




Powlekanie proszkowe od podstaw
Początki elektrostatycznego powlekania farbami proszkowymi w formie znanej nam obecnie to pierwsza połowa lat 60. XX wieku. Wygląda na to, że od tego czasu pojawiły się na świecie i już dorosły trzy pokolenia entuzjastów tej ekologicznej technologii. Pomimo znacznych zmian w budowie urządzeń aplikacyjnych wykorzystujących coraz bardziej dostępne zaawansowane rozwiązania automatyki, podstawy powlekania proszkowego pozostają niezmienne. Dlatego też, raz na jakiś czas, przypomnienie podstawowych pojęć procesu powlekania może zainteresować kolejną grupę młodych adeptów malowania proszkowego, a starszym pozwoli ugruntować wiedzę zdobywaną na co dzień podczas pracy.
Powlekanie farbami proszkowymi
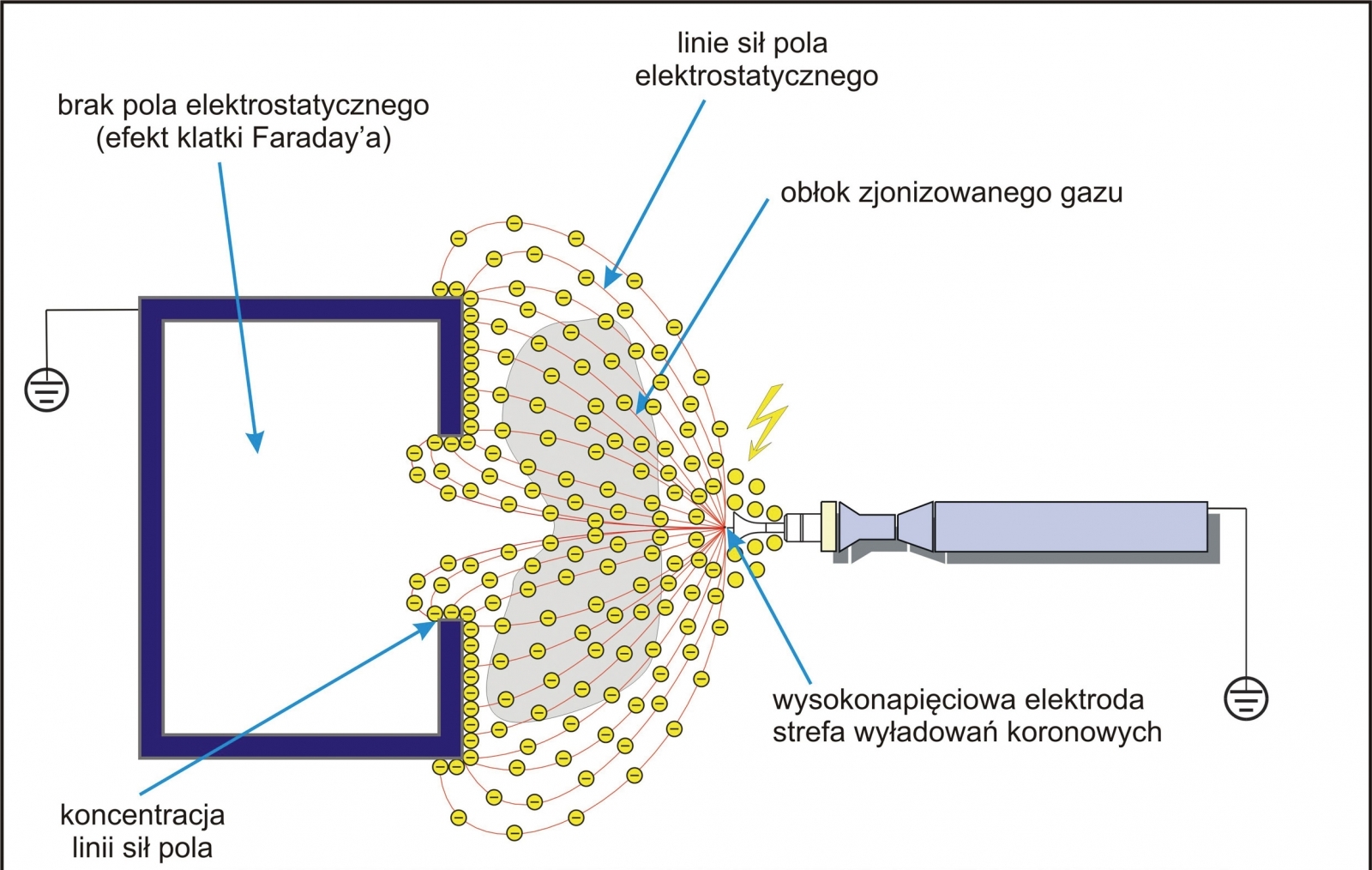
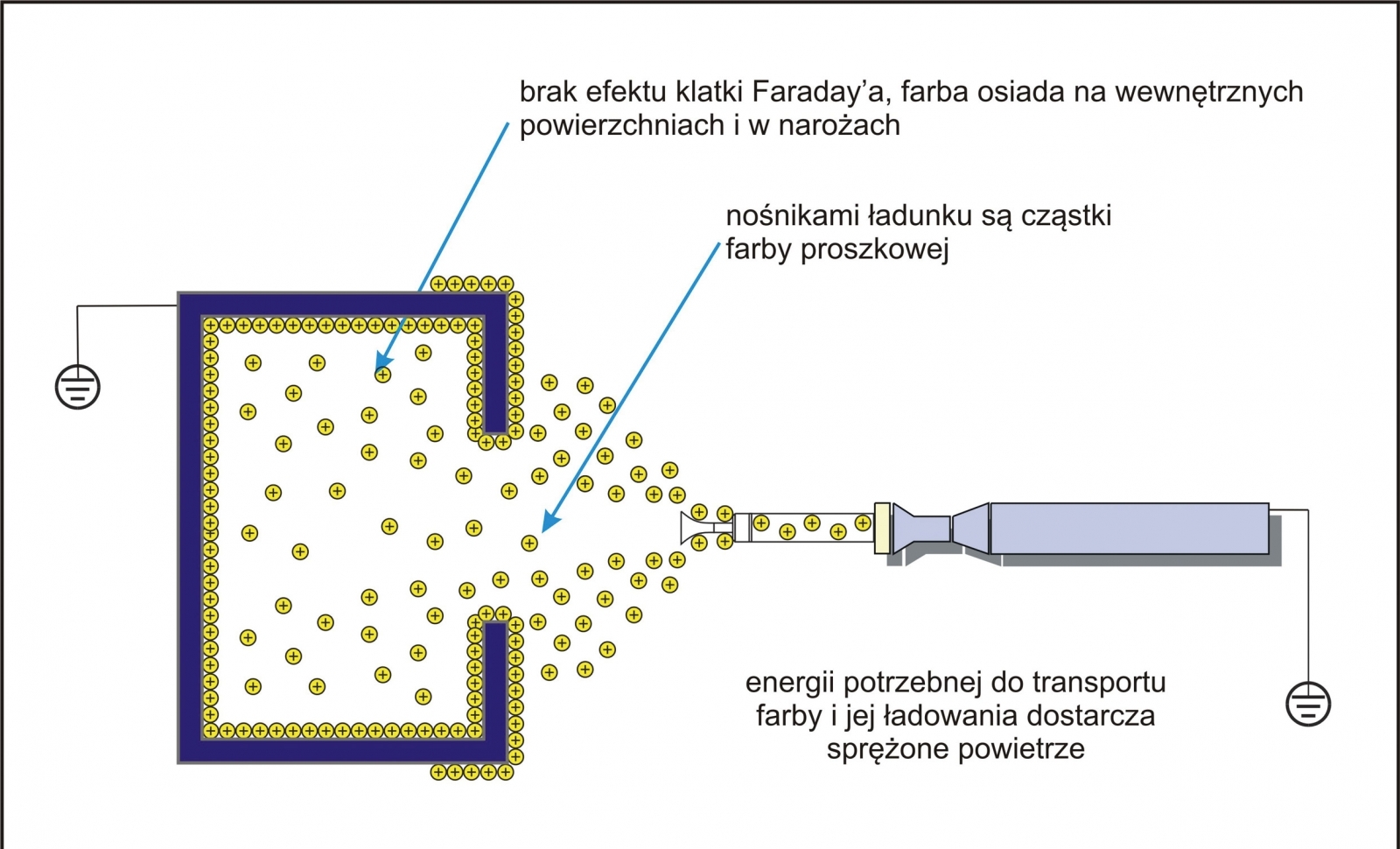
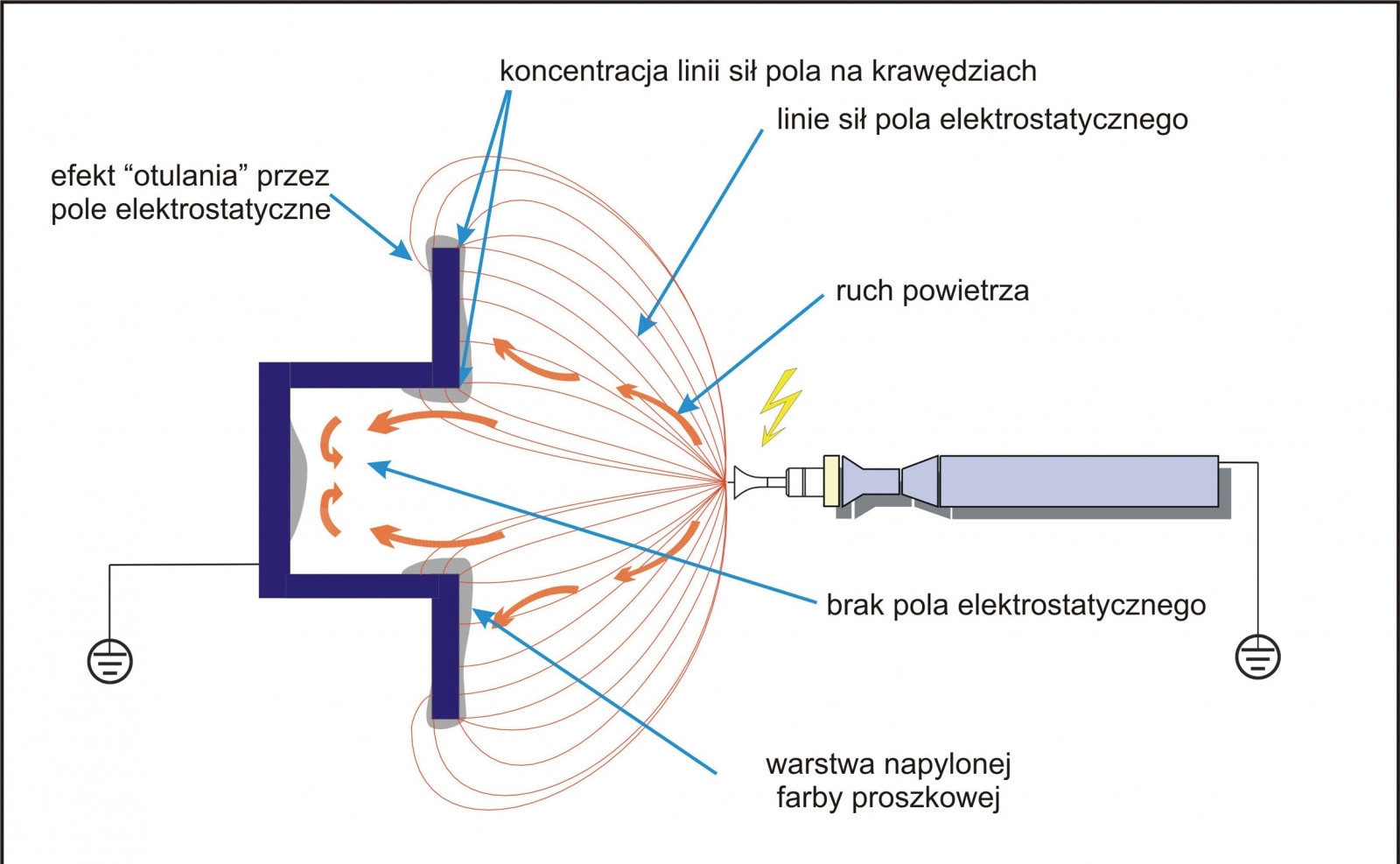
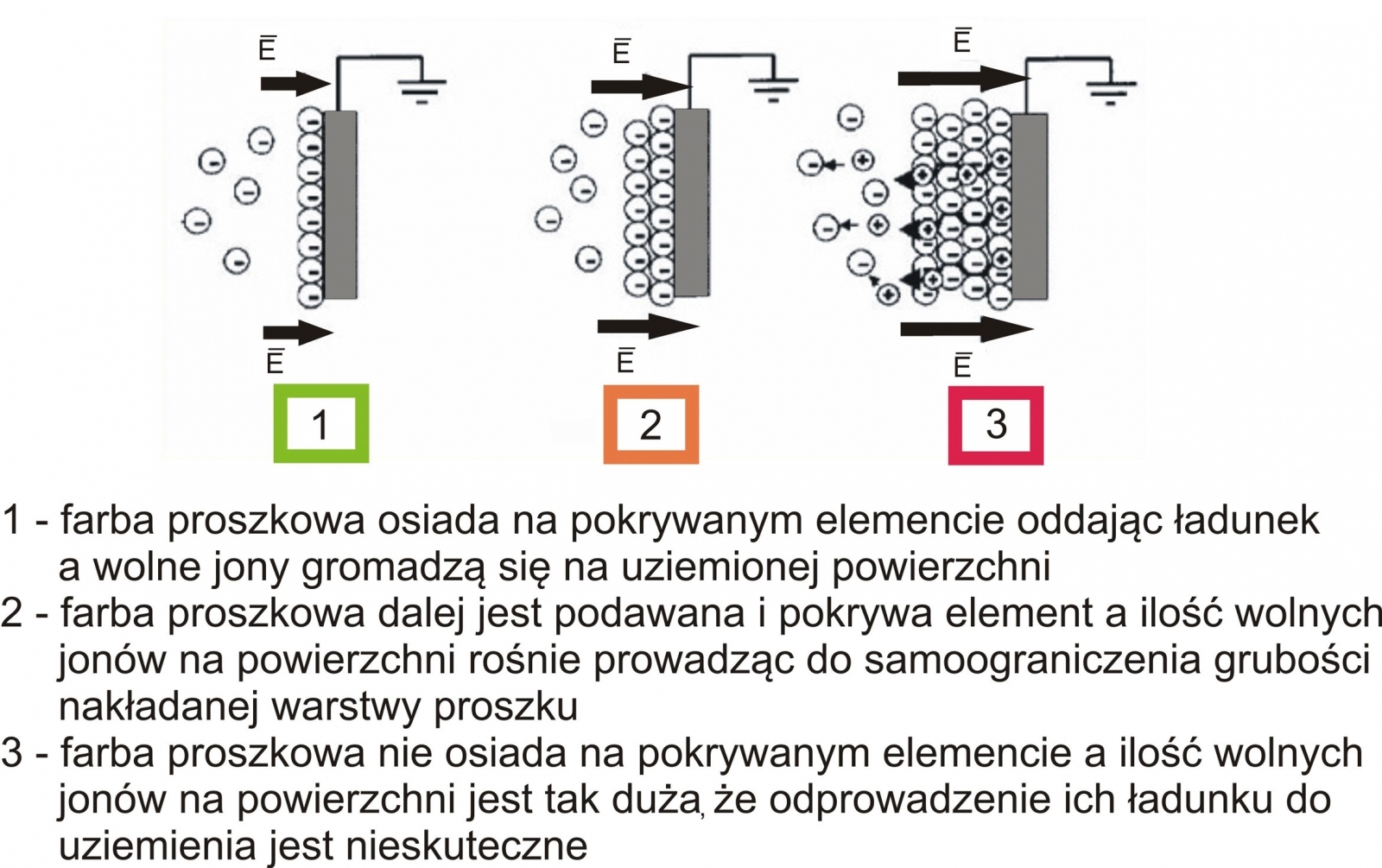
Technologia powlekania elektrostatycznego farbami proszkowymi (niezależnie od stopnia zaawansowania technicznego) wymaga kilku niezbędnych czynników, bez których proces byłby niemożliwy. Po pierwsze, cząstki napylanego proszku muszą wykazywać własności dielektryczne pozwalające im na magazynowanie ładunków elektrycznych. Używane do malowania urządzenia aplikacyjne są odpowiedzialne za dostarczenie wymaganej ilości energii umożliwiającej napylanie/transport farby z zasobnika na pokrywany element oraz migrację ładunków elektrycznych. Powlekana powierzchnia musi wykazywać własności pozwalające na odprowadzanie ładunków elektrycznych, kierowanych potem do uziemienia, którego jakość/skuteczność ma decydujący wpływ na prawidłowy przebieg procesu powlekania. Najczęściej powlekanie proszkowe jest wykorzystywane do pokrywania metali, czyli materiałów będących doskonałymi przewodnikami. Można powlekać również inne materiały uznawane jako nieprzewodzące lub trudno przewodzące, takie jak wyroby szklane i ceramiczne, tworzywa sztuczne, drewno i materiały drewnopochodne. Prócz oczywistej przeszkody, jaką może być w takich przypadkach wymagana temperatura utwardzania powłoki, należy również opracować sposób odprowadzenia ładunków elektrostatycznych z powlekanej powierzchni do uziemienia. Przez lata wypracowano kilka rozwiązań umożliwiających skuteczne odprowadzanie ładunków podczas powlekania materiałów trudno przewodzących. Coraz szersza jest również paleta powłok dostosowanych do powlekania wrażliwych termicznie podłoży. Proces aplikacji farb proszkowych od czasu pierwszych zastosowań tej technologii do dzisiaj jest wspomagany przede wszystkim przez pole elektrostatyczne generowane wysokim napięciem, wytwarzane pomiędzy urządzeniem aplikacyjnym a powlekanym elementem. Obecność takiego pola umożliwia i wspomaga transport naładowanych elektrycznie cząstek farby, poprawiając efektywność procesu, czyli zwiększając ilość proszku osiadającego na powlekanej powierzchni w stosunku do całej ilości proszku napylanego. Pole elektrostatyczne wprowadza jednak pewne ograniczenia aplikacji związane z efektem klatki Faradaya. To zjawisko fizyczne, wpływając bezpośrednio na kształt linii sił pola elektrostatycznego, utrudnia transport i osiadanie cząstek farby w zagłębieniach i wewnętrznych przestrzeniach powlekanych elementów o trójwymiarowo rozwiniętej strukturze. Sposobem na uniknięcie wystąpienia efektu klatki Faradaya jest aplikacja farb proszkowych z pominięciem wykorzystywania pola elektrostatycznego, popularnie określana metodą TRIBO. Tak realizowane powlekanie jest możliwe dzięki zastosowaniu w aplikatorach materiałów konstrukcyjnych pozwalających na separację ładunków elektrycznych – najczęściej jest to PTFE, znany szeroko pod handlową nazwą Teflon. To rozwiązanie czerpie całą energię potrzebną do dostarczenia farbie proszkowej ładunku elektrostatycznego oraz do jej transportu na powlekaną powierzchnię od sprężonego powietrza. Cząstki farby, w wyniku tarcia o siebie i ściany wewnętrzne urządzenia aplikacyjnego, uzyskują ładunek niezbędny do przywarcia i utrzymania się na powlekanej powierzchni.













{kind=link}
{kind=link}
{kind=link}
{kind=link}