



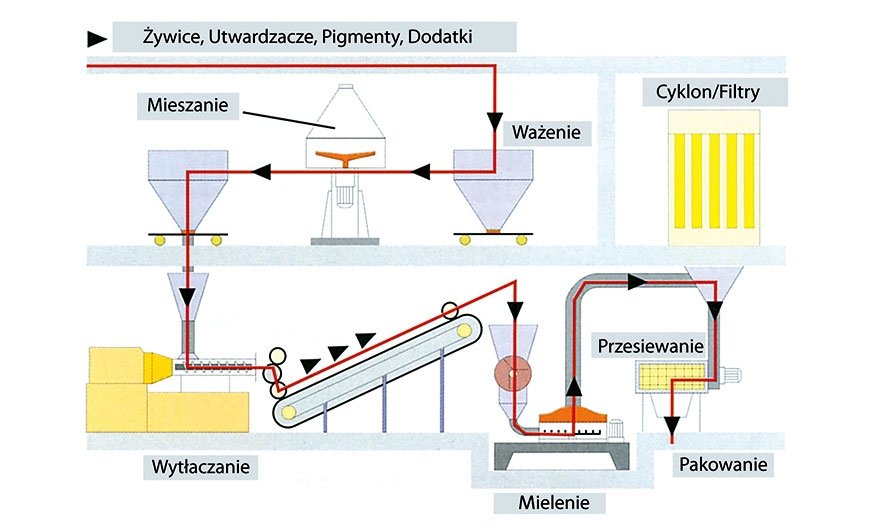
Rys. 1. Proces produkcji farby proszkowej.
Kilka przeszkód w uzyskaniu doskonałych powłok proszkowych
Powlekanie farbami proszkowymi jest technologią stosowaną na skalę przemysłową od lat 60. XX wieku. Wiele napisano na ten temat w językach obcych, jednak pod względem literatury fachowej w języku polskim temat ten jest nadal dość oszczędnie eksploatowany. Zauważalny brak rzetelnej informacji powoduje, że pewne obiegowe opinie urastają do statusu uznawanych prawd odnośnie technologii. Nie argumentuje się, co prawda, dlaczego pojawiają się pewne mankamenty procesu, ale jeśli mówi na ten temat wiele osób z dużym zaangażowaniem, to inni zaczynają w to wierzyć. Tak powstają nieporozumienia. Dziś postaram się zabrać głos na temat wilgoci i zanieczyszczeń oraz wpływu pomieszczenia malarni na aplikację farby proszkowej.
Wilgoć w farbie proszkowej
Wśród osób na co dzień związanych z technologią powlekania farbami proszkowymi krążą nieprawdziwe informacje na temat higroskopijnych własności tych farb oraz wpływu absorbowanej wilgoci na jakość uzyskiwanych powłok.
Za Wikipedią możemy przytoczyć definicję higroskopijności: „Higroskopijność – zdolność niektórych substancji do wchłaniania wilgoci lub wiązania się z wodą. Woda ta może pochodzić z pary wodnej znajdującej się w powietrzu, z wilgoci znajdującej się w gruncie, z rosy osadzającej się na powierzchni substancji itp.”.
Jeżeli byłoby prawdą, że farby proszkowe mają własności higroskopijne, to zrozumiała byłaby ich tendencja do uzyskania stanu równowagi zawartości wody z powietrzem otaczającym cząstki proszku.
Podatność na absorbowanie przez farbę proszkową wilgoci z otaczającej atmosfery ma istotne konsekwencje dla producentów i użytkowników farb proszkowych. W zależności od temperatury i wilgotności powietrza w hali produkcyjnej, jak również technologii stosowanych do chłodzenia i mielenia podczas produkcji farb proszkowych otrzymujemy gotowy wyrób o różnej zawartości wody zakumulowanej przez cząstki proszku. Jednak, nawet przy bardzo niekorzystnych warunkach produkcyjnych, zawartość wilgoci w farbie proszkowej jest niska i zwykle nie przekracza 0,5%. To po dostarczeniu do pomieszczenia malarni, po otwarciu handlowego opakowania, w chwili zasypania do urządzenia aplikacyjnego, cząstki pary wodnej wykraplają się z otaczającego powietrza i osiadają na cząstkach proszku. Farba zaczyna się zbrylać i pojawiają się znaczne problemy z jej transportem do aplikatorów. W warunkach klimatycznych panujących w większości pomieszczeń malarni wilgoć ta zostaje w szybkim czasie odprowadzona. Proces odparowywania wilgoci można wspomagać przez fluidyzację farby proszkowej suchym powietrzem w podajniku przez ok. 15 minut przed rozpoczęciem napylania. Jeśli pobieramy farbę bezpośrednio z opakowania handlowego bez typowej fluidyzacji, musimy się uzbroić w cierpliwość.
Istnieją sytuacje, w których zbyt duża wilgotność może zaburzać proces aplikacji. Zwykle nie jest to para wodna przenoszona przez cząstki farby proszkowej, lecz znaczne ilości wody dostarczane do kabiny proszkowej, w której prowadzona jest aplikacja. Przy niedostatecznym osuszeniu po operacjach przygotowania powierzchni woda może kapać z zawieszek i detali, zwiększając prawdopodobieństwo powstawania wad gotowej powłoki. Dodatkowo znaczne ilości wody mogą być dostarczane do systemu aplikacji wraz zasilającym proces sprężonym powietrzem. W takiej sytuacji na powłoce powstają wady w postaci dużych kraterów. Mokry proszek jest niezwykle trudno jednorodnie i stabilnie transportować z podajnika do aplikatorów, co dodatkowo pogarsza jakość napylania.
Wiemy już, że zbyt wiele wilgoci powoduje znaczne trudności podczas aplikacji farb proszkowych. Bardzo często problemy z tym związane są przypisywane omyłkowo zawartości wody w produkcie dostarczanym przez producenta w opakowaniu handlowym. Jest to nieporozumienie, ponieważ jest wręcz przeciwnie. Proszek opuszczający zakład producenta jest suchy, a jego wygląd u odbiorcy (mała sypkość, zbicie w grudy) może być rezultatem długotrwałego transportu i znacznych różnic temperatur pomiędzy warunkami atmosferycznymi na zewnątrz a pomieszczeniem malarni oraz elektrostatycznego przywierania pomiędzy cząsteczkami farby.
Aby zapobiegać występowaniu problemów związanych z nadmiarem wody w procesie aplikacji farb proszkowych, należy zastosować się do kilku zasad jak poniżej:
- Pozwólmy dostarczonemu proszkowi przed napylaniem osiągnąć temperaturę pomieszczenia malarni. Najlepiej, gdy farba do aplikacji jest dostarczana z jednodniowym wyprzedzeniem (szczególnie w okresie jesienno-zimowym).
- Osuszajmy proszek, jeśli to konieczne, poprzez fluidyzację przed rozpoczęciem napylania. Pozwoli to na utrzymanie takich samych parametrów aplikacji dla świeżej farby i tej pozostającej w obiegu.
- Czyśćmy ściany kabiny proszkowej po zakończeniu operacji powlekania. Pozwoli to zmniejszyć przejmowanie wilgoci z powietrza przez cząstki proszku znajdującego się w obiegu.
- Przechowujmy farby proszkowe w suchym, przewiewnym pomieszczeniu, w stałej temperaturze zalecanej przez producenta.
- Zamykajmy skutecznie pojemniki, w których jest przetrzymywana farba proszkowa, kiedy nie jest wykorzystywana.
- Zwracajmy uwagę na możliwość przenoszenia wody do kabiny proszkowej na detalach i zawieszkach.
- Prowadźmy stały nadzór nad urządzeniami zasilającymi sprężonym powietrzem. Do aplikacji farb proszkowych wymagane jest czyste i dobrze osuszone powietrze.












