




Grubość odparowanej warstwy wierzchniej (głębokość ablacji) zależy od:
- parametrów materiału: optycznych – głębokości absorpcji promieniowania lasera; termicznych – współczynnika przewodzenia ciepła, współczynnika dyfuzji temperatury i ciepła parowania;
- parametrów wiązki laserowej: długości fali promieniowania lasera (występuje silna zależność współczynnika absorpcji materiału od długości fali), gęstości energii i czasu trwania impulsu laserowego.
Dla odpowiednich zastosowań warstwy wierzchniej materiału powinny być znane parametry:
- materiału: współczynnik przewodzenia ciepła, ciepło właściwe, moduł sprężystości, granica plastyczności, współczynnik rozszerzalności cieplnej, zależność temperatury topnienia od ciśnienia, współczynnik absorpcji (odbicia) promieniowania lasera i wiele innych;
- lasera: długość fali promieniowania laserowego, moc (w impulsie lub średnia związana z częstotliwością repetycji impulsów), kąt rozbieżności wiązki laserowej oraz czas trwania impulsu, rozkład gęstości energii w przekroju poprzecznym wiązki laserowej;
- geometrii oświetlenia obrabianego materiału (wymiary plamki laserowej);
- metody obróbki otaczającego ośrodka: atmosfera gazu obojętnego (np. hel), reaktywnego (np. azot pod zadanym ciśnieniem) lub w próżni.
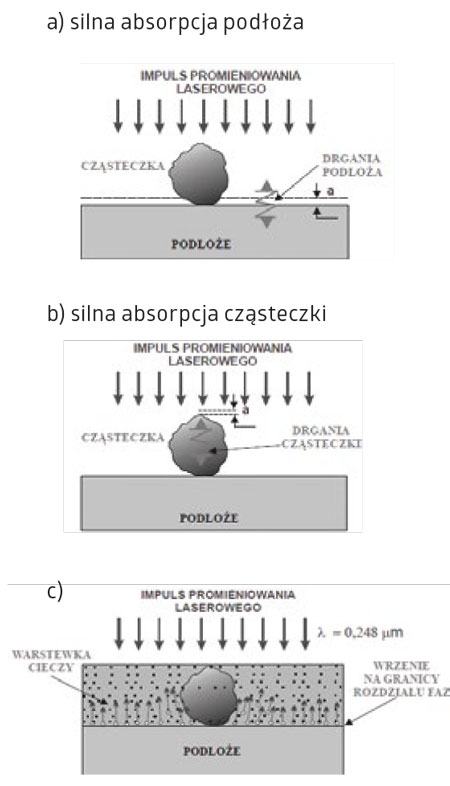
Przy czyszczeniu suchym można wyróżnić dwa skrajne przypadki: w pierwszym dobiera się długość fali silnie absorbowaną tylko przez podłoże (rys. 1a), w drugim promieniowanie laserowe jest silnie absorbowane jedynie przez cząsteczkę. Oba przypadki zilustrowano na rys. 1. W pierwszym przypadku zjawisko odrywania cząsteczki wyjaśnia się gwałtownym wzrostem grubości podłoża spowodowanym jego termicznym rozszerzeniem w wyniku absorpcji padającego promieniowania (zmiana środka masy). Mimo iż przyrost grubości podłoża może być bardzo mały, poniżej mikrometra, to zachodzi on tak szybko, że odpowiadające mu przyśpieszenie może osiągnąć wartość nawet rzędu 107g. Ogromne przyspieszenie usuwania cząsteczek zanieczyszczeń z powierzchni można również uzyskać w przypadku silnej absorpcji promieniowania przez samą cząsteczkę.
Do usunięcia ściśle przylegających warstw wymagana jest ablacja laserowa osiągana poprzez szok termiczny, topnienie i odparowanie. Tak usunąć można tlenki, rdzę, cienkie warstwy podkładu i inne warstwy organiczne/nieorganiczne.
Lasery można grupować wg ich różnych cech, jak np. typu rezonatora, układu pompującego, ośrodka wzmacniającego lub rodzaju pracy. Z punktu widzenia rezonatora można mówić o laserach z rezonatorem stabilnym lub niestabilnym, liniowym lub pierścieniowym.
Układy pompowania (wzbudzania ośrodka optycznie czynnego) mogą wykorzystywać przepływ prądu, naświetlanie fotonami, reakcje chemiczne. Lasery mogą być o działaniu ciągłym lub impulsowym.
Najczęściej stosowanym i najbardziej ogólnym kryterium podziału laserów jest stan skupienia ośrodków optycznie czynnych i ze względu na to wyróżniamy lasery stałe (kryształ lub szkło, jako osnowa), półprzewodnikowe (złączowe), cieczowe (barwnikowe), gazowe (atomowe, jonowe, molekularne). Najpopularniejszymi stosowanymi do ablacji są lasery CO2, Nd: YAG i excimerowe.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}