





Tabela 2. Przykłady zastosowania farb poliestrowych energooszczędnych w poszczególnych branżach.
Jakość hybrydowej farby proszkowej, gruba struktura półmat
Specjalnie do zastosowań i wymagań w branży budowy maszyn stworzono farbę proszkową o typowej powierzchni grubej struktury, o różnej charakterystyce w zakresie stopnia połysku − półpołysk, która utwardza się od 10 min przy temp. 140°C (rys. 2, zdjęcie 2, tabela 3 i 4). W połączeniu z optycznie dostosowanym systemem farb mokrych o wysokiej zawartości części stałych (High Solid) lub farb wodorozcieńczalnych tworzą one farby systemowe we FreiLacke.

Rysunek 2. Okno polimeryzacji energooszczędnej, hybrydowej farby strukturalnej.

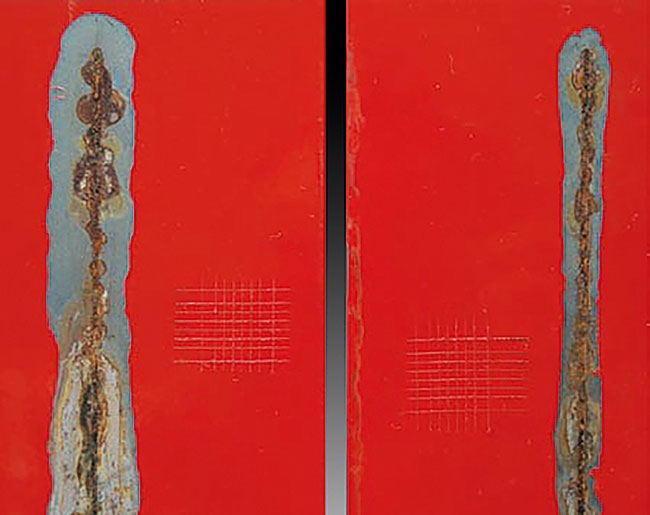
Tabela 3. Właściwości powłoki z energooszczędnej farby hybrydowej, wygrzewanej w 140°C i 160°C.

Tabela 4. Przykłady zastosowania farb hybrydowych, energooszczędnych w poszczególnych branżach.
Ograniczenia w zastosowaniu energooszczędnych farb proszkowych
Liczne zmiany koloru lub zmiany pomiędzy różnymi rodzajami farb proszkowych, np. w malarniach usługowych, prowadzą do tego, że ustawienia pieca lub prędkość linii muszą być na bieżąco dostosowywane do aktualnie używanej farby proszkowej.
Ważne, aby zawsze przestrzegać wymaganej temperatury wypalania farby proszkowej. Zbyt niska temperatura wypalania uniemożliwia uzyskanie odpowiednich właściwości powłoki, a tym samym powoduje powstanie wybrakowanego produktu lub generuje konieczność wykonywania poprawek. Z punktu widzenia oszczędności energii ciągłe zmiany ustawień pieca do polimeryzacji farb są nieefektywne i nieekonomiczne. Oznacza to, że korzyści płynące z wykorzystania energooszczędnych farb proszkowych mogą być niewystarczające.
Energooszczędne farby proszkowe są, w porównaniu z farbami proszkowymi o standardowych warunkach wypalania 180°C lub 200°C, mniej odporne na przepalenia. Mogą na tym ucierpieć w szczególności ochrona antykorozyjna i właściwości mechaniczne.
Kluczowymi komponentami używanymi do wytwarzania energooszczędnych farb proszkowych są żywice i utwardzacze. Produkowane dziś ilości są jednak nadal daleko nieporównywalne z ilościami standardowych farb proszkowych, co ma swój negatywny wpływ na ich cenę.







{kind=link}
{kind=link}