




W lakierowaniu płaskich powierzchni nakładarki walcowe nie mają sobie równych, oferując dużą wydajność przy niemal 100-procentowym wykorzystaniu materiału.
Przydatne rakle
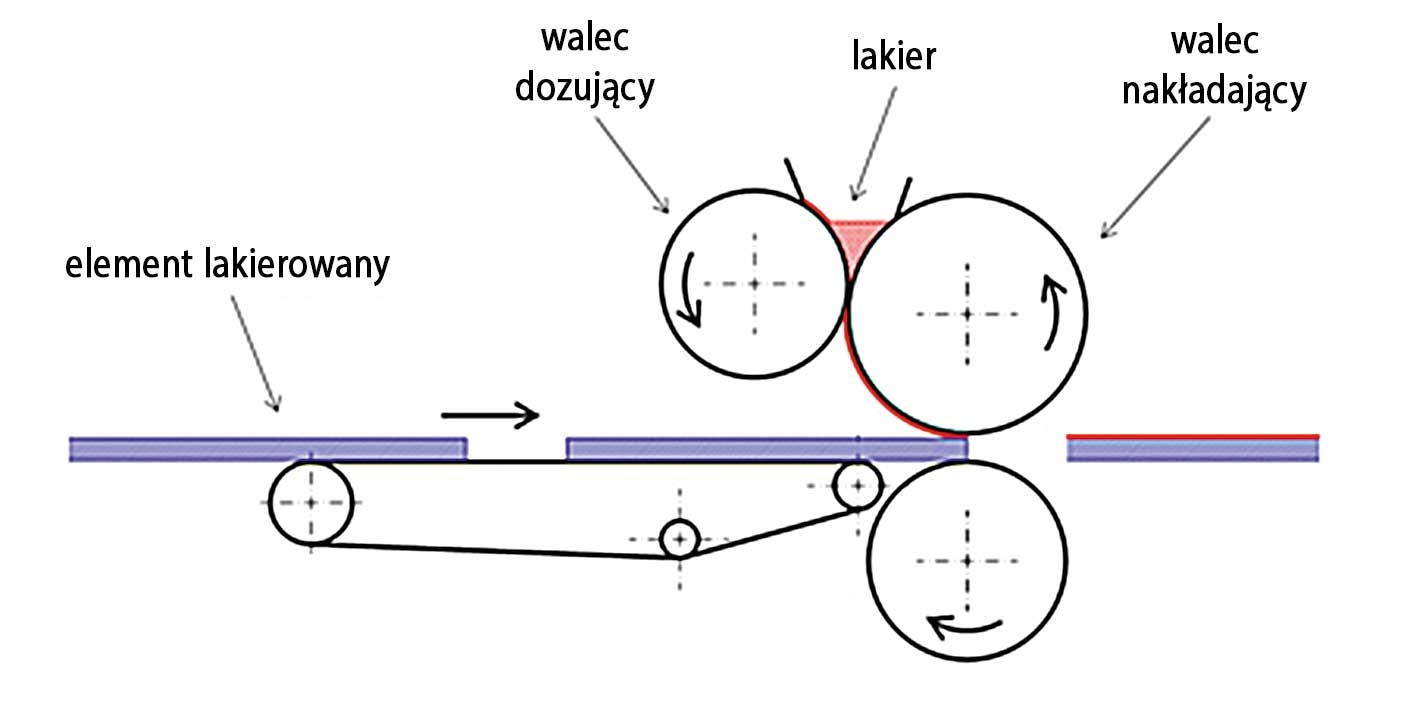
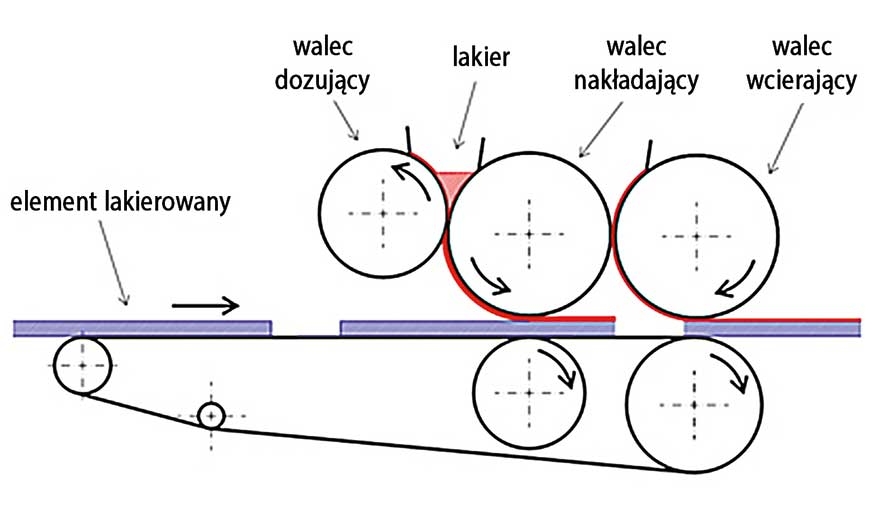
Walce nakładarki często są wyposażane dodatkowo w tzw. rakle, czyli noże z gumy lub tworzywa sztucznego. W konstrukcjach z pojedynczym walcem pełnią one funkcję jednostki dozującej: szczelina między nożem a walcem przepuszcza jedynie określoną ilość materiału, zaś reszta jest zbierana i odprowadzana z powrotem do zbiornika. W nakładarkach dwu- lub wielowalcowych rakiel ma do spełnienia inne zadanie: usuwa materiał z tylnej części walca i przenosi go z powrotem do przestrzeni między walcami, zapobiegając jednocześnie jego spływaniu na przenośnik w sytuacji, gdy walec dozujący porusza się ruchem przeciwbieżnym. Czyści również powierzchnię walca, ułatwiając szybką zmianę lakieru.
Kłopotliwa parametryzacja
Mimo prostej konstrukcji parametryzacja nakładarki walcowej już taka prosta nie jest: aby uzyskać powłokę lakierniczą o zadanej grubości, gładkości i jakości trzeba precyzyjnie zdefiniować i ustawić wiele zmiennych procesowych, w tym m.in. docisk walca nakładającego do podłoża oraz prędkość walca dozującego, walca nakładającego i podajnika (taśmy). Wszystkie te parametry są w mniejszym lub większym stopniu zależne od struktury i typu podłoża, a także lepkości i płynięcia powłoki lakierniczej. A to oznacza, że powinny być dobierane i definiowane indywidualnie dla każdego procesu powlekania.
Podobna zasada dotyczy zbiornika lakieru: powinien on być na tyle mały, aby ograniczać odparowywanie wody, a jednocześnie na tyle duży, aby nie trzeba go było stale uzupełniać. Rozwiązaniem może być zainstalowanie automatycznego systemu dozującego podającego lakier do zbiornika. W przypadku wyjątkowo lepkich materiałów, np. żywic epoksydowych, konieczne może być także wyposażenie zbiornika w pompę ułatwiającą transport surowca między walce.
Sporo uwagi wymagają także powłoki utwardzane promieniami UV: w tym przypadku kluczowe jest zabezpieczenie ich przed ekspozycją na światło, m.in. przez zastosowanie specjalnych osłon. W przeciwnym razie może dojść do przedwczesnego sieciowania lub pogorszenia właściwości powłoki.
W porównaniu z właściwościami powłoki typ i struktura podłoża nie wpływa aż tak zasadniczo na efekt końcowy procesu lakierowania powierzchni drewnianych. Pamiętać należy jedynie, aby zawczasu tak dobrać szerokość maszyny, aby jej przestrzeń robocza była co najmniej o 5 cm szersza niż detal. Istotny jest także odpowiedni docisk walca nakładającego do podłoża: powinien być on na tyle duży, aby zapewnić dokładne pokrycie lakierem całej powierzchni detalu, a jednocześnie nie uszkodzić ani komponentu, ani gumowania. Jest to szczególnie trudne w przypadku detali o ostrych krawędziach, a także powierzchni tłoczonych i fazowanych, np. frontów szafek kuchennych. Dlatego najnowszym trendem jest zastępowanie standardowych walców gumowanych ich odpowiednikami pokrytymi poliuretanem, które dzięki większej podatności na zginanie są bardziej odporne na uszkodzenia, a jednocześnie lepiej wybarwiają fazy na różnych płaszczyznach, poprawiając jakość finalnego wyrobu.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}