




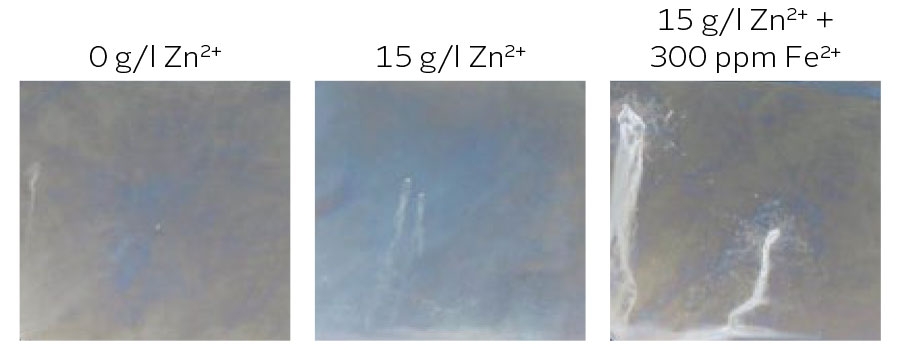
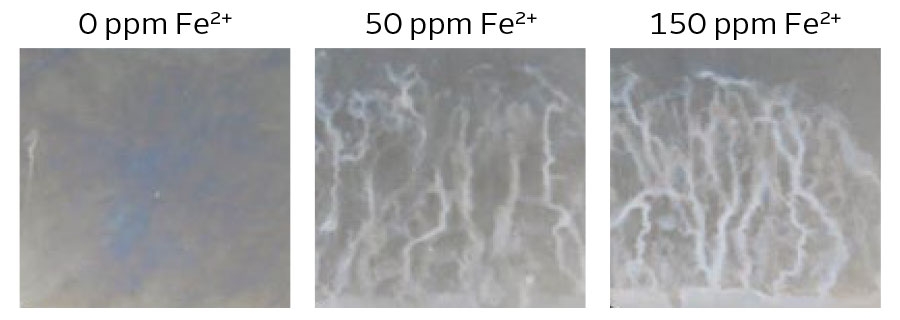
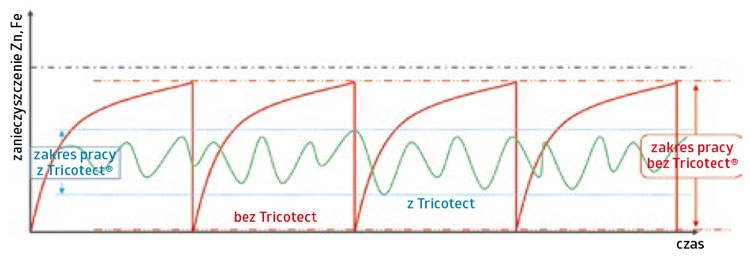
Różnice w tworzeniu warstwy konwersyjnej spowodowane nieefektywnym mieszaniem.
 Tabela 1. Parametry procesu dla różnych rodzajów pasywacji.
Tabela 1. Parametry procesu dla różnych rodzajów pasywacji.
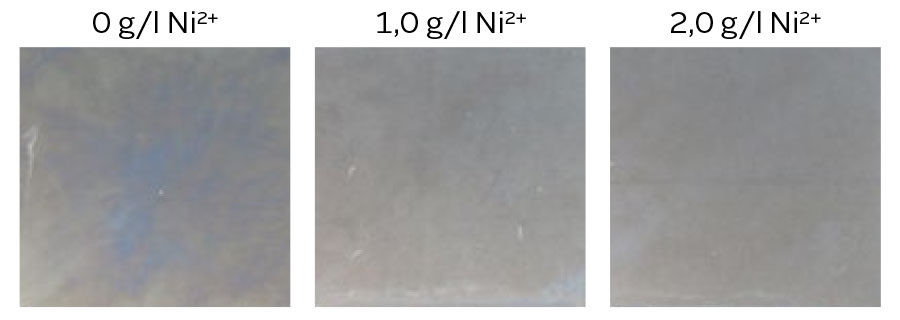
Wzrost stężenia niklu w powłoce i wpływ na jej parametry
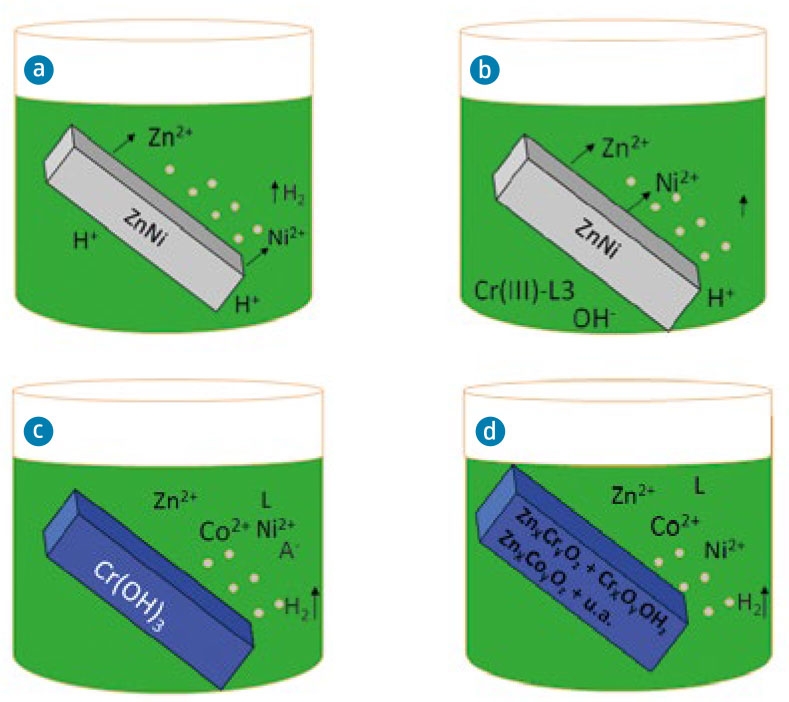
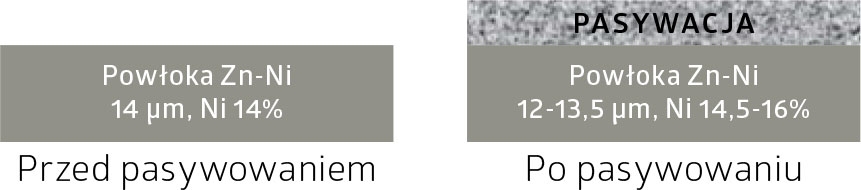
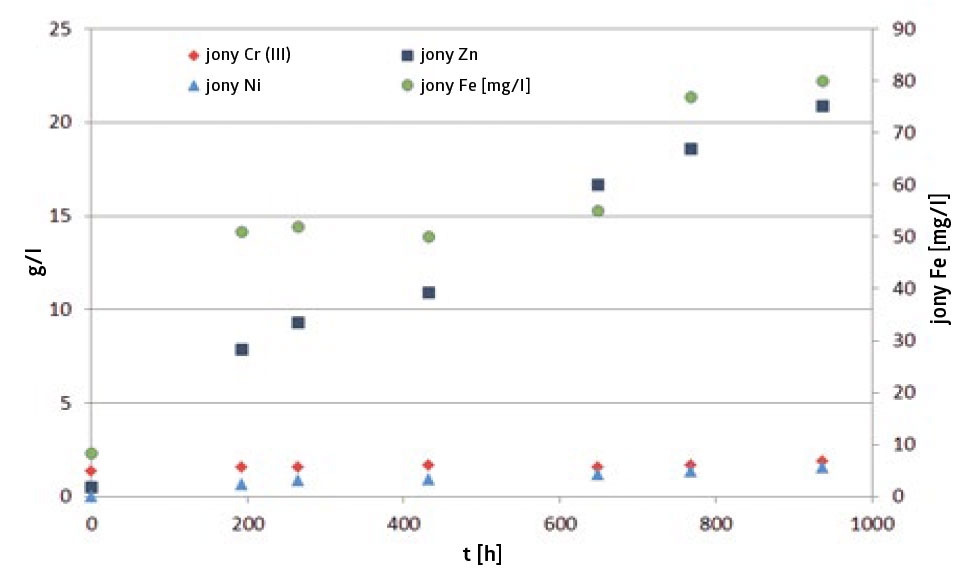
Podczas kwaśnego ataku na powłokę (równ. 1) rozpuszczeniu ulega więcej cynku niż niklu, co prowadzi do wzrostu stężenia niklu w powłoce cynk-nikiel (tabela 2, rys. 9). Takie zjawisko może mieć wpływ na odporność korozyjną.
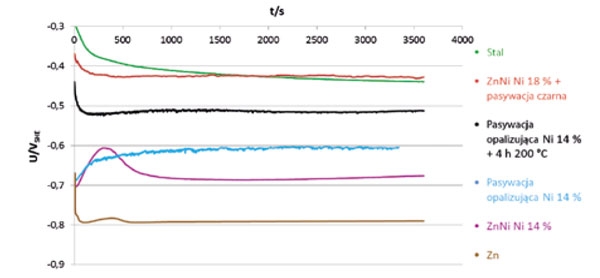
Pomiary Potencjału Obwodu Otwartego (Open Circuit Potential Measurements, OCP) w 5% wag. roztworze chlorku sodu, w temperaturze 35°C wykazały, że potencjał może być przesunięty w kierunku wartości dodatnich zależnie od zastosowanej pasywacji i stężenia niklu w powłoce, a w bardzo rzadkich przypadkach potencjał może być bardziej dodatni od stali (rys. 10).
Podczas gdy powłoka cynkowa (-0.79 VSHE) charakteryzuje się bardziej dodatnim potencjałem od stali
Jak wyżej wspomniano, w trakcie procesu pasywowania zwiększa się stężenie niklu w powłoce cynk-nikiel. W niektórych czarnych pasywacjach dochodzi do wyjątkowo agresywnego kwaśnego ataku na powłokę cynk-nikiel, prowadząc do wzrostu stężenia niklu nawet >17 %. Atak jest powierzchowny
i do wzrostu stężenia niklu nie dochodzi w całej powłoce. Agresywna pasywacja powoduje zmianę wartości OCP -0.43 VSHE, na bardziej dodatnie od potencjału stali (rys. 10). Taka powłoka nie wykazuje ochrony katodowej, co prowadzi do wczesnego pojawienia się korozji czerwonej.
Z tego powodu konieczne jest utrzymywanie odpowiednich parametrów procesu, takich jak czas zanurzenia, temperatura, pH.
 Tabela 2. Zwiększenie stężenia niklu w powłoce i zmniejszenie grubości podczas procesu pasywowania (stężenie niklu w powłoce wyrażone w % wagowych).
Tabela 2. Zwiększenie stężenia niklu w powłoce i zmniejszenie grubości podczas procesu pasywowania (stężenie niklu w powłoce wyrażone w % wagowych).
Wpływ parametrów pracy
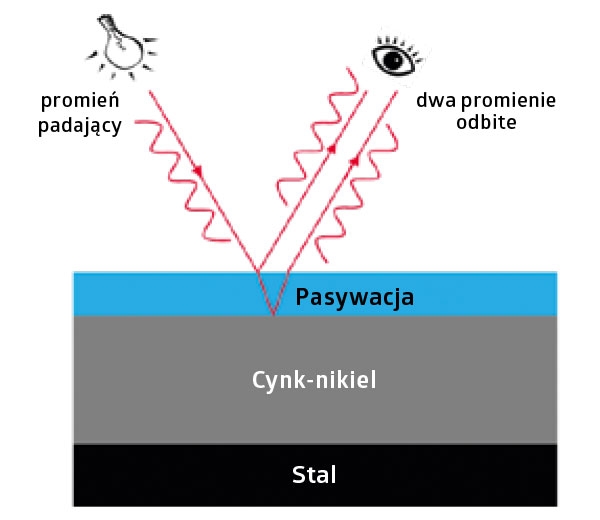
Od dawna wiadomo, że takie parametry, jak czas zanurzenia, temperatura, pH mają znaczący wpływ na odporność korozyjną i wygląd wytworzonej warstwy konwersyjnej. Wszystkie te trzy parametry decydują o grubości warstwy konwersyjnej. Jeśli warstwa jest zbyt cienka, bariera ochronna nie jest efektywna. Z kolei bardzo gruba warstwa staje się krucha i łatwa do starcia. Pasywacje niezawierające chromu (VI) są bezbarwne
(z wyjątkiem pasywacji czarnych, które mogą zawierać tlenki metali), jednak istnieje bezpośrednia zależność między optycznym wyglądem a grubością powłoki ze względu na zjawisko dyfrakcji światła i interferencji (rys. 11).
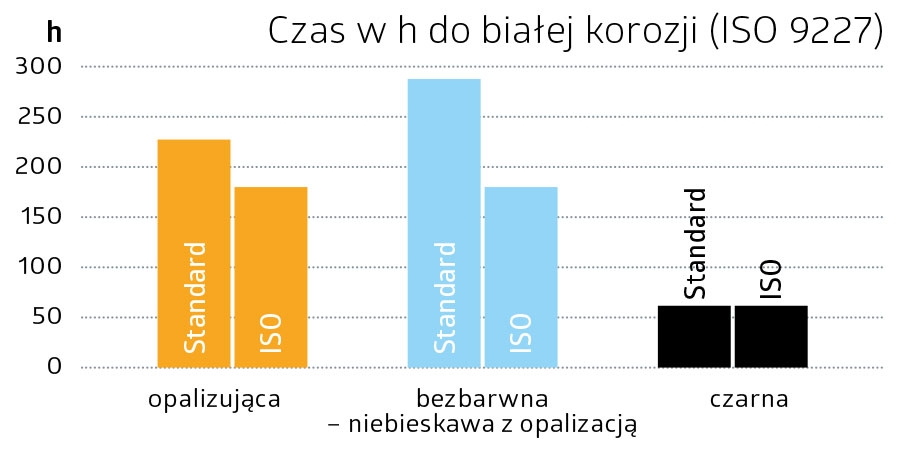
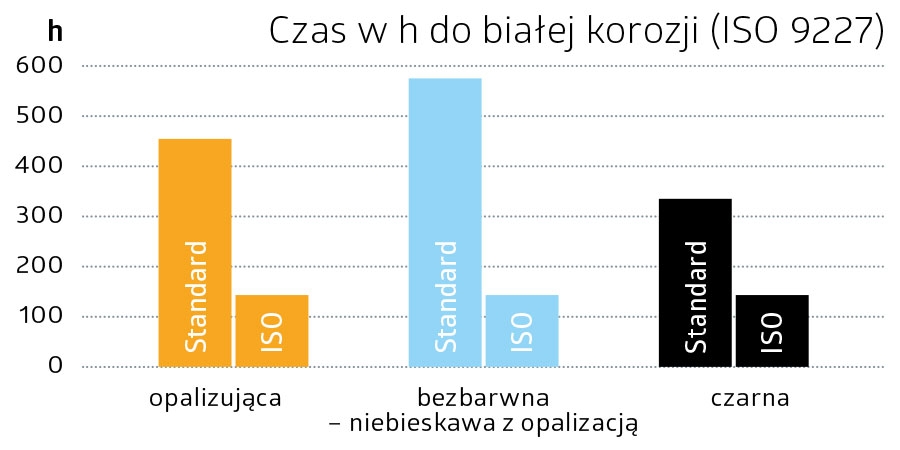
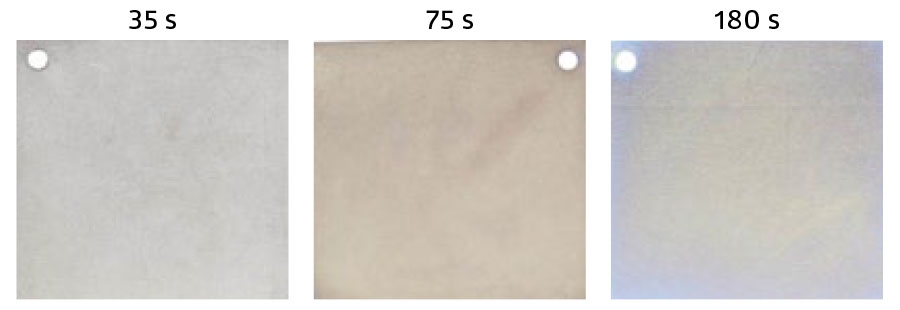
Wyższa temperatura pracy i dłuższy czas zanurzenia prowadzi do powstania grubszej warstwy kowersyjnej. Nie oznacza to jednak wyższej odporności korozyjnej (rys. 12).
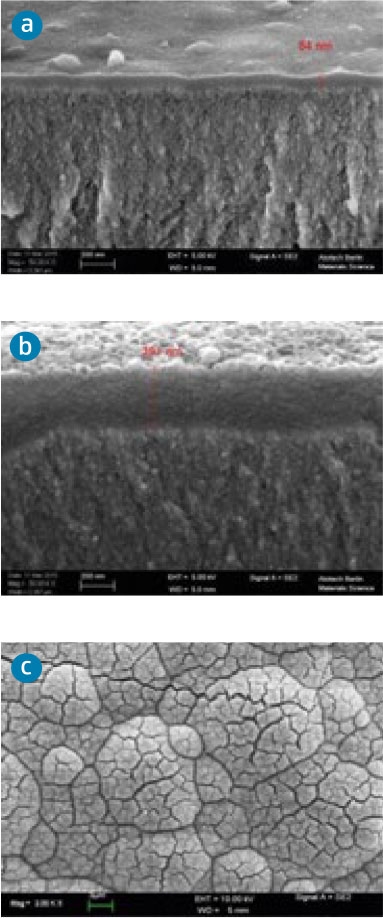
Przy czasie zanurzenia 35 s warstwa konwersyjna wydaje się bezbarwna (grubość ok. 50 nm), przy 75 s – żółtawa opalizująca (grubość 150-200 nm), przy 180 s fioletowo-czerwonawa (grubość > 200 nm).
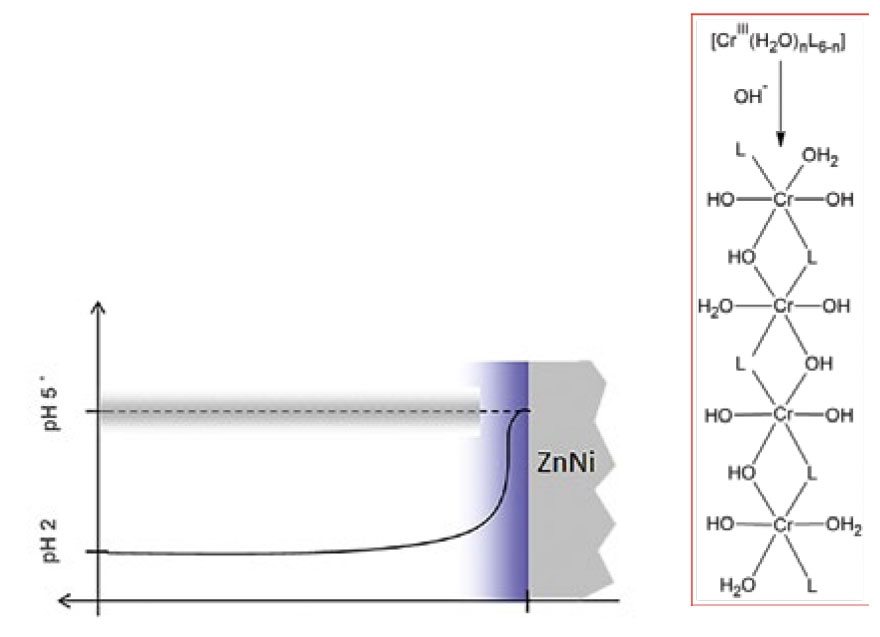
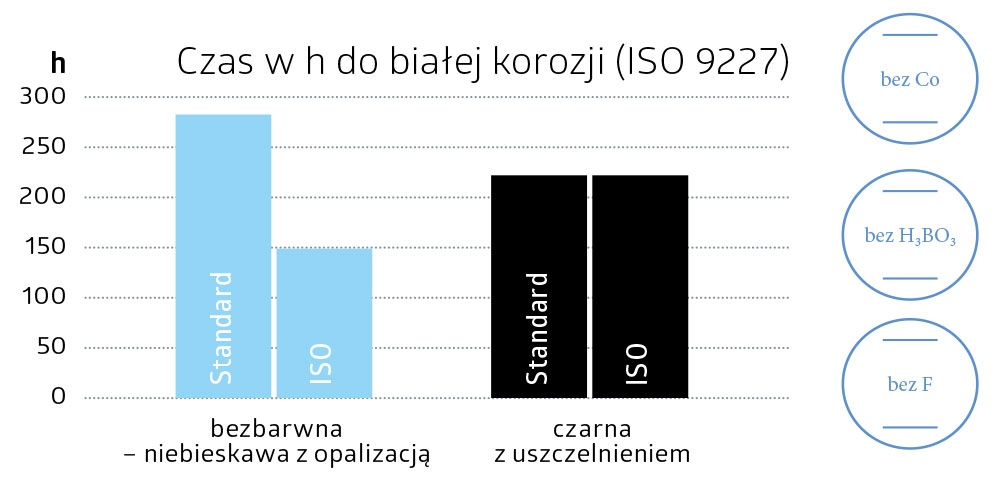
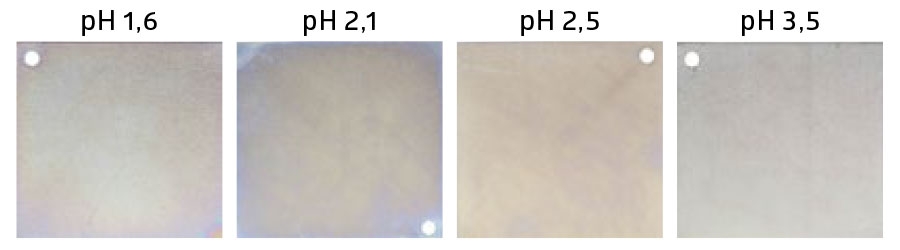
Niskie pH (w tym przypadku pH 1,6, optymalnie 2,5) prowadzi do silnego ataku na powłokę cynkowo-niklową i ograniczonego tworzenia warstwy konwersyjnej (reakcja wsteczna). Przy pH 3,5 kwaśny atak jest zbyt wolny i proces tworzenia warstwy konwersyjnej jest nieefektywny. W tym przypadku optymalna wartość wynosi pH 2,1 – 2,5 (rys. 13).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}