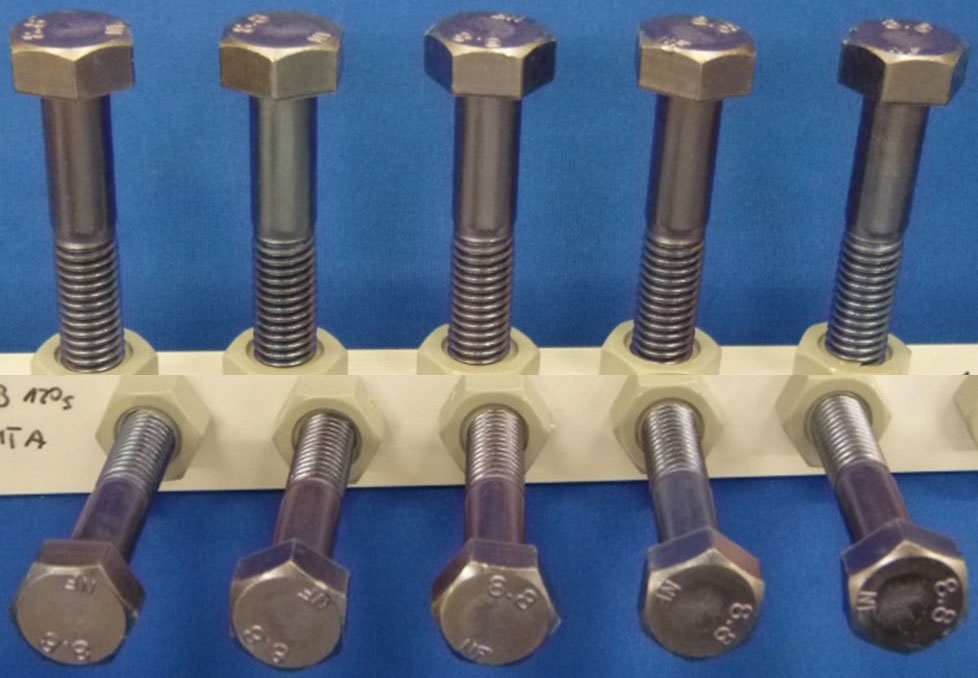
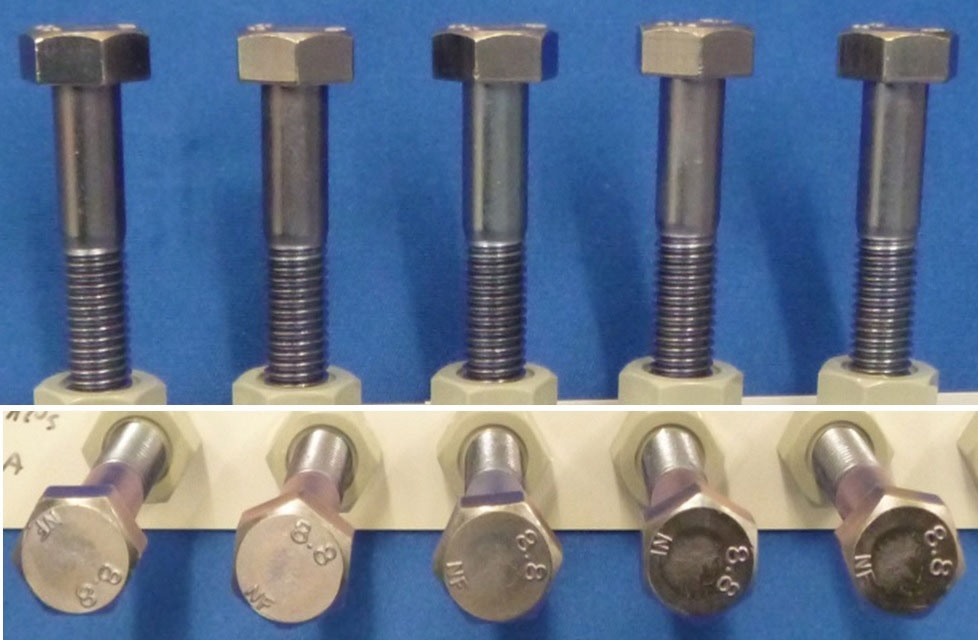
Grubości oraz stężenia niklu w powłoce zmierzono metodą fluorescencji rentgenowskiej na urządzeniu firmy Fisher (XRF). Odporność korozyjną badano na śrubach M10 w teście neutralnej mgły solnej zgodnie z ASTM B-117 oraz w teście cyklicznym zgodnie z VDA 233-102. Do badania struktury fazowej przygotowanych paneli zastosowano metodę dyfrakcji promieniowania rentgenowskiego z użyciem urządzenia firmy Rigaku z promieniowaniem Cu kα. Oprogramowanie Bruker EVA posłużyło do identyfikacji fazy, a metoda Rietvelda do oceny ilościowej. Strukturę powłok badano za pomocą skaningowego mikroskopu elektronowego ze zorganizowaną wiązką jonów FEI Helios Nanolab 660.
Wyniki i dyskusja
Tworzenie fazy gamma a struktura powłoki
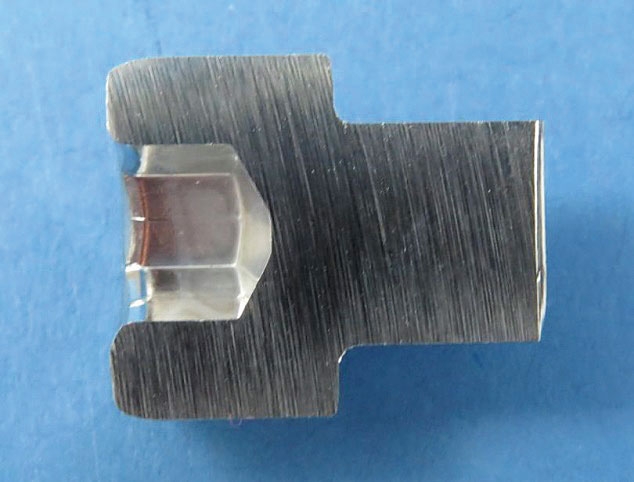
Na rys. 1 widoczna jest dominująca faza γ w strukturze powłoki. Zdjęcia przedstawiają strukturę powłok uzyskanych w aplikacji zawieszkowej i bębnowej. Pęknięcia widoczne w powłoce uzyskanej w aplikacji zawieszkowej są wynikiem przygotowania próbki (cieńszy materiał podłoża w porównaniu z aplikacją bębnową), a nie typową wadą powłoki kwaśnego cynku-niklu. W strukturze powłok Zinni® 220 uzyskanych w aplikacji bębnowej i zawieszkowej widoczne są nieznaczne różnice. W aplikacji bębnowej występuje charakterystyczne nakładanie powłok jedna na drugą. Szybkość nakładania i rozkład grubości w aplikacji zawieszkowej
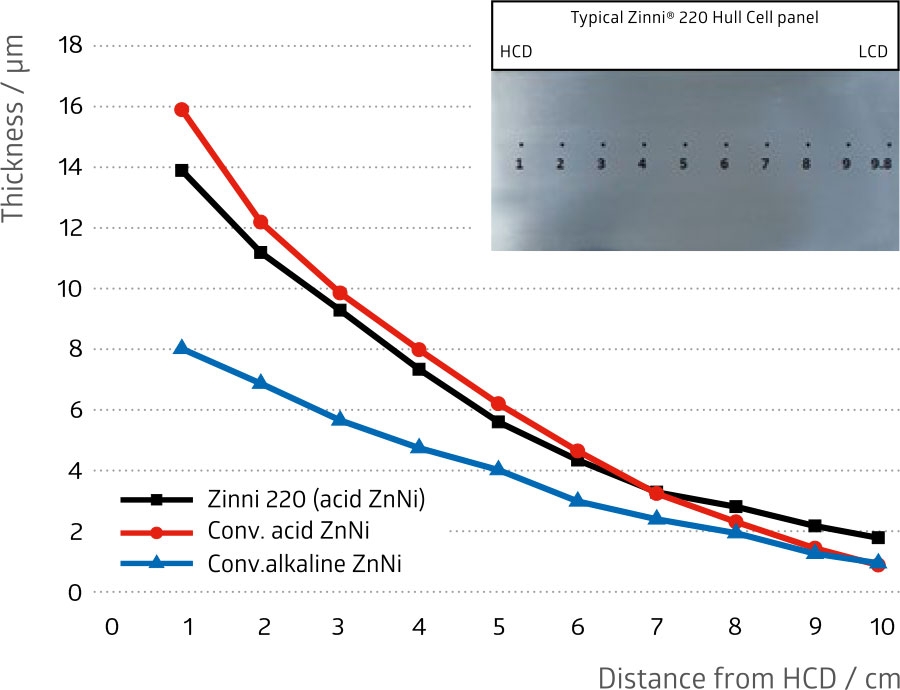
Porównanie szybkości krycia, rozkładu grubości i zawartości niklu w powłokach otrzymanych z elektrolitów kwaśnych i alkalicznych przeprowadzono z użyciem standardowych paneli komórki Hulla. W przypadku procesu alkalicznego zastosowano anodę stalową, w przypadku kwaśnego – niklową. Wszystkie pozostałe parametry (temperatura, mieszanie, pH, stosunek Zn/Ni itp.) ustawiono zgodnie z instrukcją technologiczną. Po procesie panele zostały wypłukane i wysuszone w strumieniu sprężonego powietrza. Grubość powłoki i stężenie niklu zmierzono w dziesięciu punktach, przy czym punkt pierwszy zaznaczono 1 cm od krawędzi w wysokich gęstościach prądowych, kolejne punkty rozmieszczone są co 1 cm w kierunku niskich gęstości. Ostatni punkt leży 2 mm od krawędzi panelu w niskich gęstościach prądowych. Zdjęcie na rysunku 2 pokazuje typowy panel komórki Hulla pokryty powłoką Zinni® 220 z zaznaczonymi punktami pomiaru. Bazując na zebranych danych na rysunku 2 porównano różne systemy cynko-niklowania.
Na rysunku 2 widać, że rozkład grubości w elektrolicie alkalicznym jest lepszy niż w kwaśnych. Jednak porównując grubości powłok z elektrolitów Zinni® 220 oraz konwencjonalnego cynku-niklu kwaśnego w niskich gęstościach prądowych (patrz punkty pomiarowe 9 oraz 9.8) dla Zinni® 220 otrzymujemy lepsze rezultaty. Całkowity rozkład grubości również jest zauważalnie lepszy.
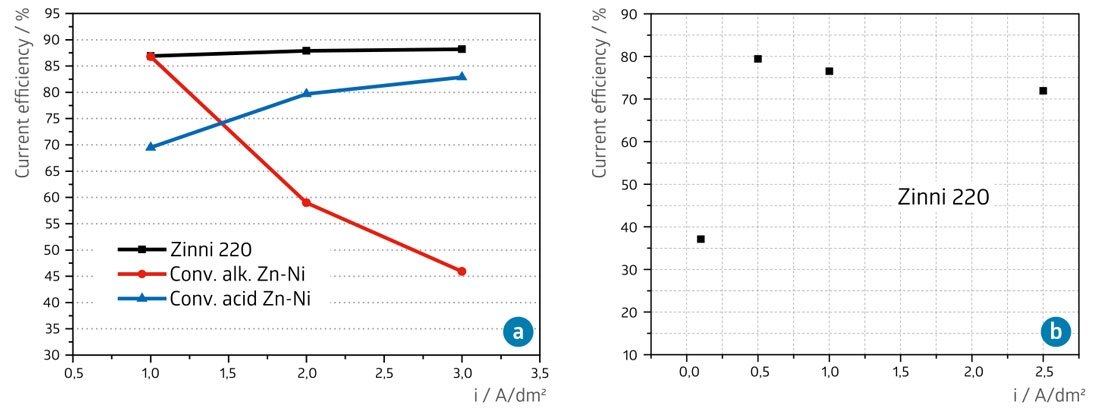
Zmierzone stężenie niklu w powłoce we wszystkich przypadkach mieści się w przedziale 12-15 % i zmienia nieznaczne w zależności od gęstości prądowych. Warto zwrócić uwagę na fakt zmniejszania stężenia niklu w powłokach cynku-niklu kwaśnego ze wzrostem gęstości prądowych.
W przypadku elektrolitów alkalicznych obserwujemy przeciwstawne zachowanie. Obserwacja ta została potwierdzona przez inne badania [5].
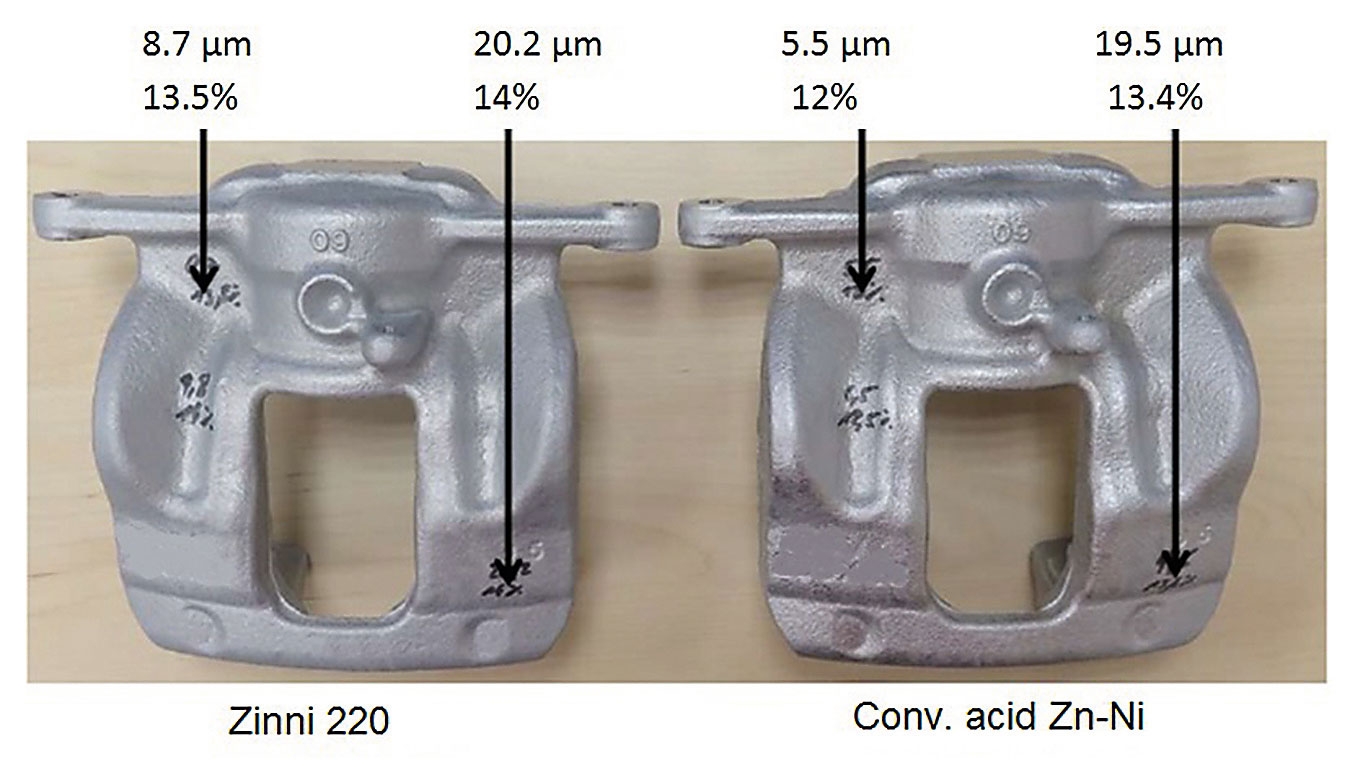
Ze względu na powszechne wykorzystywanie kwaśnych elektrolitów ZnNi do pokrywania żeliwa, rozkład grubości powłoki porównano również na zaciskach hamulcowych pokrytych w procesie Zinni® 220 oraz konwencjonalnym kwaśnym ZnNi. Na rysunku 3 widać, że grubość powłoki w obszarze niskich gęstości prądowych jest 30% wyższa z użyciem procesu Zinni® 220 w porównaniu do konwencjonalnego procesu ZnNi kwaśnego dla tych samych parametrów pokrywania (8.7 µm vs. 5.5 µm).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}