




W nowym centrum proszkowym przygotowanie proszku, podawanie i dozowanie jest zintegrowane ze sobą. Możliwość pracy z dwoma kartonami farby rozsądnie zmniejsza czas wymiany opakowania. Dodatkowy zysk czasu na sam proces powlekania zwiększa produktywność.
Optymalne przygotowanie proszku jest podstawą
Pompa inżektorowa jest często krytykowana ze względu na spadek wydajności po kilku tygodniach, który jest spowodowany wewnętrznym wytarciem zwężki Venturiego. Dostępne na rynku rozwiązania wykorzystujące pompy membranowe oferują lepszą wydajność w rozumieniu długoterminowym, jednak przy zdecydowanie bardziej skomplikowanej budowie. Należy pamiętać, że prosta konstrukcja inżektora pozwala na łatwy przegląd, który kiedy jest przeprowadzany regularnie, zapewnia dobre i powtarzalne wyniki powlekania.
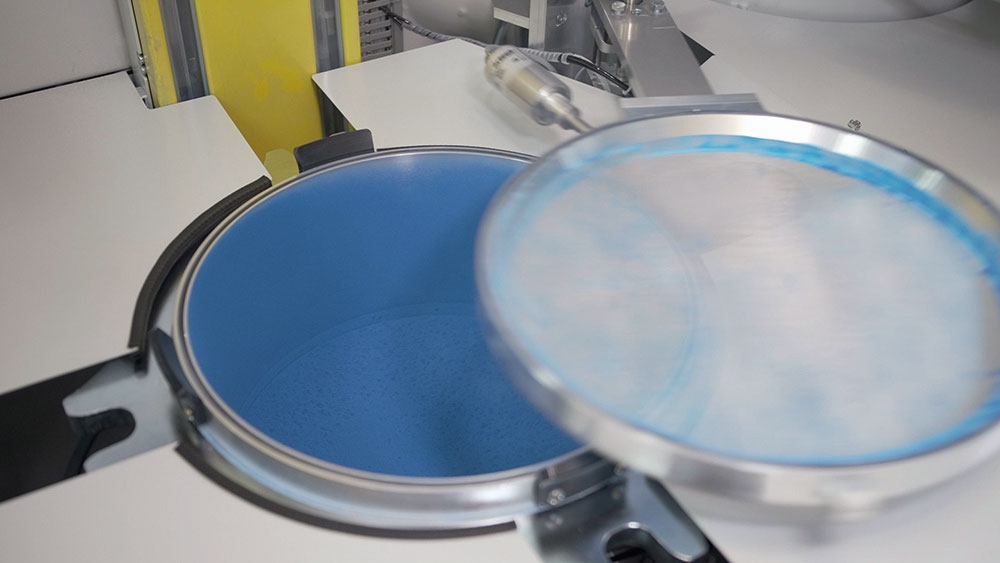
Zintegrowany System Proszkowy nie wykorzystuje ani pomp, ani inżektorów. Termin Smart Feeding Technology (SFT) oznacza sprytną technologię podawania proszku i składa się z kilku jednostek funkcjonalnych, które są odpowiedzialne za optymalne przygotowanie i przenoszenie proszku wewnątrz zintegrowanego systemu lakierniczego. Farba świeża oraz obiegowa są wprowadzane do szczelnego zbiornika za sprawą systemu „miękkiego” przepływu bez użycia energii kinetycznej. W zbiorniku znajduje się sito ultradźwiękowe oraz kilka czujników poziomu, dzięki czemu ilość proszku może być indywidualnie korygowana.
Długoterminowa stabilność procesu oraz precyzyjne podawanie farby
Kiedy w konwencjonalnych kuchniach farb powietrze fluidyzujące jest kierowane na zewnątrz układu, prowadzi to do strat w proszku oraz zwiększa zapylenie, jednak w IPS jest wykorzystywane do wytworzenia ciśnienia w zbiorniku. Krótko mówiąc, energia zostaje wykorzystana dwojako. Delikatne nadciśnienie powoduje, że nie trzeba już wytwarzać siły ssącej do transferu proszku, tak jak w inżektorze czy pompie.
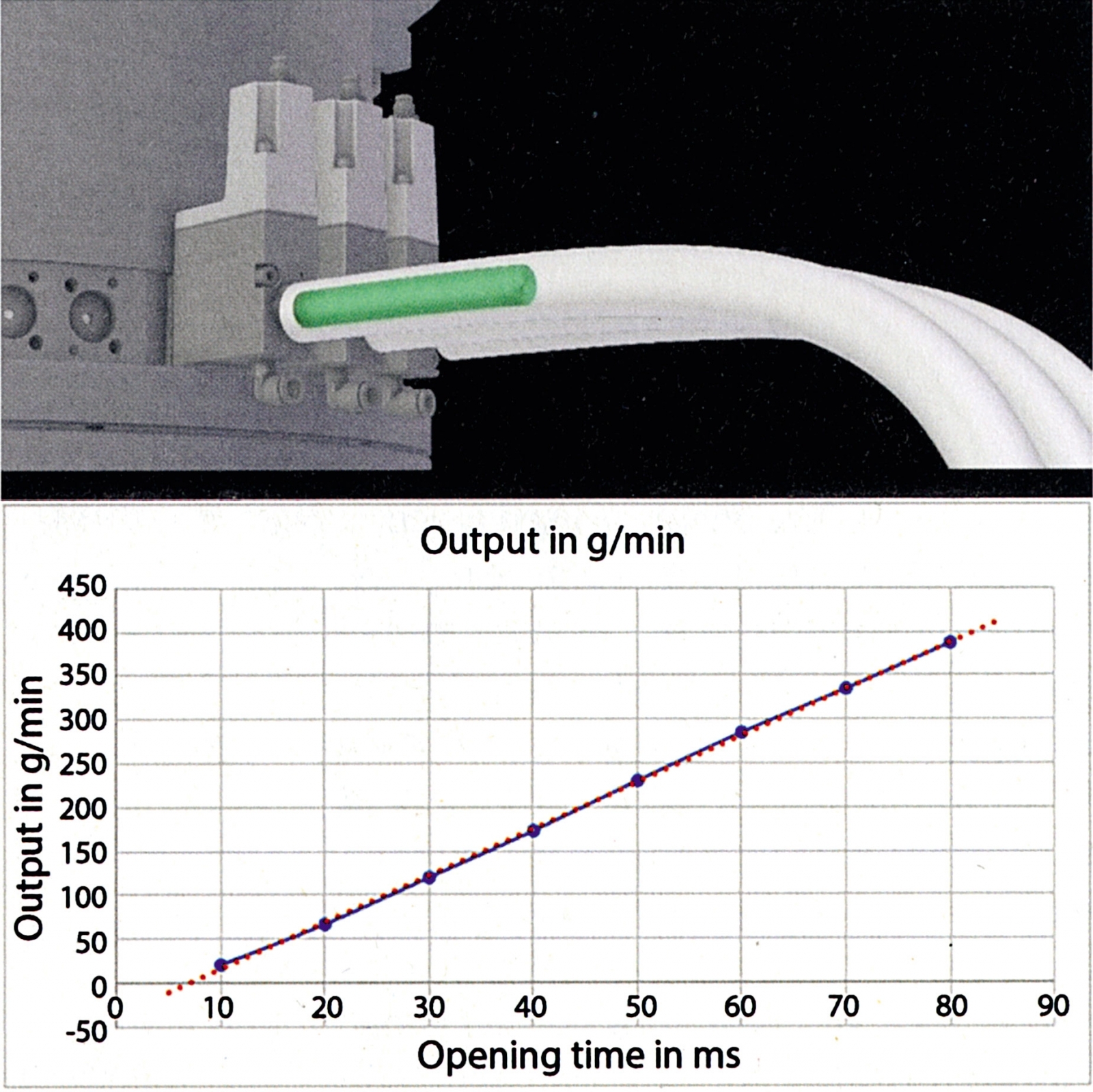
Technologia SFT pracuje ekstremalnie precyzyjnie i daje długoterminową powtarzalność w odróżnieniu od inżektora. Zawór dozujący ma bardzo prostą budowę i potrzebuje znacznie mniej przeglądów niż pompy membranowe.













{kind=link}
{kind=link}
{kind=link}