




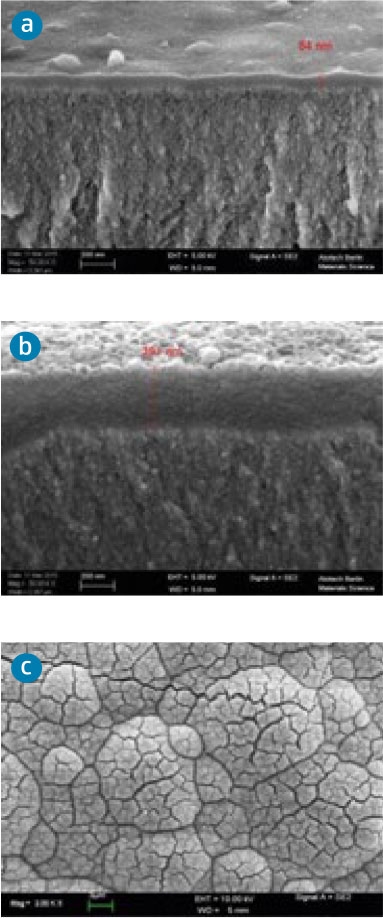
Różnice w tworzeniu warstwy konwersyjnej spowodowane nieefektywnym mieszaniem.
Wpływ zanieczyszczeń
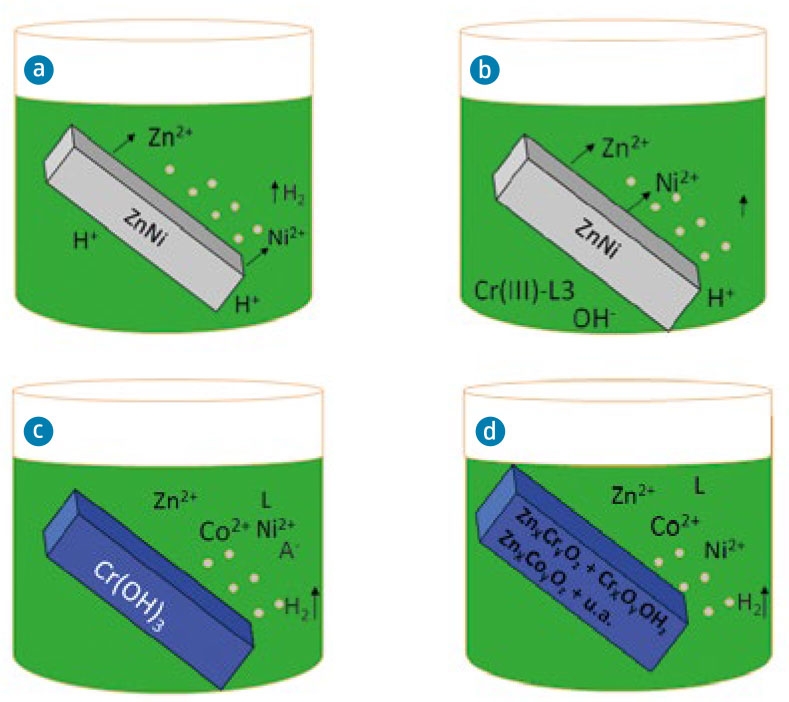
Rozpuszczenie jonów cynku i niklu jest nie do uniknięcia, ponieważ stanowi to nieodłączną część mechanizmu reakcji (równ. 1). Można jednak zapobiec rozpuszczaniu jonów żelaza, jeśli pasywowane elementy są całkowicie pokryte powłoką cynkowo-niklową, a ewentualne spady produkcyjne są natychmiast wyławiane.
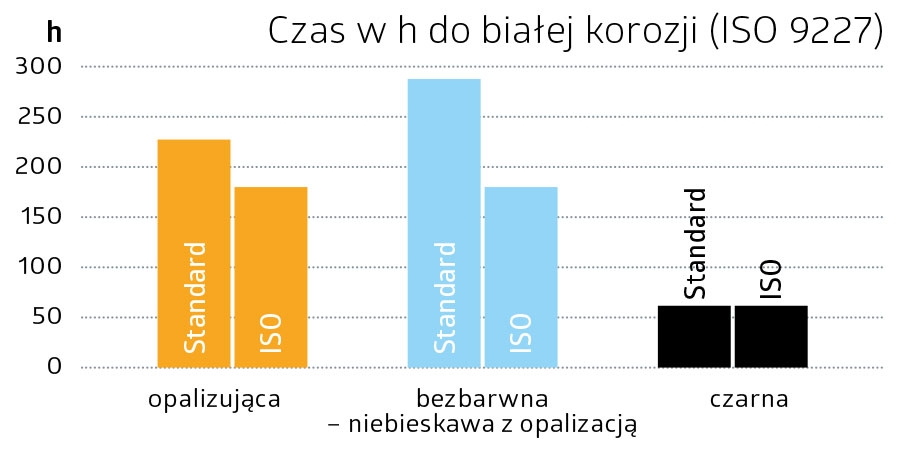
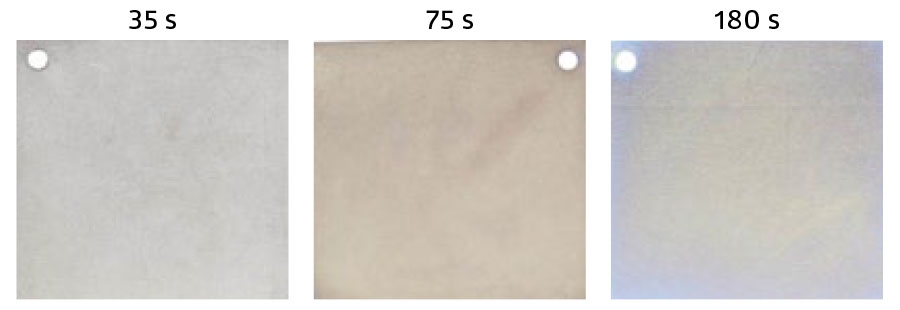
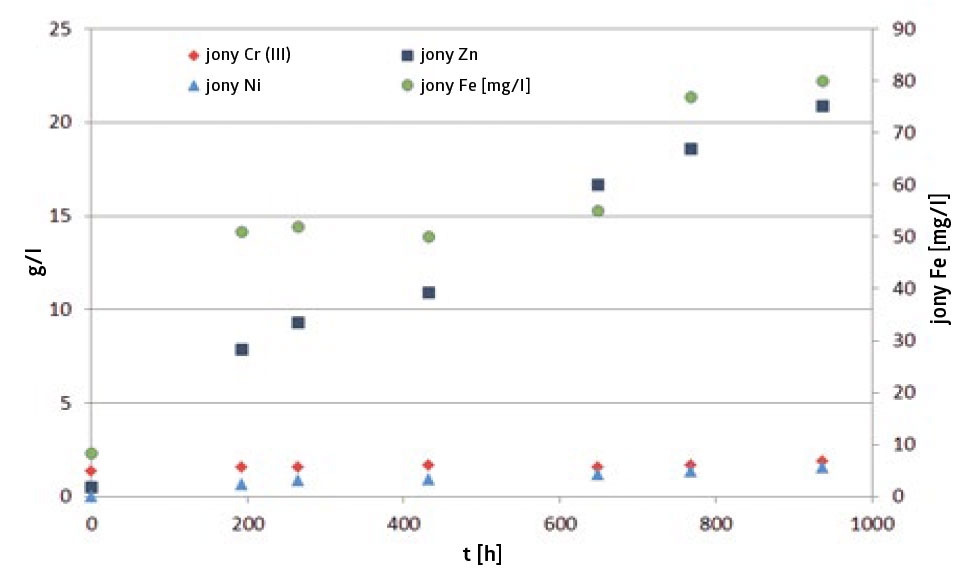
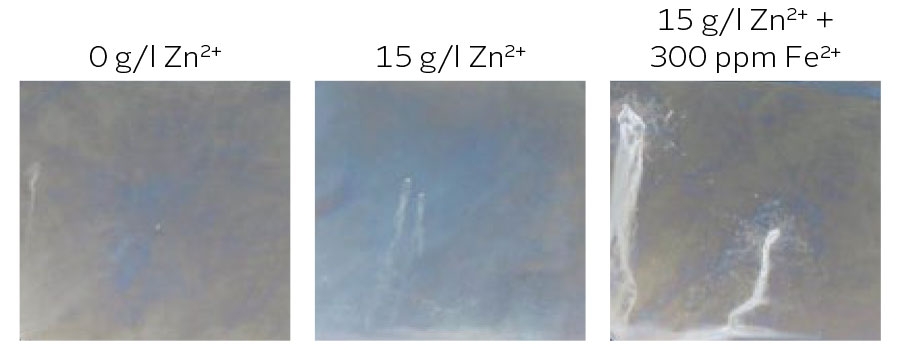
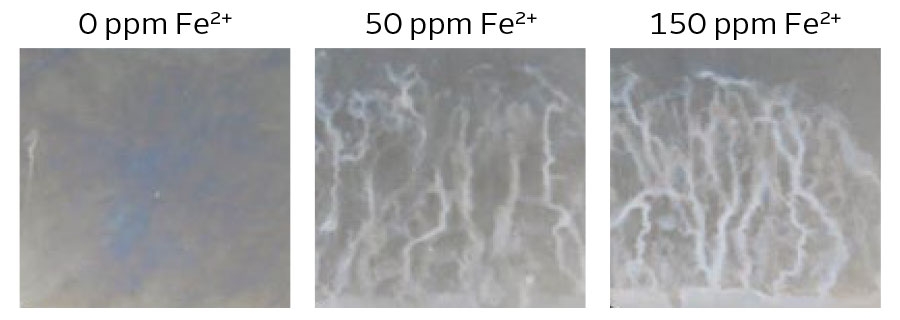
Rys. 14 przedstawia typowy wzrost stężenia cynku, żelaza, niklu w roztworze pasywacji, ze stałym przerobem. Stężenie niklu stanowi ok. 10% całkowitego stężenia metali. Zależnie od rodzaju pasywacji, stężenie cynku >15 g/l prowadzi do znacznych zmian w wyglądzie powłoki (zamglenia) i obniżenia odporności korozyjnej (rys. 15). Jony żelaza stanowią większy problem. Nawet stężenie o wartości 50 ppm może prowadzić do powstawania żółtych powłok i wyraźnego obniżenia odporności korozyjnej (rys. 16).
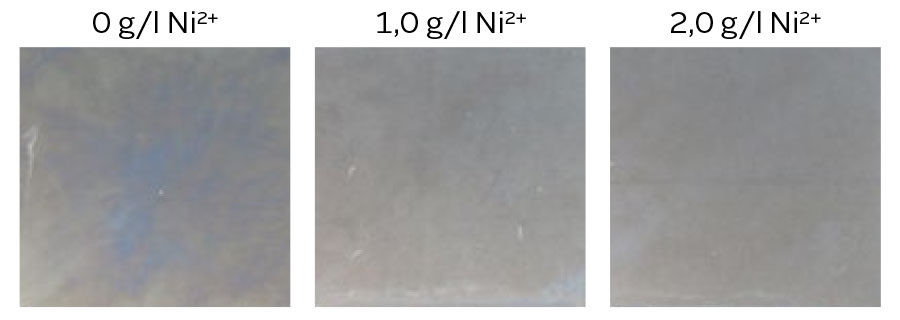
Jony niklu nie wykazują negatywnego wpływu na odporność korozyjną (rys. 17).
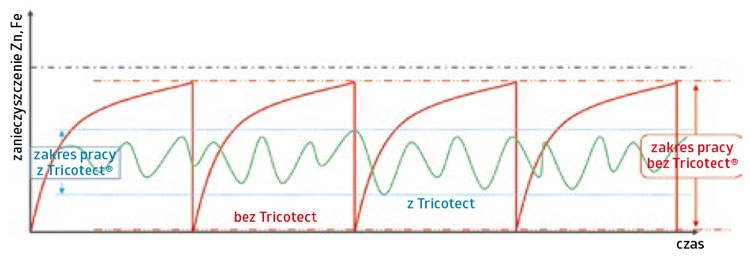
Rys. 18 przedstawia urządzenie do usuwania zanieczyszczeń z roztworu pasywacji, wyposażone w dwie kolumny jonowymienne. Podczas gdy w jednej kolumnie regenerowana jest żywica, w drugiej zachodzi oczyszczanie roztworu pasywacji z jonów cynku i żelaza. Obie kolumny pracują naprzemiennie, dzięki czemu możliwe jest ciągłe usuwanie zanieczyszczeń.
Wpływ wyposażenia linii
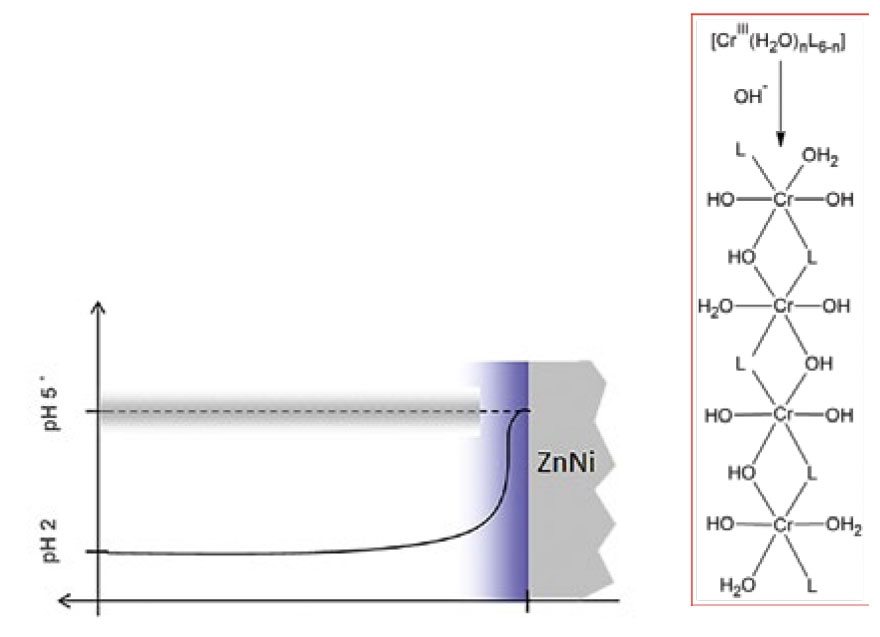
Wydajne płukanie, a także ruch elementów czy mieszanie roztworu pasywacji mają znaczenie przy tworzeniu warstwy konwersyjnej. Jak pokazano na rys. 1 na powierzchni powłoki cynkowo-niklowej w obrębie warstwy dyfuzyjnej wzrasta pH. Grubość warstwy dyfuzyjnej (a tym samym gradient wartości pH) zależy od ruchu detali i pasywacji. Szczególnie w układzie zawieszkowym nieefektywne mieszanie prowadzi do wyraźnych różnic w tworzeniu warstwy konwersyjnej. Rys. 20 ukazuje problem niespasywowania na czarno detali w środku zawieszki spowodowany brakiem efektywnego mieszania kąpieli.
Podsumowanie
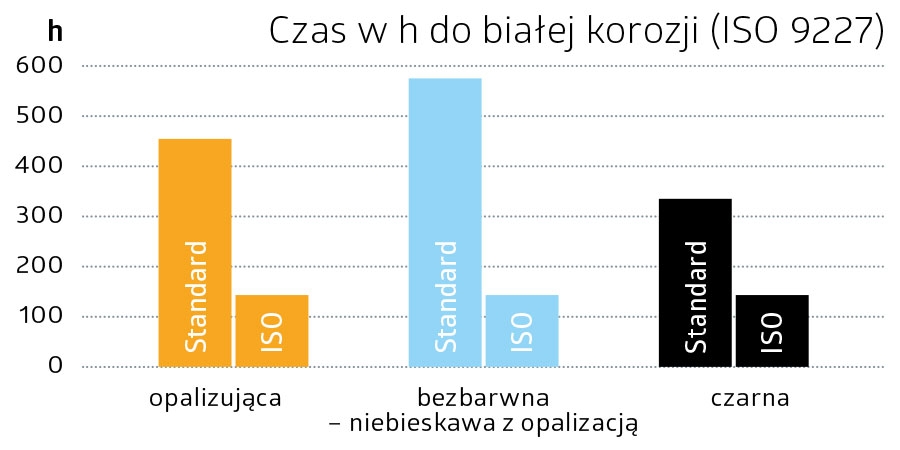
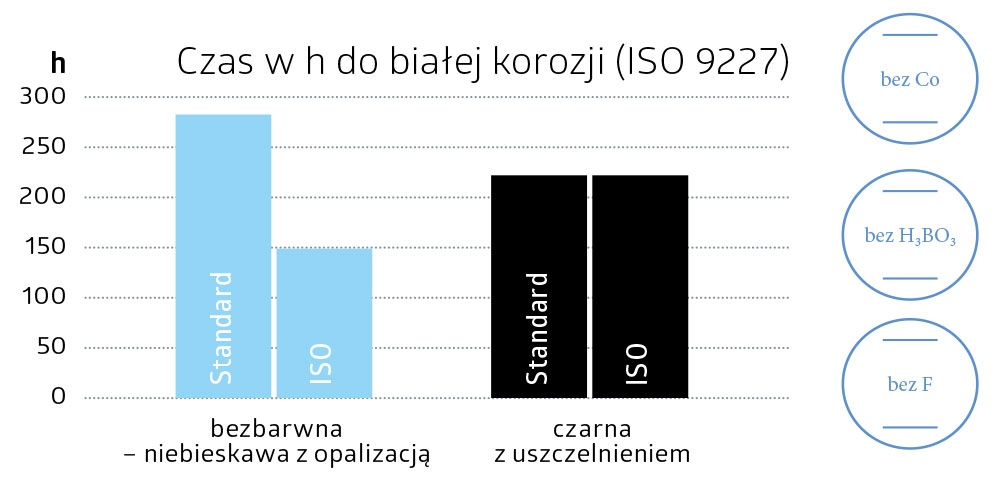
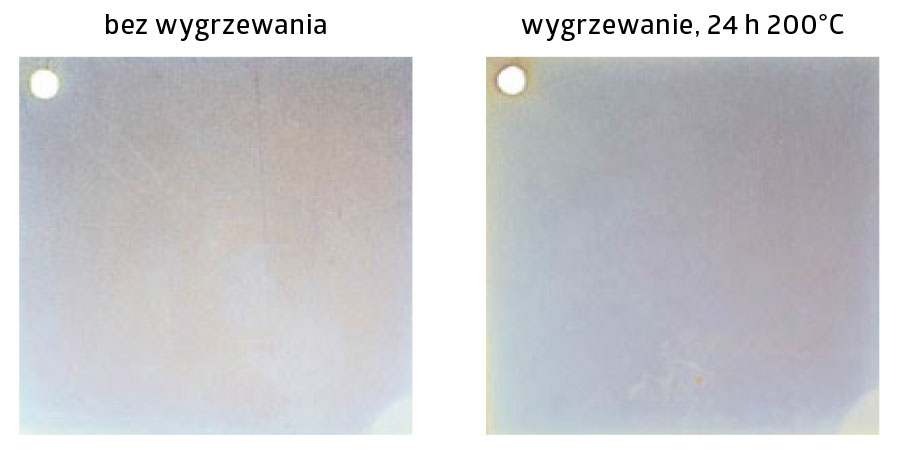
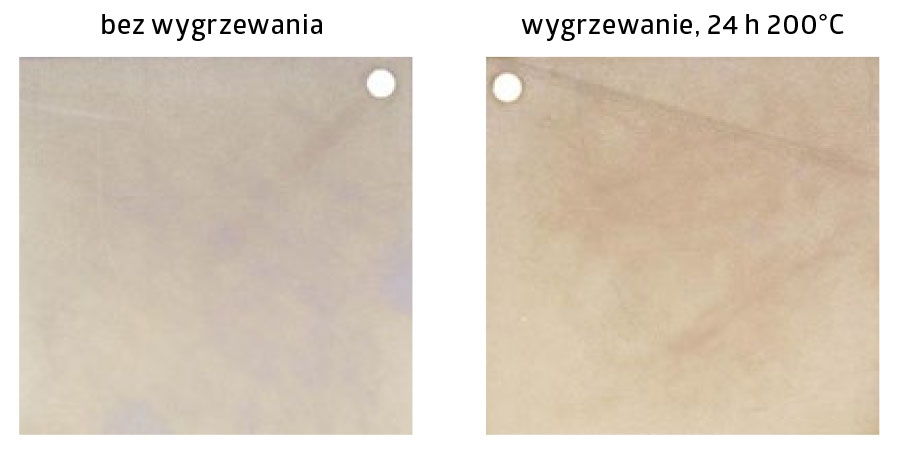
Komercyjne pasywacje oparte na chromie (III) stały się kamieniem milowym w ochronie korozyjnej powłok cynkowo-niklowych. Uzyskiwane odporności znacznie przewyższają wymagania normy PN EN ISO 19598 przy zastosowaniu zdecydowanie niższych stężeń chromu, niższych temperatur i wyższych wartości pH w porównaniu z pierwszymi generacjami pasywacji. Dostępne są produkty niezawierające kobaltu, kwasu borowego i fluorków, przez co są bardziej przyjazne dla środowiska naturalnego. Niektóre pasywacje są odporne na wygrzewanie, co umożliwia przeprowadzenie odwodorowania po pasywowaniu, a tym samym znacznie upraszcza przebieg procesu galwanicznego i obniża koszty produkcji.
Zanieczyszczenie roztworu pasywacji cynkiem i żelazem ma negatywny wpływ na wygląd i odporność korozyjną powłoki. Kolumna jonowymienna oczyszczająca kąpiel pasywacyjną z zanieczyszczeń cynkiem i żelazem wydłuża znacznie jej żywotność. Jony niklowe rozpuszczone w roztworze nie mają negatywnego wpływu. Ruch detali oraz mieszanie samej kąpieli pasywacyjnej mają szczególne znaczenie dla otrzymania jednorodnej czarnej powłoki.
Peter Hülser, Sabine Sengl
Atotech Deutschland GmbH
Tłumaczenie Magdalena Gortat, Atotech Poland Sp. z o.o.
Literatura
R. Sarmaitis et al., Transt. Inst. Metal Finishing, 86(7), 53(1999)
E. Karapinar et al., Interne Schulungsunterlagen Atotech 2015
DIN EN ISO 19598, Metallische Überzüge- Galvanische Zink- und Zinklegierungsüberzüge auf Eisenwerkstoffen mit zusätzlicher Cr(VI)-freien Behandlung (ISO 19598:2016)













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}