




Powlekając proszkowo z wykorzystaniem odzysku, istotne dla zapewnienia powtarzalności uzyskiwanych powłok jest zachowanie stałych parametrów aplikacji. Jest to możliwe jedynie, kiedy świeży proszek jest stale mieszany z proszkiem odzyskowym. Jest niezwykle istotne, żeby skład mieszaniny był stabilny i niezmienny w czasie. Jednocześnie musi on gwarantować możliwie maksymalny współczynnik osiadania proszku na pokrywanym elemencie. Właściwe proporcje powinny zostać określone doświadczalnie w warunkach panujących w danej malarni. Jako wielkość wyjściową można założyć mieszaninę pół na pół proszku świeżego i odzyskowego. Jeśli dla takich warunków współczynnik osiadania jest zadowalający, to należy je utrzymywać. W przypadku uzyskania wyników niezadowalających należy zwiększać stopniowo zawartość świeżego proszku w napylanej mieszaninie.
Granulacja proszku a systemy odzyskowe
Miejsce, w którym odbywa się aplikacja farb proszkowych, to nic innego jak ograniczona przestrzeń, takie duże pudło z otworami. Żeby można było to miejsce nazwać kabiną do malowania proszkowego, potrzebna jest wentylacja, pozwalająca na zatrzymanie napylanej farby wewnątrz i zachowanie bezpiecznych warunków powlekania. Mieszanina proszek-powietrze w odpowiedniej koncentracji ma własności wybuchowe. Dla optymalizacji procesu powlekania konieczne jest jeszcze wprowadzenie odzysku proszku. Pomimo wielu modernizacji konstrukcji urządzeń dla technologii malowania proszkowego na rynku niezmiennie od lat dominują dwa rozwiązania systemowe umożliwiające ponowne wykorzystanie farby nieosiadającej na pokrywanych powierzchniach i pozostającej w kabinie. Systemy filtrowe i systemy cyklonowe.
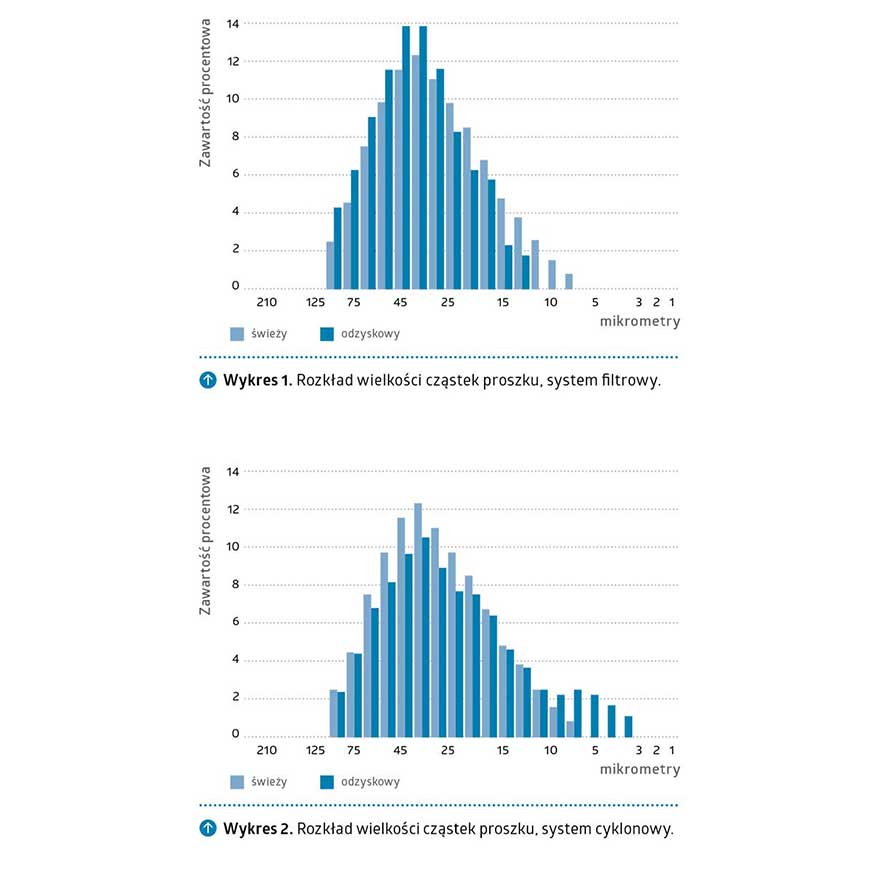
Systemy cyklonowe z zasady są bardziej skomplikowane, mniej stabilne i droższe w zakupie niż systemy filtrowe. W zamian uzyskujemy gotowość do pracy z odzyskiem, z wieloma kolorami/rodzajami farb przy różnym natężeniu zmian, w zależności od zaawansowania technicznego. W tym rozwiązaniu mamy do czynienia również z zespołem wentylatorów. Separacja tego, co ma być utylizowane od tego, co ma być użyte ponownie, odbywa się w cyklonie (stożkowej rurze pełniącej rolę separatora), gdzie zanieczyszczenia i drobne frakcje są oddzielane jako odpad. Przykładowe zmiany w granulacji proszku w systemach cyklonowych przedstawia wykres nr 2. Każde przejście przez cyklon jest nieobojętne dla tej części farby, która powraca do aplikacji jako proszek odzyskowy. Duża energia kinetyczna, tarcie o wewnętrzne ściany cyklonu, zderzenia z innymi cząstkami farby powodują, że średnia wielkość cząstek po każdym cyklu odzyskowym zmniejsza się. W odzysku mamy więc więcej drobnych frakcji. Przy ponownym przejściu system rozpozna tę część farby jako odpad i przekieruje do utylizacji. Nie dbając o optymalizację pierwszej aplikacji, czyli osiadanie świeżej farby w pierwszym napyleniu, szczególnie w systemach cyklonowych zwiększamy ilość proszku, który trafi do utylizacji, zamiast na powlekane powierzchnie. W tym przypadku jest chyba oczywiste, że drobne frakcje w kupowanym produkcie są niepożądaną zawartością. Ceną, jaką płacimy za większą uniwersalność cyklonowego odzysku farb proszkowych, jest mniejsza niż w systemach filtrowych efektywność wykorzystania materiału. Dlatego warto zwracać uwagę na granulację kupowanego produktu.












