




Chropowacenie powierzchni, cz. 3 – informacje uzupełniające
W tej części podaję informacje szczegółowe z zakresu chropowacenia powierzchni strumieniowo-ściernie oraz o parametrach sprzyjających chropowaceniu, takich jak: własności ścierniw wpływających na energię ziarna ściernego, dysz strumieniowo--ściernych i ich wpływ na prędkość ziaren ściernych, definicji parametrów profilu chropowatości i ich porównanie (przeliczanie), czy wpływ ciśnienia sprężonego powietrza na prędkość ziarna ściernego.
Opisy wyglądu powierzchni poddanych operacji chropowaceniu
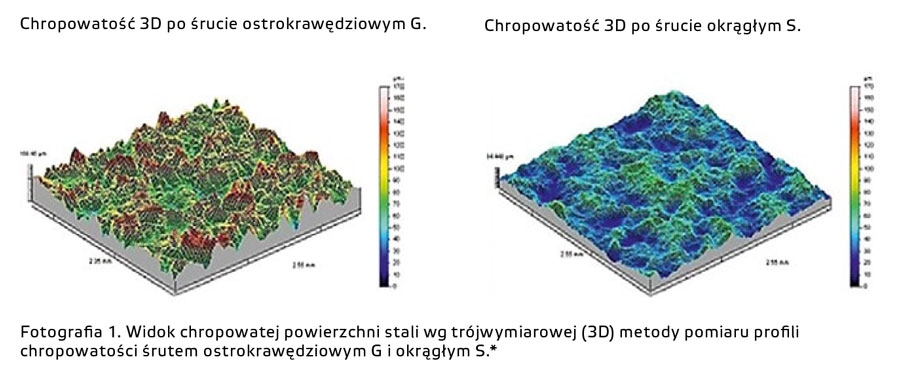
Fotografia 1 naocznie uzmysławia na ile chropowacenie ścierniwem ostrokrawędziowym jest bardziej przydatne, gdyż bardziej powiększa powierzchnię.
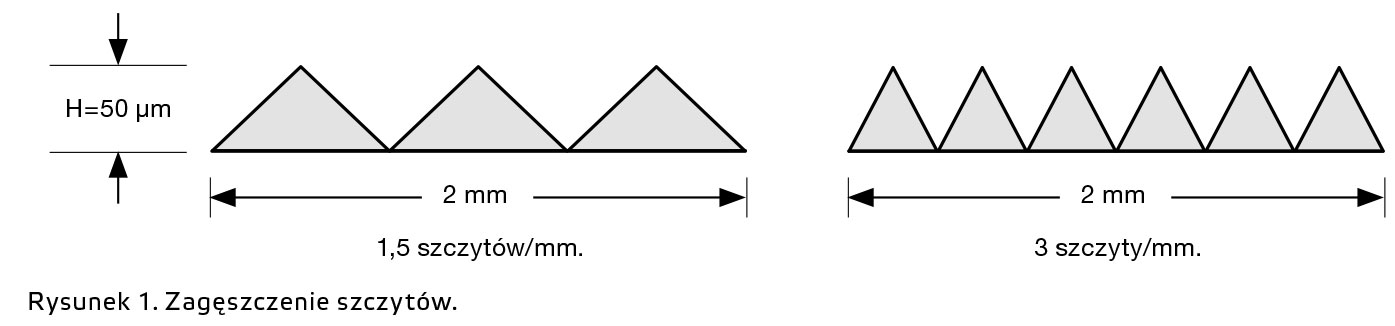
Natomiast rysunek 1 pokazuje, iż przyrost powierzchni po obróbce strumieniowo-ściernej jest zdecydowanie mniejszy po zastosowaniu ścierniw o mniejszej średnicy. Ma to znaczący wpływ na siły przyczepności powłok ochronnych do podłoża oraz pośrednio na ich trwałości.
Tabela 1 wykazuje w jakim stopniu wzrasta powierzchnia styku powłok ochronnych z powierzchnią śrutowaną, mającą bezpośredni wpływ na wzrost siły ich przyczepności do podłoża. Tabela daje też możliwość przybliżonego oszacowania straty objętościowej nakładanej nieutwardzonej powłoki przylegającej do podłoża, niewykazywanej przez pomiar grubości suchej i mokrej powłoki.
Właściwości ścierniw
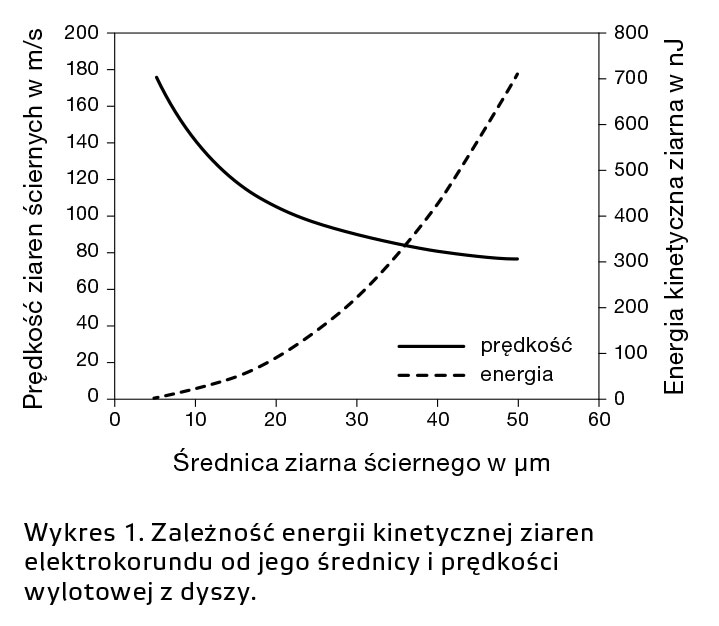
Jak informowałem w poprzednim artykule, właściwości ziaren ściernych (ciężar właściwy, wielkość ziarna, jego kształt posiadają decydujący wpływ na szybkość wylatującego z dyszy ziarna ściernego, a zatem i energię poszczególnych ziaren ścierniw, mający bezpośredni wpływ na siłę uderzenia w obrabianą strumieniowo-ściernie powierzchnię. Natomiast twardość ziaren, ich kształt, trwałość, oraz rodzaj krawędzi tnących decydują o wyglądzie uzyskanej chropowatości.
Wykres 1 pokazuje, że prędkość ziaren ścierniwa maleje, a ich energia wzrasta wraz ze wzrostem wielkości ziarna ściernego.
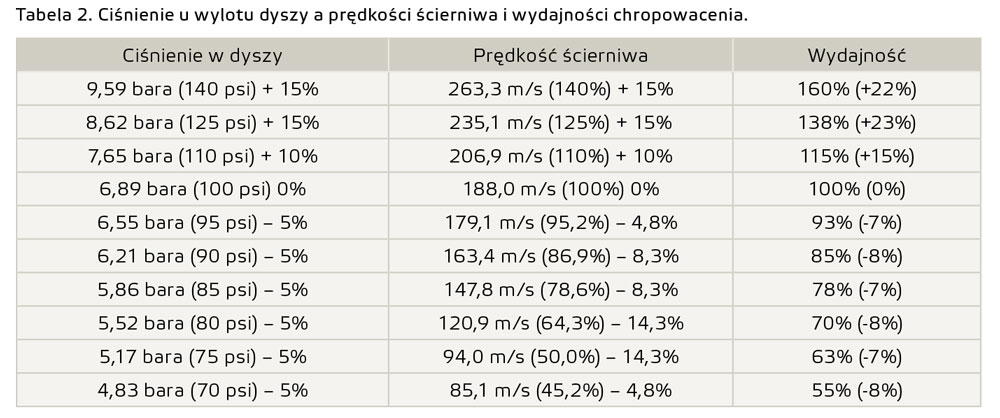
Wartości tabeli 2 wykazują, że prędkość ziaren ściernych powyżej 6,89 bara (100 psi) jest wprost proporcjonalna do ciśnienia, a w zakresie 85-90 psi prawie dwukrotnie większa, zaś w zakresie 75-80 psi niemal trzykrotnie mniejsza. Natomiast wydajność chropowacenia średnio o 50% wyższa niż wzrost ciśnienia.
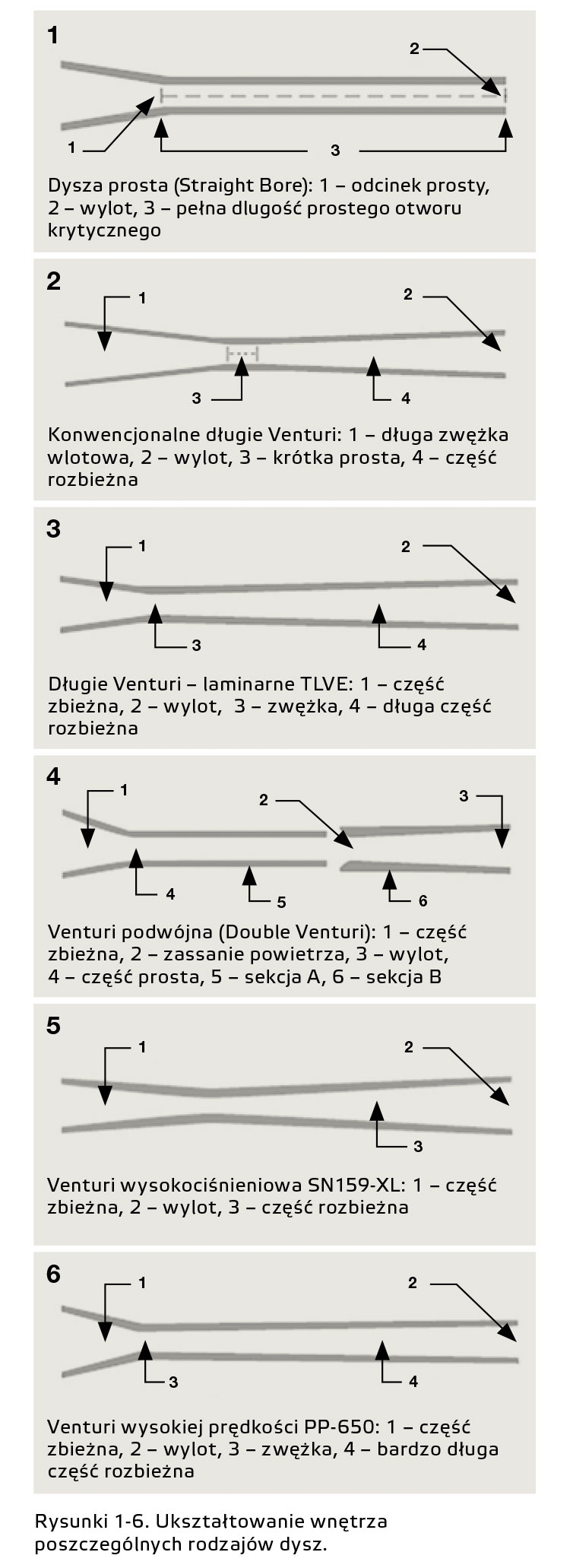
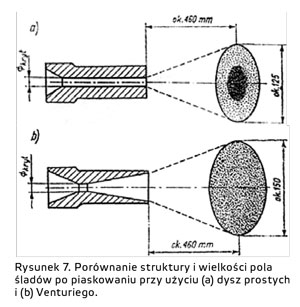
- Dysze z prostym otworem (rysunek 1) tworzą wzór skupionych w centrum śladów piaskowania strumieniowo-ściernego. Są przeznaczone do mniejszych zadań, takich jak czyszczenia spoin, poręczy, schodów, rzeźb, kratownic, cięcia kamienia i innych materiałów.
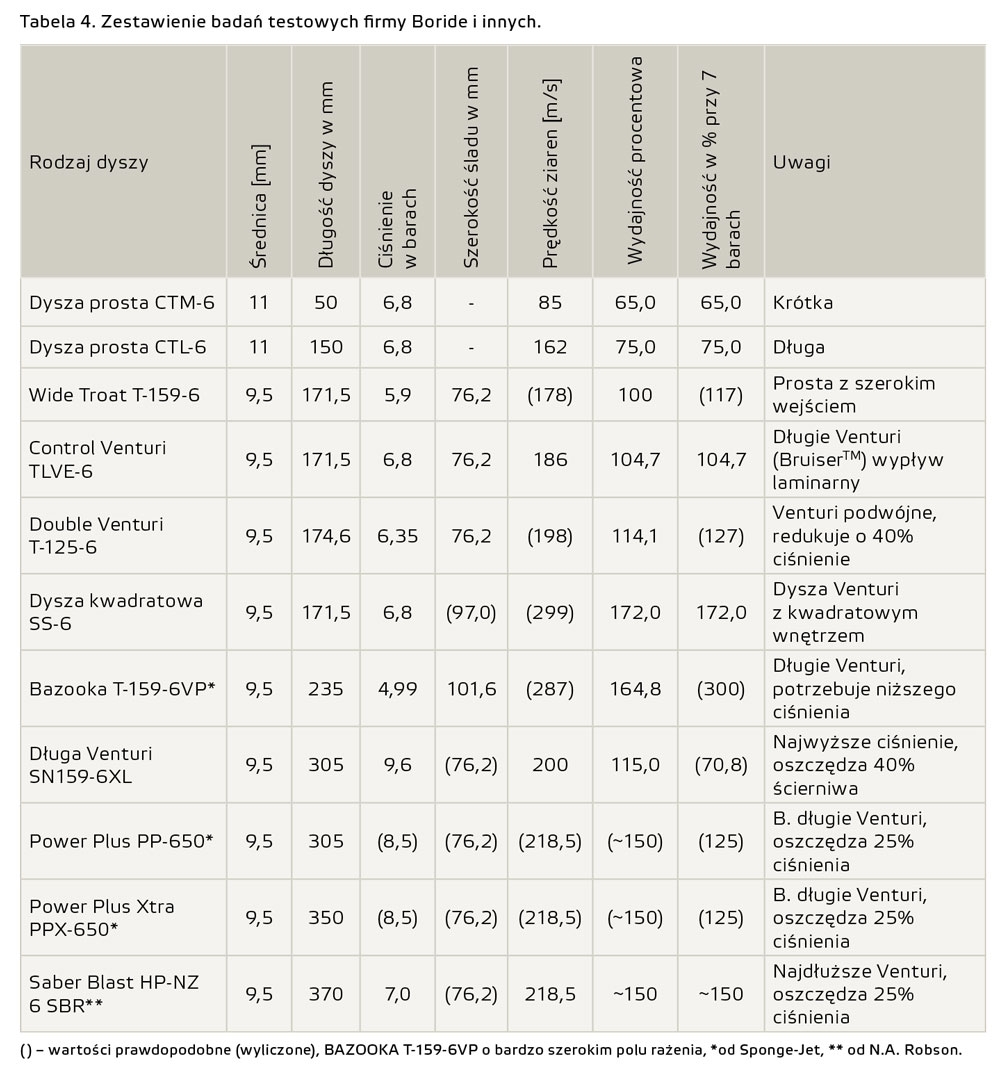
- Dysze konwencjonalne i laminarne długie Venturi (rysunek 2 i 3) tworzą szerokie pole rażenia i zwiększają prędkość ścierniwa nawet o 100% dla danego ciśnienia. Dysze te są najlepsze dla większych wydajności przy czyszczeniu większych powierzchni. Długie dysze Venturiego, takie jak dysze BRUISERTM (Control Venturi TLVE-6), powodują wzrost wydajności o około 40% w porównaniu z dyszami prostymi, a zużycie ścierniwa można zmniejszyć o około 40%.
- Podwójne dysze Venturiego (rysunek 4) z szerokim wlotem ścierniwa są wzmocnioną wersją długiej dyszy Venturiego i mogą być traktowane jako dwie dysze w serii z odstępem między otworami umożliwiającymi wprowadzenie dodatkowej ilości powietrza atmosferycznego do dolnego segmentu dyszy. Wyjście jest również szersze niż konwencjonalnych dysz. Obie modyfikacje zwiększają pole śladu obróbki i minimalizują utraty prędkości ścierniw.
- Dysze z szerokim wlotem (Wide Throat) (rysunek 5) wyposażone są w szerokie i długie wejście oraz długi wylot rozbieżny. Mogą powodować 15-proc. wzrost wydajności niż dysze o mniejszym wlocie i wylocie. Dysze wyposażone w większe rozbieżne otwory wylotowe (np. Bazooka™) można stosować w celu uzyskania wyższego ciśnienia strumienia ściernego, uzyskując aż do 60% mniejsze zużycie ścierniwa.
- Dysze bardzo długiego Venturi XL (rysunek 6) zwiększają prędkości cząstek ściernych, co pozwala na zwiększenie odległości dyszy od podłoża, poprawia wskaźniki produkcyjne. Jest dobrym pomysłem, aby stosować dysze kątowe w niedostępnych ciasnych miejscach, takich jak kraty, kołnierze lub wnętrz rur. Wielu operatorów traci ścierniwo na rykoszety i przedłuża czas uzyskania pożądanego efektu.
- Specjalne dysze Bazooka™ cechują się szerokim rozproszeniem śladu ścierniwa. Używane są przy wyższych ciśnieniach sprężonego powietrza, osiągają wydajność do 60% większą od wzorca standardowej dyszy Venturiego (z niższym rozchyleniem wejścia i wyjścia dyszy).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}