




Z punktu widzenia omawianego zagadnienia skupimy się na pierwszej głównej grupie komponentów organicznych tworzących bazę polimerową, czyli główny budulec powłoki. Stanowią one ponad 50% wagowych farby. Ze względu na rodzaj żywicy (żywic), rodzaju utwardzacza, zastosowanych katalizatorów i innych organicznych substancji pomocniczych wpływających na szybkość procesu sieciowania, można sterować temperaturą i czasem procesu polimeryzacji. W ten sposób można tworzyć farby proszkowe od standardowych do ultraniskotemperaturowych, dzielonych zgodnie z zakresem utwardzania nazywanego „curing window”. „Okno wypału” to nic innego, jak zestaw parametrów polimeryzacji określonych przez temperaturę w funkcji czasu (np. 180°C/10 min).
Najistotniejsze dla przyszłych właściwości fizykochemicznych oraz trwałości powłoki jest utrzymanie właściwej temperatury i czasu wygrzewania (por. tabela 1).
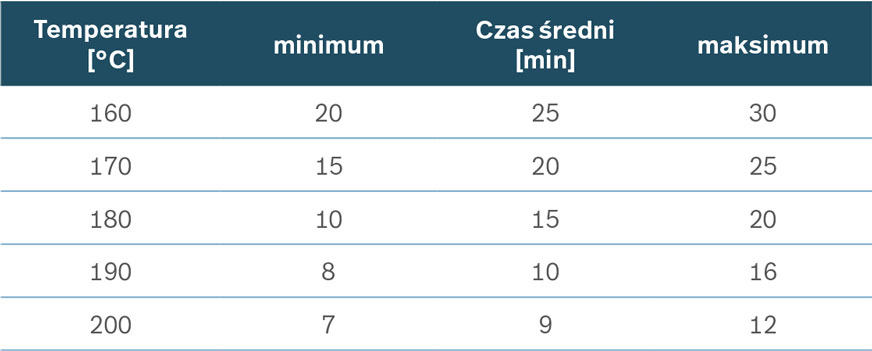
Tabela 1. Przykładowe „curing window” dla farb poliestrowych (standardowych)
W zależności od zakresu polimeryzacji, możemy wyróżnić farby standardowe, farby niskotemperaturowe, farby o pośrednim zakresie polimeryzacji pomiędzy obydwoma grupami oraz farby ultraniskotemperaturowe. Można zauważyć, że pewne zakresy polimeryzacji poszczególnych farb pokrywają się z innymi. Granica podziału jest zatem dość umowna (por. tabela 2).
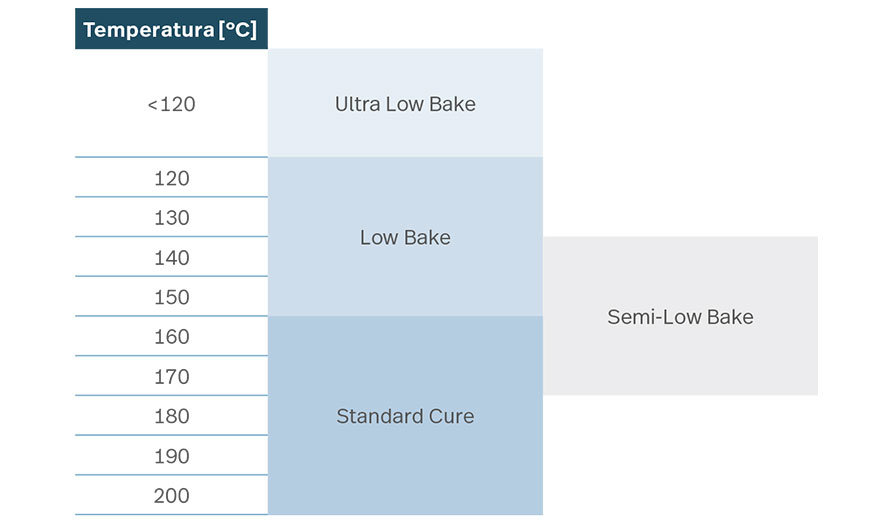
Tabela 2. Grupy farb wg zakresów temperatur wygrzewania
Farby niskotemperaturowe i… „niskotemperaturowe”
Rozpatrując zagadnienie farb niskotemperaturowych, tak naprawdę powinniśmy mówić o produktach o temperaturach polimeryzacji poniżej zakresu standardowej polimeryzacji żywic, czyli około 160°C. Natomiast sieciowanie to nie tylko temperatura, musi być ona określona w funkcji czasu. I tak prawdziwa farba niskotemperaturowa powinna utwardzać się w czasie zbliżonym do farb standardowych, tj. 10–15 minut. Aby to uzyskać, do farby wprowadza się odpowiednio dobrane katalizatory lub stosuje się specjalne żywice niskotemperaturowe (por. tabela 3).
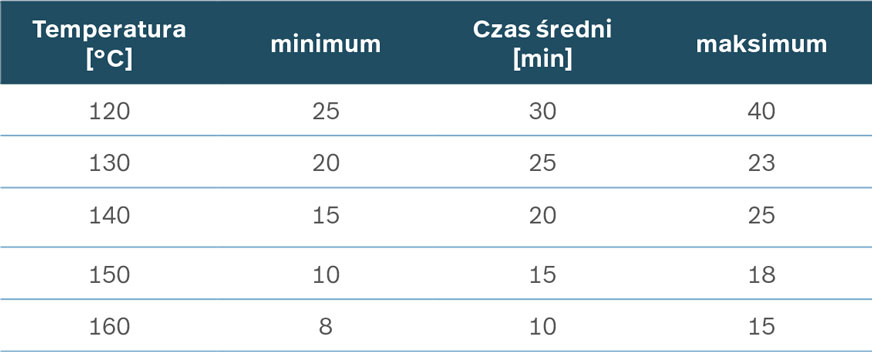
Tabela 3. Przykładowe „curing window” dla farby niskotemperaturowej
Farba „niskotemperaturowa” to taka, gdzie po obniżeniu temperatury zaleca się co najmniej dwa razy dłuższy czas polimeryzacji, czyli jest to tak naprawdę standardowa farba, ale w dolnym zakresie okna wypalania. Jest to jeden z mitów, a raczej wybieg niektórych dostawców, którzy oferują produkty standardowe jako semi-low bake lub low bake. Jako przykład − farba hybrydowa (epoksydowo-poliestrowa) o standardowym zakresie polimeryzacji 180°C/10−15 minut równie dobrze może być wygrzewana w 160°C przez 20−25 minut.
Czy stosowanie farby niskotemperaturowej jest proste i bezpieczne? Teoretycznie tak, ale jest niestety wiele ograniczeń, które koniecznie musimy brać pod uwagę. Zaczynając „od początku” – farby o niższym zakresie polimeryzacji są zdecydowanie wrażliwsze na warunki przechowywania, transportu oraz warunki aplikacji. Konieczne jest stosowanie transportu izotermami oraz klimatyzacji. W innym przypadku, na skutek oddziaływania temperatur zewnętrznych, farba ma tendencję do żelowania i tworzenia aglomeracji.
Innym problemem jest odpowiednie zastosowanie farby w stosunku do malowanych elementów. Z zasady farby niskotemperaturowe są wrażliwsze na przegrzanie niż farby standardowe. Dlatego stosowanie ich na elementach o bardzo dużej pojemności cieplnej wymaga odpowiedniego skonfigurowania procesu. Podobnie stosowanie farb niskotemperaturowych na wyrobach o niejednorodnej pojemności cieplnej, gdzie obok siebie występują elementy bardzo grube i bardzo cienkie, ma wiele ograniczeń. Nieodpowiednie dobranie farby do procesu i detalu może w konsekwencji prowadzić do lokalnego przegrzania lub niedogrzania powłoki, co w konsekwencji pogarsza trwałość i jakość systemu malarskiego.
Kolejnym zagadnieniem jest emisja gazów wytlewnych z farb o obniżonej temperaturze polimeryzacji. Można się domyślać, że wzbogacanie farby w dodatkowe komponenty organiczne, pozwalające na zastosowanie niższych warunków utwardzania, musi zwiększyć w pewnym stopniu emisję tzw. kondensatu. Jeżeli nałoży się to na inne warunki procesowe, takie jak np. powierzchnia malowania lub grubość powłoki trafiającej do pieca w określonej jednostce czasu, versus wymiana powietrza w komorze wypalania, mogą pojawić się inne problemy. Pierwszym, dość charakterystycznym dla powłok proszkowych, jest ilość osadów odkładających się w piecu, drugim mniej znanym – możliwość pogorszenia przyczepności w systemach malarskich wielowarstwowych.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}