




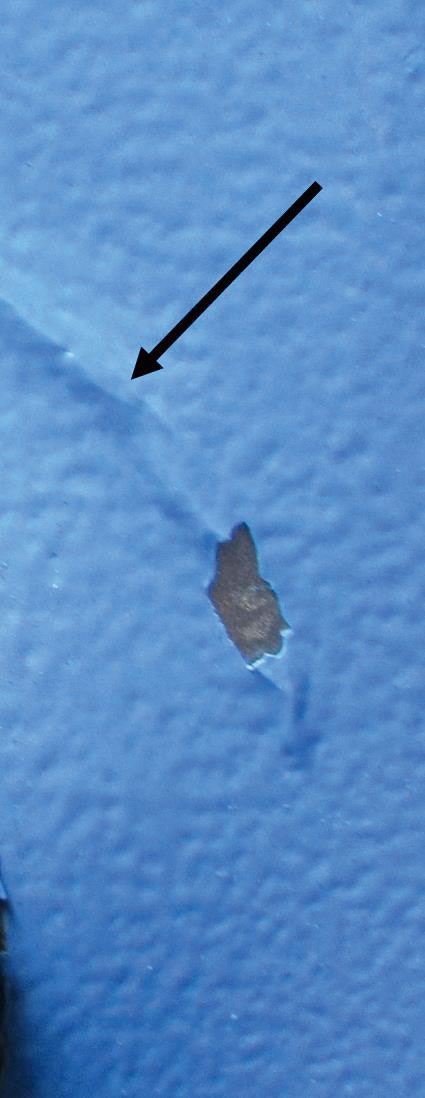
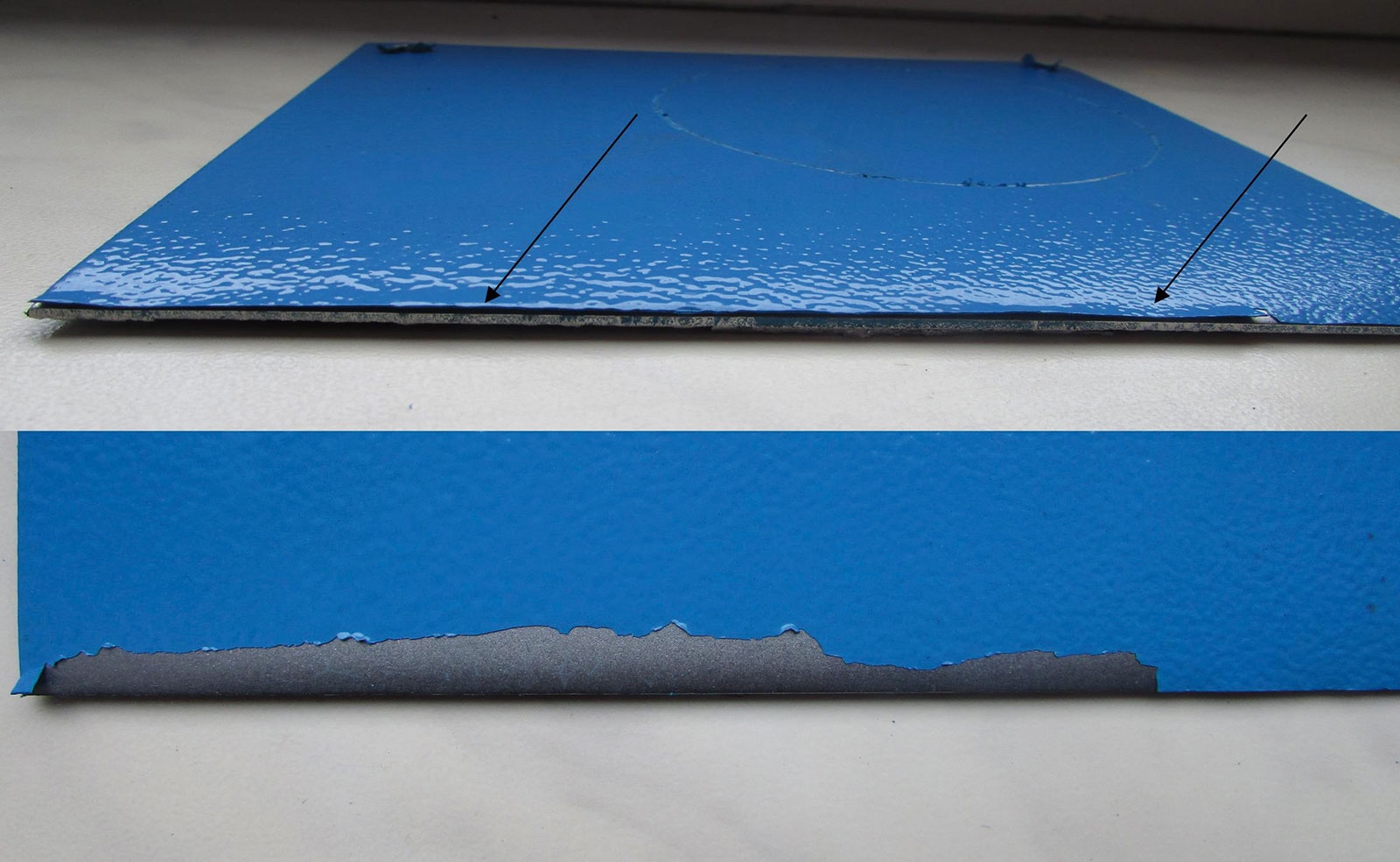
Rys. 1. Zdeformowany element pomalowany farbą proszkową; strzałki wskazują miejsca, gdzie: powłoka „odkleiła się” od blachy (jeśli w ogóle przylegała do niej) i skorodowane obszary świadczące o występowaniu wilgoci pomiędzy blachą a powłoką.
Problemy z odpowiednim przygotowaniem do malowania
Jak powszechnie wiadomo, uzyskanie powłoki lakierniczej zgodnej z technologią, dokumentacją/normami i ustaleniami pomiędzy stronami umowy poza szeregiem czynników wiąże się również z właściwym przygotowaniem powierzchni pod malowanie proszkowe.
Kwestia poprawnego odtłuszczenia – oczyszczenia detalu z zanieczyszczeń jest niezwykle istotna, ponieważ, oprócz przylegania powłoki do materiału, decyduje także o ewentualnych reklamacjach, a tym samym stratach (napraw w okresie gwarancyjnym lub w skrajnych przypadkach konieczności wymiany detali na nowe, nie mówiąc już o karach umownych). To negatywnie wpływa na wizerunek konkretnej firmy w porównaniu do innych producentów/zakładów usługowych.
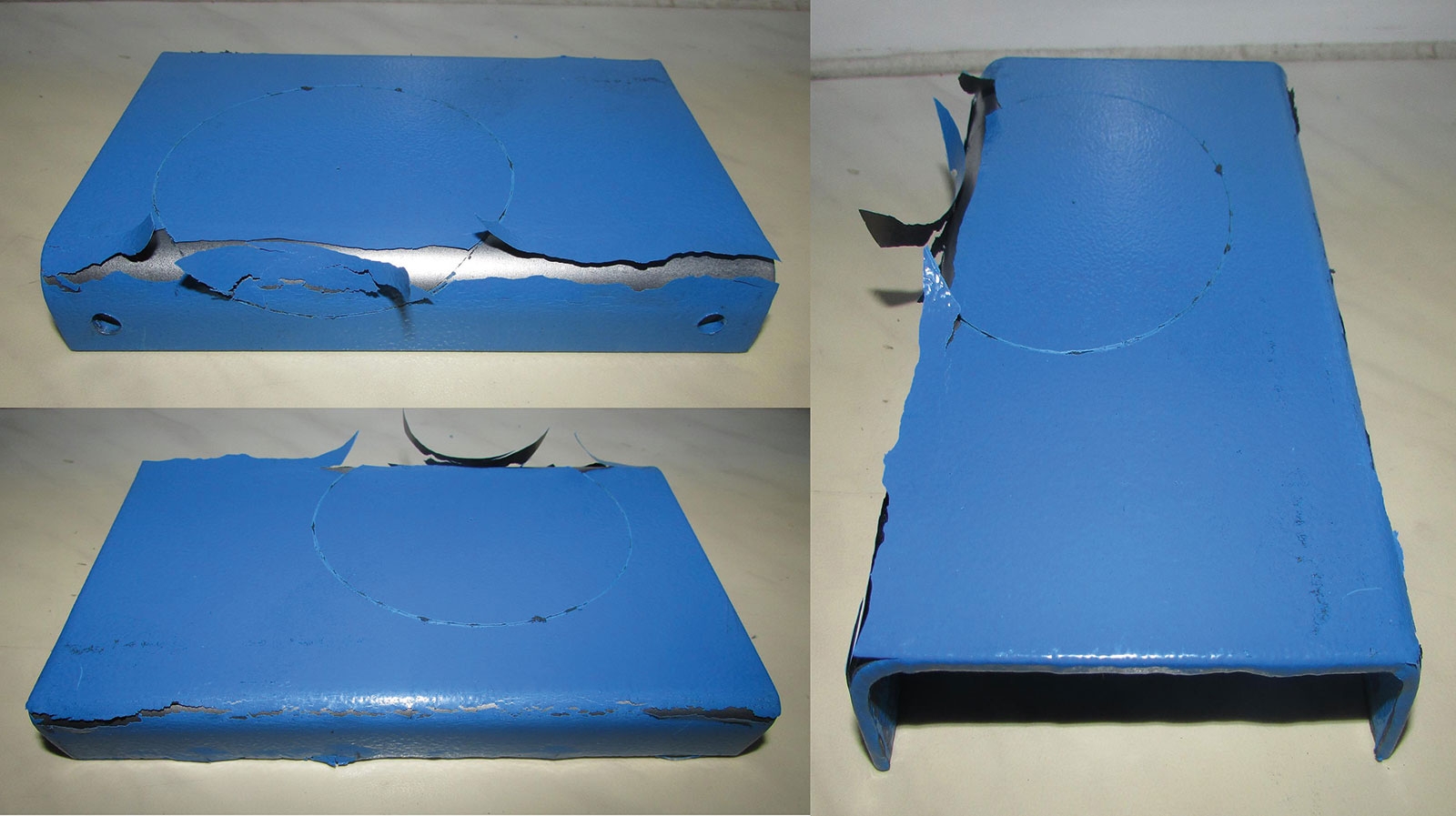
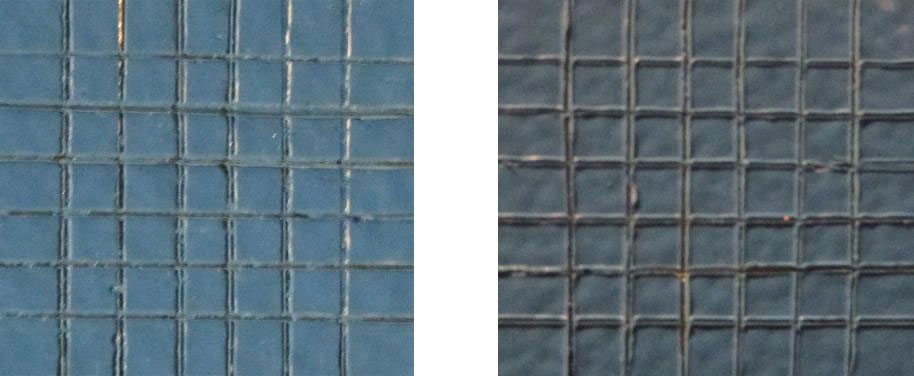
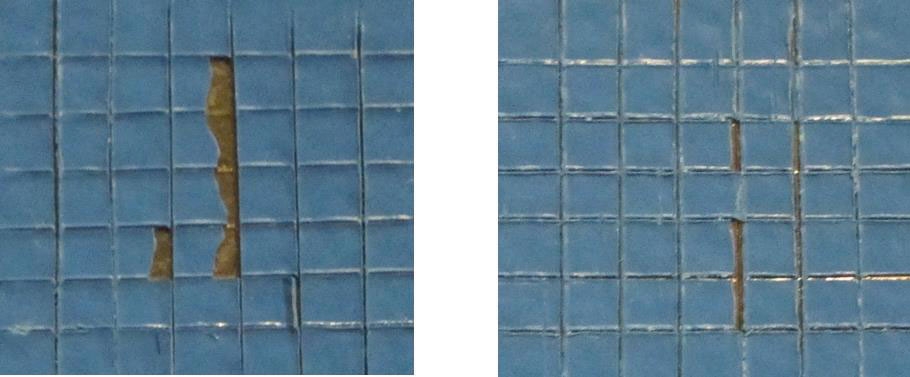
W materiale zostanie zobrazowany wygląd odpadającej warstwy lakieru, co spowodowane jest nieodpowiednim podejściem do odtłuszczania. Zaprezentowane na fotografiach elementy były oczyszczane ręcznie (pamiętając o ochronie dłoni i dróg oddechowych). W takiej sytuacji wiele zależy nie tylko od kompetencji i doświadczenia osoby wykonującej tę czynność, ale również od kilku innych kwestii: m.in. jej wzroku, predyspozycji do pracy w konkretnym dniu, zaangażowania, sumienności, a także zastosowania odpowiedniego czyściwa do zmywania czy częstotliwości jego wymiany. Można do nich doliczyć również stopień zanieczyszczenia i rodzaj powierzchni, chropowatość czy wreszcie wykorzystanie właściwej substancji/cieczy odtłuszczającej/zmywającej.
Czasem może zdarzyć się, że z różnych względów elementy są malowane tylko z zewnątrz, co determinuje do zachowania szczególnej ostrożności w trakcie przenoszenia/wieszania detali już bezpośrednio przed malowaniem. Okazuje się, że będąc nieostrożnym podczas dotknięcia tyłu/wnętrza elementu, które nie będzie malowane (nie zostało zatem odtłuszczone), można zanieczyścić/zatłuścić stronę zewnętrzną.
Mówiąc o czyściwie mamy na myśli np. ręczniki bawełniane, celulozowe czy po prostu materiał pochodzenia „ubraniowego”, tzw. czyste szmaty – oczywiście tylko bawełniane, które często są stosowane w przemyśle. Należy tutaj zaznaczyć, że różnego rodzaju mixy (bawełna+poliester itp.), które też można spotkać, często nie pozwalają na właściwe usunięcie zanieczyszczenia z konkretnego obszaru. Materiał nie chce wchłaniać, a także rozmazuje wokół zanieczyszczenia, tworząc smugi, które mogą być widoczne (pojawiają się prześwity) w przypadku zbyt cienkiego napylenia proszku. Istotna jest częsta wymiana czyściwa, uzależniona oczywiście od stopnia zabrudzenia.
Myśląc o rodzaju powierzchni, chodzi głównie o stopień chropowatości i rodzaj materiału. Im detal gładszy, tym mniejsze może być przyleganie farby do powierzchni.
Wspominając o środkach odtłuszczających trzeba mieć na uwadze, że nie wszystkie rodzaje zanieczyszczeń dobrze usunie się (odtłuści powierzchnię) jednym uniwersalnym środkiem.
Przed doborem substancji odtłuszczającej warto przeanalizować konkretny element pod względem kształtu i wielkości (m.in. dostępności do zakamarków), jak również w jakich warunkach będzie później pracował (agresywność środowiska). Może się okaże, że dla zapewnienia lepszej ochrony antykorozyjnej lub polepszenia przyczepności powłoki trzeba będzie skorzystać z innych preparatów.
W celu uzyskania lepszych rezultatów odtłuszczająco-antykorozyjnych stosować można wiele substancji fosforujących, które poprawiają nie tylko przyczepność napylanych farb, ale również pozytywnie wpływają na własności mechaniczne.
O konieczności tego typu zabiegów może świadczyć szeroka gama środków/zmywaczy przeznaczonych do oczyszczania konkretnych materiałów i grup zanieczyszczeń.
Aby zobrazować kwestię właściwego/niewłaściwego przygotowania powierzchni do malowania poprzez odtłuszczanie ręczne, wykonano kilka amatorskich testów. Jako podłoże wybrano oryginalnie zaolejoną blachę z gatunku DC01 o grubości 1 mm i blachę z gatunku S235 JRG2 o grubości 3 mm. Na pierwszy rzut oka (namacalnie) widać, że są bardzo zbliżone jeśli chodzi o chropowatość tych materiałów, co potwierdziło badanie.
Należy wspomnieć, że blacha konstrukcyjna jest pokryta cienką warstwą tlenków, ale z racji mocnego „sprzężenia” z podłożem nie będzie usuwana z powierzchni (sprawdzono zatem, jak wspomniana warstwa może wpłynąć na powłokę farby).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}