




Zdjęcie 1. Zastosowanie osi U
Przyczyny i potencjalne rozwiązania
Firma EKO-BHL Sp. z o.o. od ponad 30 lat jest związana z technologią malowania proszkowego. Przedsiębiorstwo oferuje kompleksową obsługę lakierni proszkowych – dobór urządzeń oraz akcesoriów do malowania (ręczne aplikatory proszkowe Gema OptiFlex Pro oraz automatyczne kabiny lakiernicze Gema Magic Compact). Spółka jest dostawcą kompletnych malarni, zapewnia montaż, rozruch mechaniczny, rozruch technologiczny, szkolenie obsługi i nadzór technologiczny oraz przekazanie malarni do eksploatacji. Gwarantuje serwis urządzeń i szybką reakcję.
Wszyscy doświadczeni technolodzy i lakiernicy wiedzą, że posiadanie najlepszych urządzeń nie zastąpi wiedzy i doświadczenia. Z tego powodu firma EKO-BHL zajmuje się szkoleniem personelu lakierni z zakresu technologii malowania proszkowego, obsługi urządzeń do aplikacji marki Gema, optymalizacji procesu, farb proszkowych i przygotowania powierzchni. Dysponuje lakiernią przeznaczoną do szkoleń i prób lakierniczych.
Pierwszym krokiem gwarantującym sukces jest wybór odpowiedniej klasy urządzeń. Następnie konieczne jest ustalenie procedur do procesów zachodzących na produkcji oraz stworzenie systemu kontroli jakości. System kontroli powinien zawierać plan badań zgodny z procedurami zakładowymi, wymaganiami klienta, certyfikatami, m.in. Qualicoat, Qualisteelcoat lub GSB. Należy monitorować i badać zarówno metody produkcji, elementy pokrywane powłokami, jak i same powłoki. Najprostsze, ale bardzo ważne aspekty do sprawdzenia w lakierni:
- wizualna ocena – powłoka musi mieć równomierny kolor, połysk i dobrą zdolność krycia. Należy sprawdzić, czy nie ma wtrąceń lub innych widocznych zmian wizualnych;
- grubość powłoki – grubość powłoki zależy od wielu czynników, ale niezależnie od wartości nie powinna odbiegać od wartości referencyjnej. Najczęściej zawiera się w zakresie 60–140 µm;
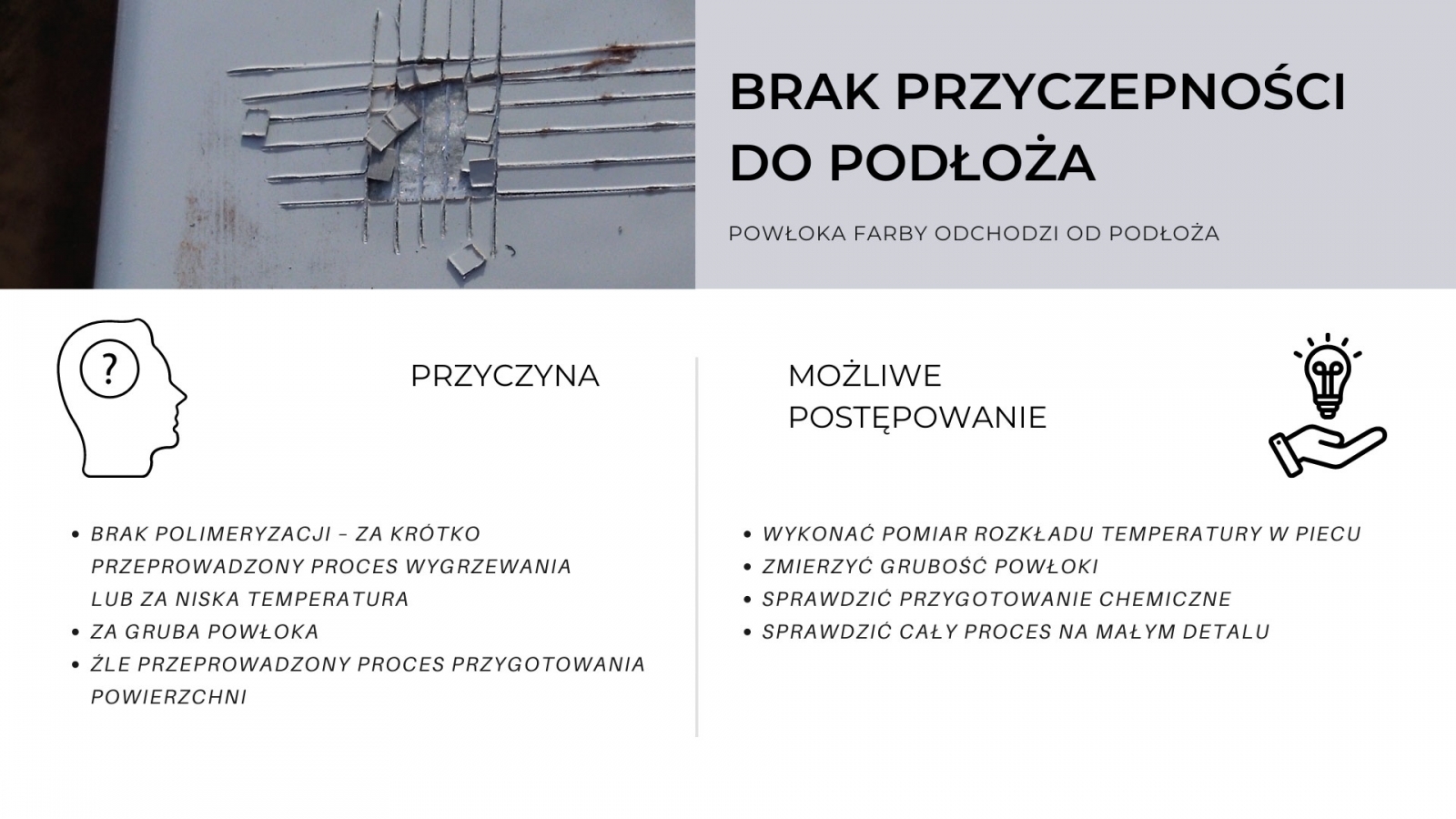
- przyczepność – przyczepność powłoki proszkowej jest najważniejszym czynnikiem, ponieważ determinuje odporność korozyjną. Bada się ją np. za pomocą metody siatki nacięć lub tzw. badaniem odrywowym, tzw. pull-of.
Analiza grubości, jak i przyczepności powłoki jest stosunkowo łatwa do oceny. Używa się do tego specjalnych mierników i odczytuje konkretną wartość. Problemem natomiast są wady powłok, które nie tylko, że nie wyglądają estetycznie, ale także skracają odporność korozyjną oferowanego produktu. Artykuł ten odnosi się właśnie do oceny wad gotowej powłoki powstałej z farb proszkowych.
Wady powłoki:
- rybie oczy,
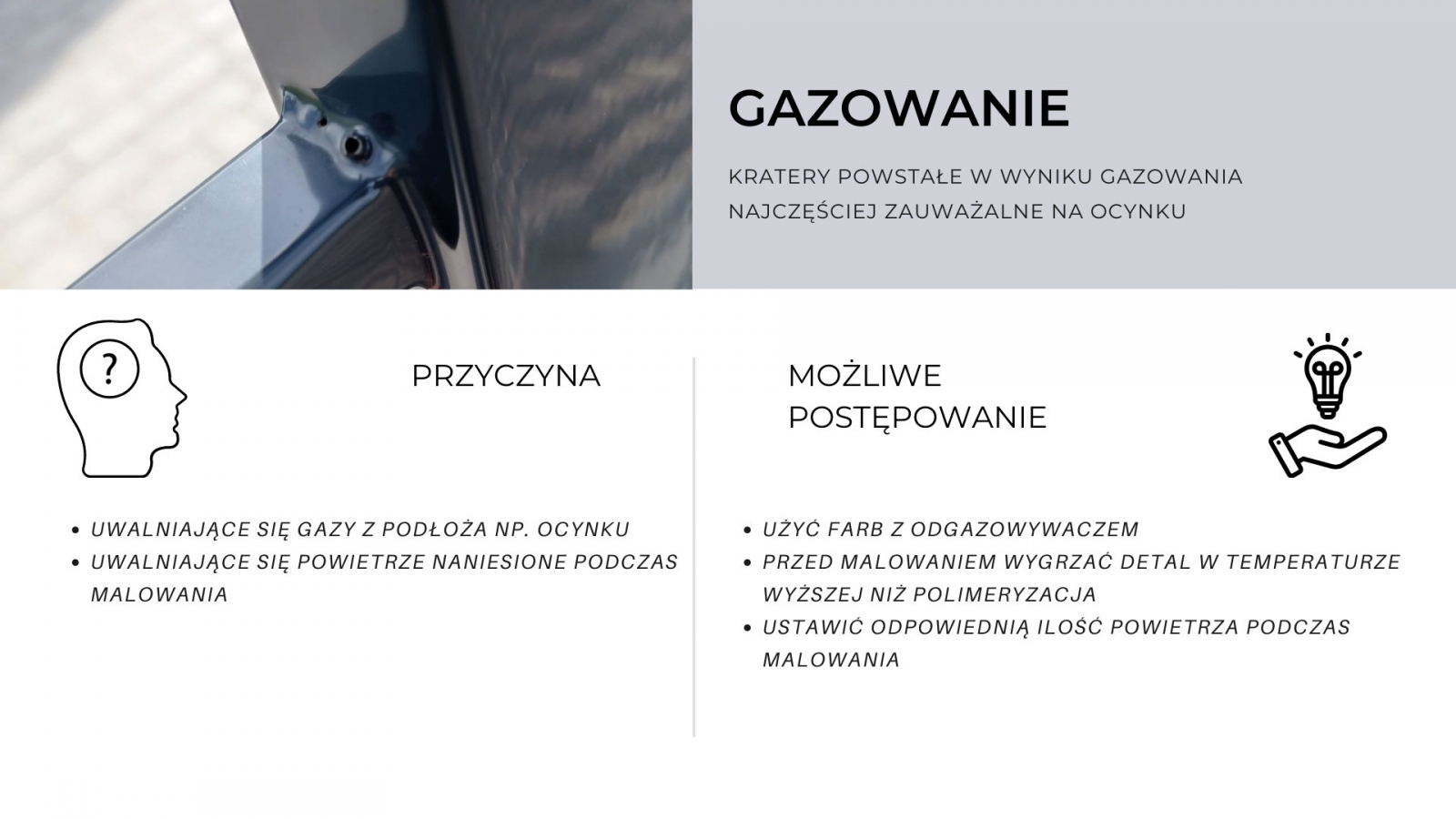
- gazowanie,
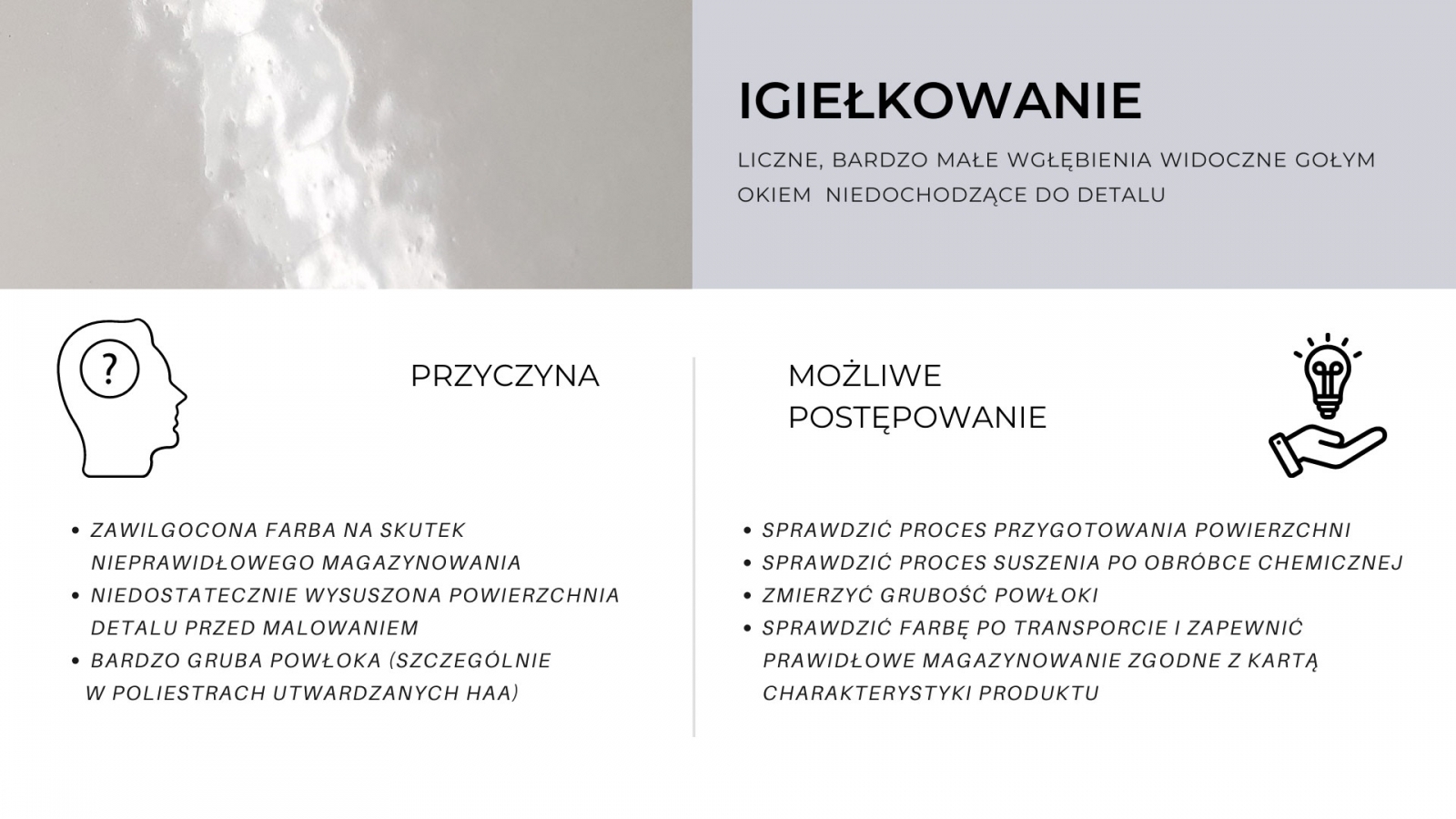
- igiełkowanie,
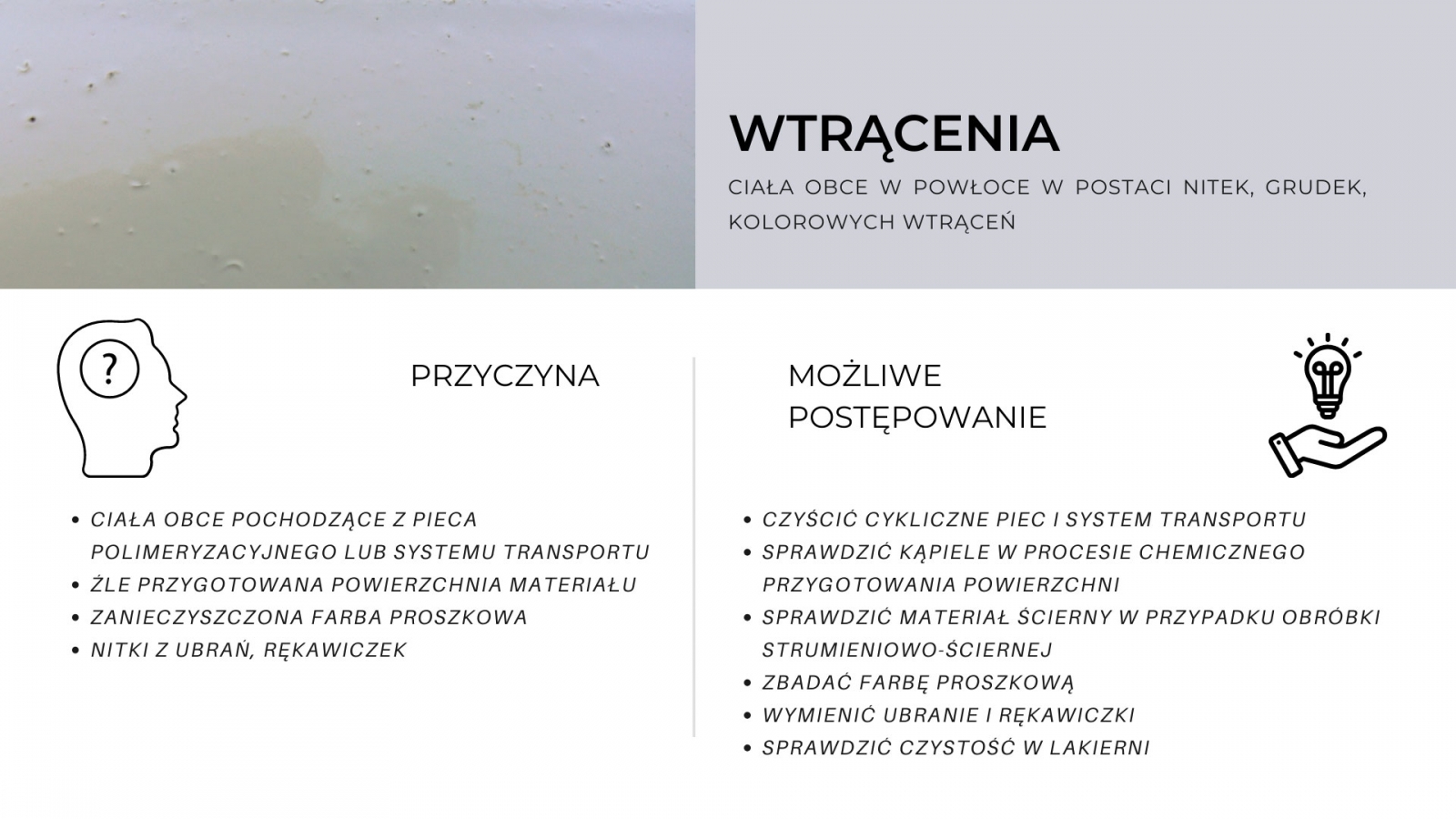
- wtrącenia,
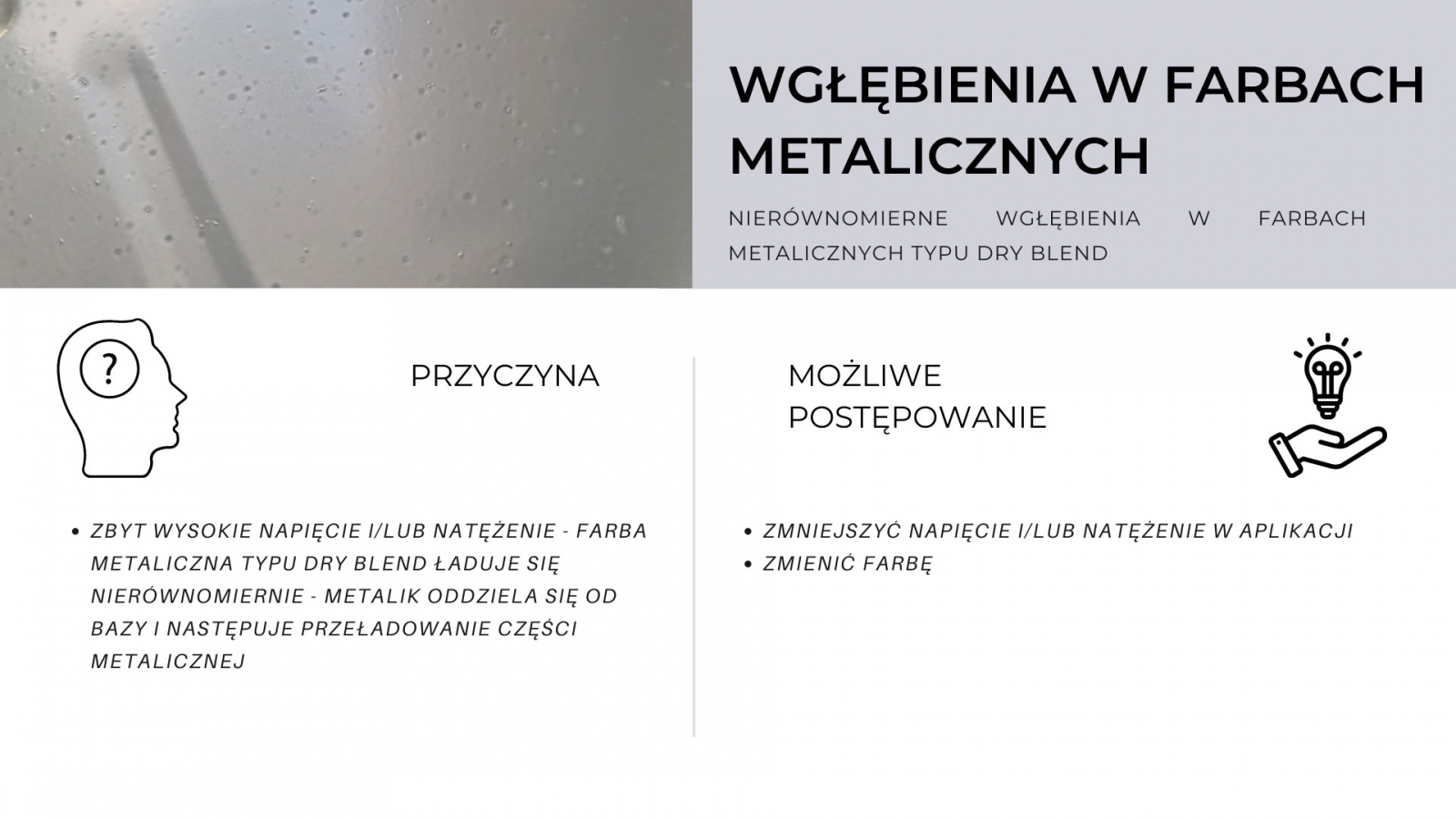
- wgłębienia w farbach metalicznych,
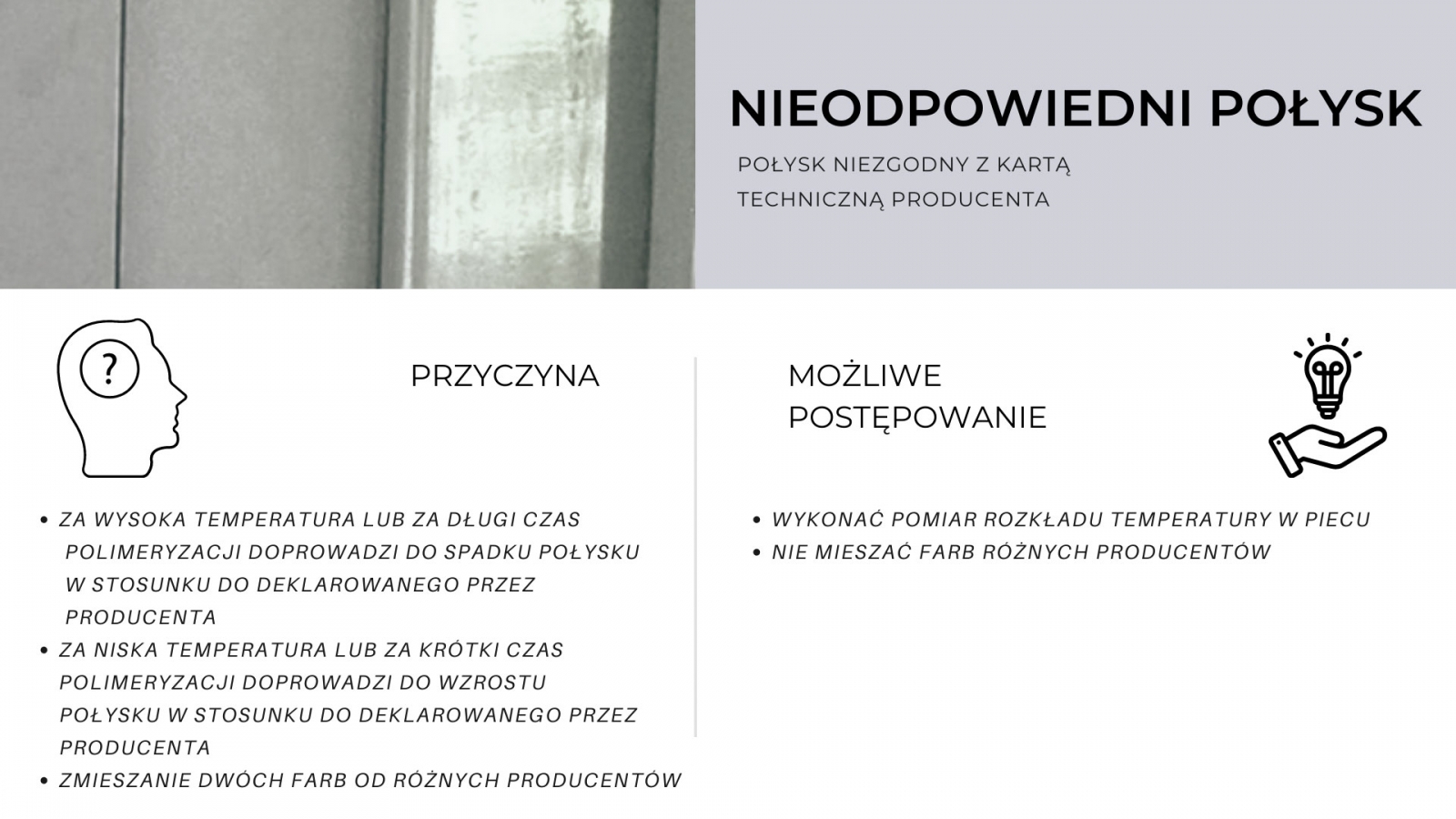
- nieodpowiedni połysk powłoki,
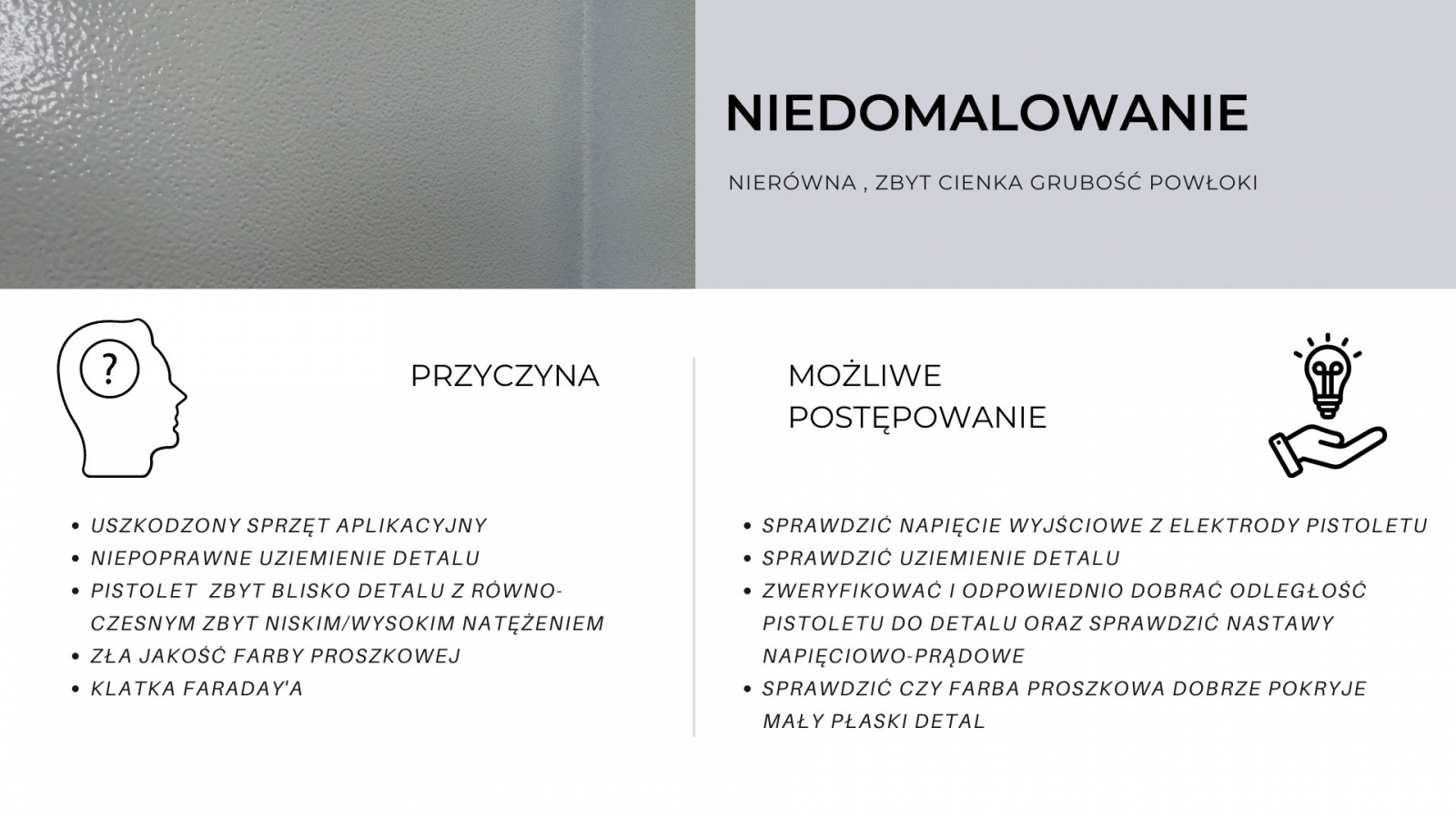
- niedomalowanie,
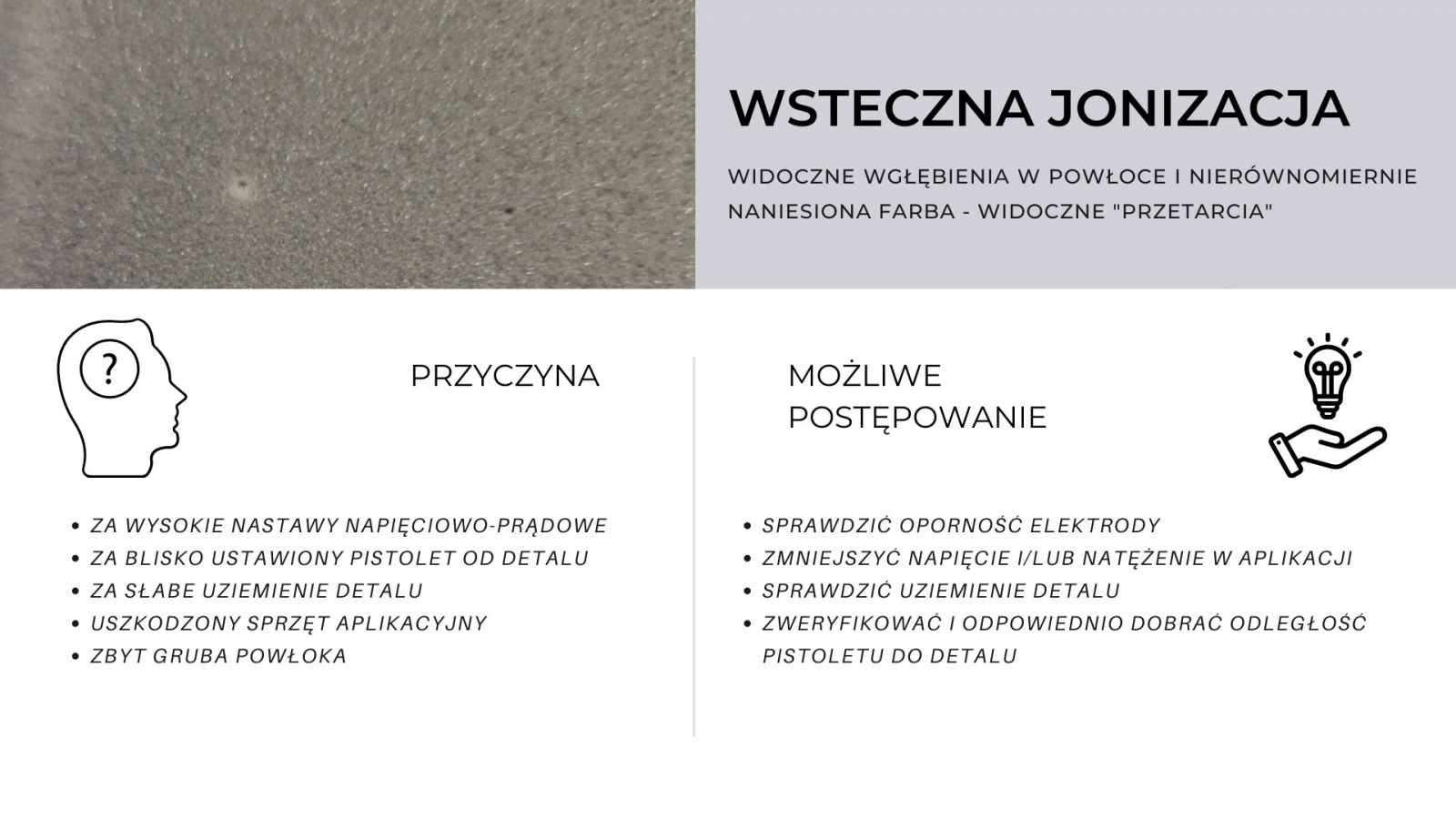
- wsteczna jonizacja,
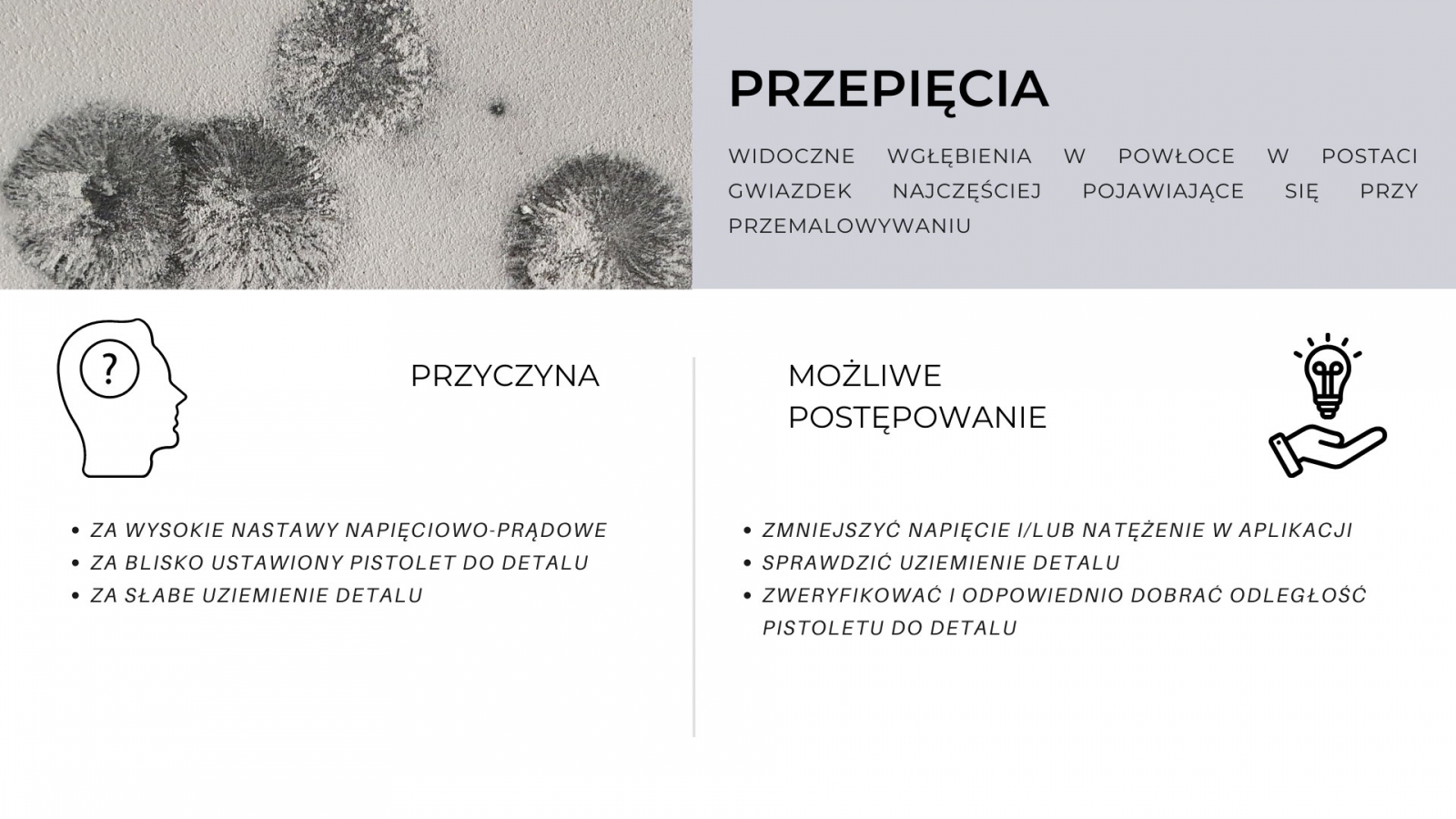
- przepięcia,
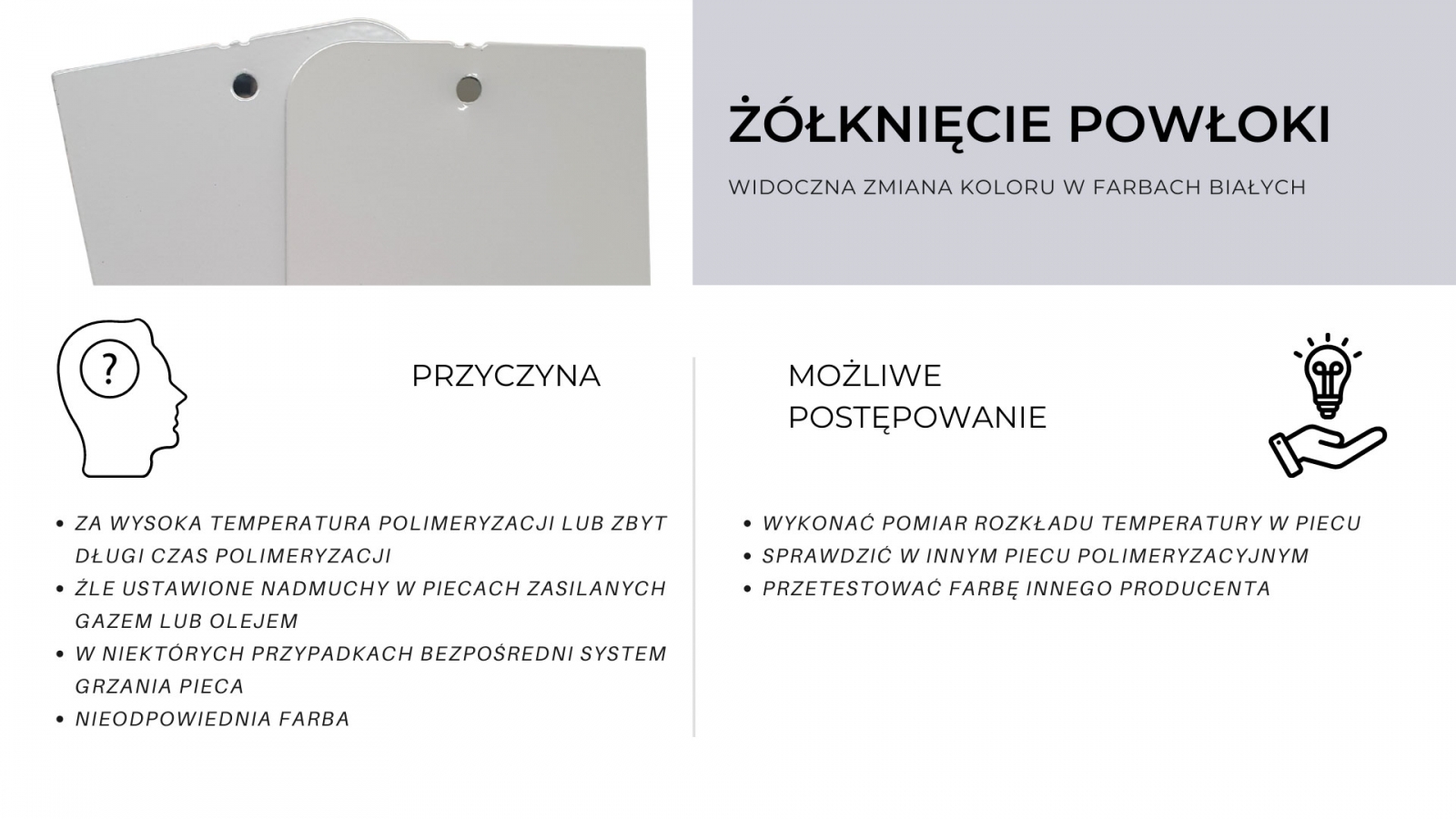
- żółknięcie powłoki,
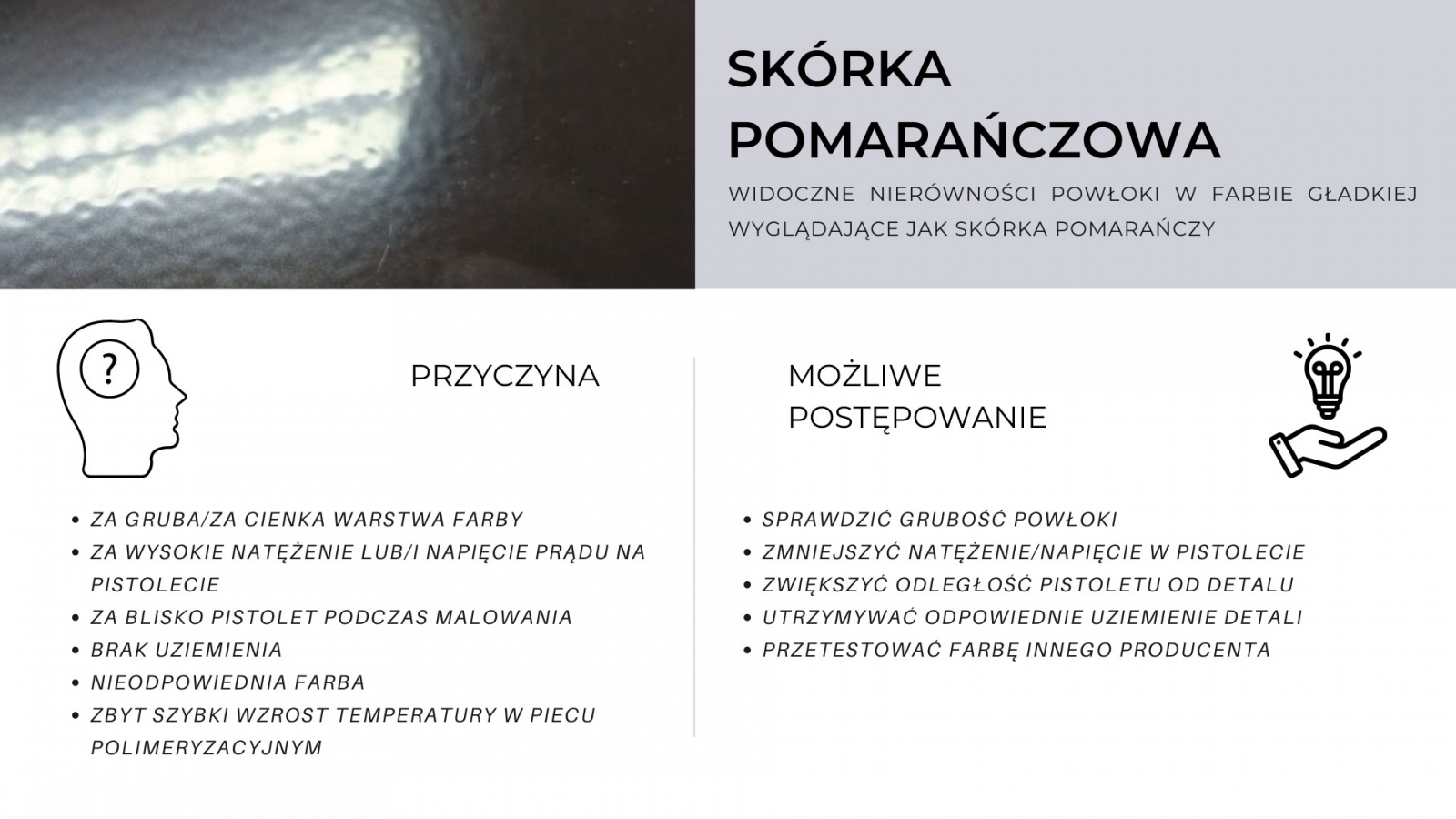
- skórka pomarańczowa,
- brak przyczepności do podłoża,
- zacieki,
- efekt ramki.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}