



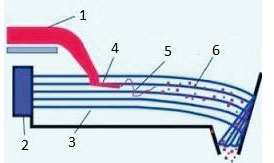
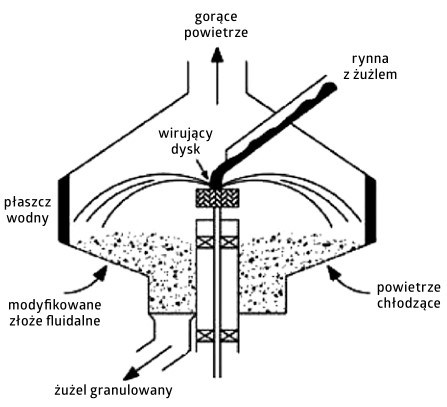
![Proces granulowania ciekłego żużla wielkopiecowego przy użyciu sprężonego powietrza [16].](https://www.lakiernictwo.net/img/artykuly/2736_jak-powstaje-zuzel-i-scierniwa-zuzlowe_1.jpg)
Proces granulowania ciekłego żużla wielkopiecowego przy użyciu sprężonego powietrza [16].
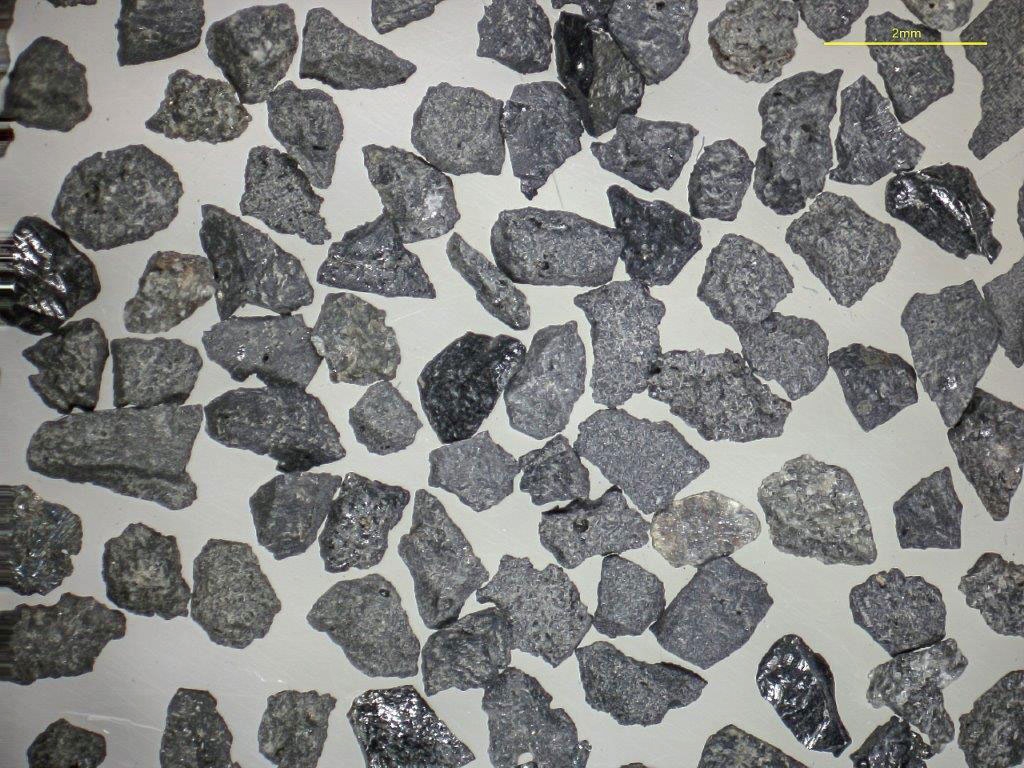
Ścierniwa żużlowe stosowane we współczesnej obróbce strumieniowo-ściernej. Część I
Spośród wielu procesów obróbki strumieniowo-ściernej znaczną pozycję zajmują obróbki przeprowadzane na wolnym powietrzu lub obróbki dużych przedmiotów i konstrukcji niemieszczących się w standardowych komorach śrutowniczych (m.in. mosty, zbiorniki, części lub kadłuby statków).
Są one przeprowadzane w procesach pneumatycznej obróbki z otwartym obiegiem ścierniwa. Są to najczęściej obróbki mające na celu oczyszczenie skorodowanych elementów stalowych celem przygotowania ich powierzchni do nakładania materiałów ochronnych lub oczyszczenie takich elementów i konstrukcji ze zniszczonych powłok lakierowych przed ich ponownym pokryciem nową powłoką ochronną. Warunki terenowe przeprowadzania takich obróbek uniemożliwiają zawracanie ścierniwa. Jest ono zatem używane jednorazowo. Przez długi czas w tej roli używany był piasek kwarcowy. Wysoka zawartość wolnej krzemionki w piasku kwarcowym i jego bardzo szkodliwe oddziaływanie na organizm obsługi instalacji obróbki strumieniowo-ściernej było powodem wprowadzenia zakazu stosowania suchego piasku kwarcowego w tej obróbce. Zakaz ten został wprowadzony w wielu krajach na świecie, w tym w Polsce rozporządzeniem ministra gospodarki, pracy i polityki socjalnej z dnia 14 stycznia 2004 r. Naturalne było więc poszukiwanie tanich ścierniw, które nie mając wady piasku kwarcowego, będą odpowiednie do realizacji obróbek wykonywanych dotychczas przy jego użyciu. Stosowanie ścierniw wielokrotnego użytku, z oczywistych względów, nie było uzasadnione, bo warunki przeprowadzania obróbek terenowych uniemożliwiają zawracanie ścierniwa do kolejnych cykli obróbki. Trwałe i drogie ścierniwa po jednokrotnym uderzeniu o obrabianą powierzchnię tracą w niewielkim stopniu swoje zdolności obróbkowe i mogą być wielokrotnie zawracane do obróbki. Potraktowanie ścierniwa „zdolnego” do dalszej pracy obróbki jako odpadu poobróbkowego jest ekonomicznie nieuzasadnione.
- mineralne materiały ścierne pochodzenia naturalnego (oliwin, granat, staurolit, hematyt),
- szkło mielone,
- produkty uboczne i odpadowe powstające w procesach hutniczych wytapiania różnych metali oraz powstające podczas spalania węgla w energetyce.
Na brak ekonomicznego uzasadnienia stosowania w obróbce z otwartym obiegiem ścierniwa trwałych ścierniw, takich jak na przykład ścierniwo elektrokorundu czy śrut staliwny, wskazują dane zawarte na rys. 1. Te trwałe ścierniwa są wielokrotnie droższe od ścierniw żużlowych oraz ścierniw mineralnych pochodzenia naturalnego. Ich jednorazowe wykorzystanie w obróbce strumieniowo-ściernej zwiększyłoby niepotrzebnie koszty takiej obróbki.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}