




Urządzenie jest zgodne z: AS 3894.5, ASTM D 4417-A, IMO MSC.215 (82), IMO MSC.244 (83), ISO 8503-1, ISO 8503-2.
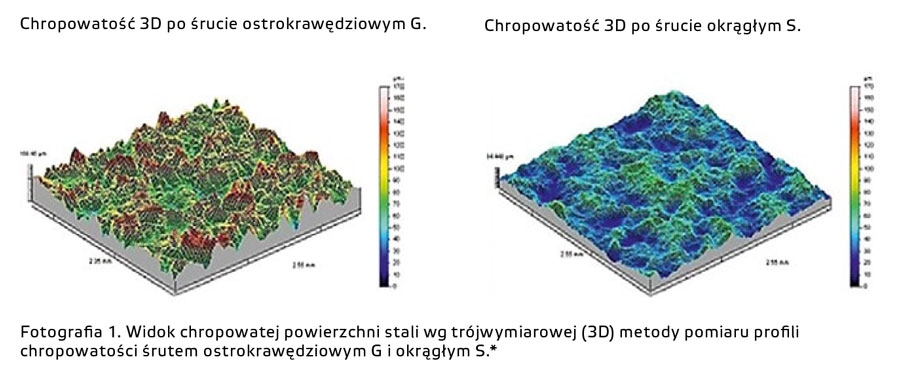
Komparator profilu chropowatości Keane-Tator z magnesem wg standardu ASTM D 4417 A. Komparatory te pozwalają ocenić szorstkość powierzchni za pomocą dotyku i wzroku. Profil powierzchni: właściwe i skuteczne przygotowanie powierzchni przed nakładaniem powłoki jest niezbędne. Jeżeli profil jest zbyt niski, to adhezja powłoki do powierzchni będzie zmniejszona, a gdy jest zbyt wysoki, to istnieje niebezpieczeństwo, że szczyty profilu pozostaną niepokryte – powodując przedwczesne pojawianie się wykwitów rdzy. Płyta komparatora składa się z pięciu części, każda o innej głębokości chropowatości. Każdy rozdział oznaczony jest nominalną wielkością wzoru w milsach (1 mils = 25.4 μm, mikronów, mikrometrów); obok jest zaznaczone G lub S – wskazuje to na śrut stalowy G lub S i jego gradacje. Wersje i numery urządzenia: piasek, śrut ostrokrawędziowy G śrut kulisty S. Profile sekcji: 0,5, 1, 2, 3, 4mils 0,5, 1, 2, 3, 4mils 0,5, 1, 2, 3, 4 mils.
Ad. 2. Pomiar metodą pomiaru powierzchni zastępczej (taśmy) – metoda B
To są oryginalne odwzorowania profilu powierzchni. Zamiast profilometru jest stosowane specjalne urządzenie pomiarowe igłowe (Gage), które zagląda do dolin profilu chropowatości. Gdy pojawiła się elektronika, czujniki automatycznie uśredniają odczyty i rejestrują średnią, minimalną i maksymalną odczytów, które można pobrać z komputera i zapisać. Urządzenie posiada bezprzewodowe łącze (Bluetooth) z komputerem. Jest to najbardziej dokładna i wiarygodna metoda do określenia dokładnego profilu chropowatości powierzchni. Może być wykonanych 5 odczytów, a nie 10, przy niewielkiej utracie integralności statystycznej SPG. POSITECTOR 6000 posiada również tryb szybkiego testu, który symuluje ten sam odczyt, jak za pomocą taśmy testującej przez opuszczenie niskich odczytów, uwzględniając tylko maksymalne odczyty przy użyciu funkcji dawkowania Smart.
Ad. 3. Metoda C testowania filmu sprasowanej taśmy plastikowej (Tape-Prasa-o-Film Testex®).
Jest najczęstszą na Zachodzie metodą określania profilu powierzchni. Taśma ma ściśliwą warstwę pianki z 2-milimetrowym pokryciem mylarowym. Pianka nabiera kształtu profilu i jest mierzona mikrometrem sprężynowym. Taśma pokryta mylarem musi być oderwana od podłoża, aby pokazać uzyskany profil powierzchni. Mierniki TestEx pokazują maksymalny, a nie średni profil. Jeśli taśma nie jest dopasowana odpowiednim naciskiem, odczyt nie będzie prawidłowy. Cała powierzchnia powinna wyglądać tak samo. Jeśli taśma jest czytana w granicach 20% maksymalnej lub minimalnej, powinny być stosowane grubsze lub cieńsze taśmy. Stosowany jest sprężynowy mikrometr DEFELSKO testujący taśmę pomiarową (Replica Reader). Nowszy mikrometr DEFELSKO RTR posiada sondę do pomiarów taśmy Testex, jest więc dokładniejszy w pełnym zakresie danej klasy taśmy.
Zalety: daje profil z około 3/8 obszaru o średnicy 1 cala (2,54 mm), daje stałą dokumentację testu, jest łatwa do zrobienia, brak wpływu indywidualnego ze strony operatora.
Wady: może być kosztowna, jeśli wymagane są liczne pomiary, niewłaściwe „dociśnięcie” taśmy może wykazać zbyt niskie wyniki, daje odczyty bliższe maksymalnej wartości niż średniej, stosowanie niewłaściwej grubości (klasy) taśmy może dać zły wynik, powtarzanie odczytów może zbytnio ścisnąć taśmę, co daje błędne odczyty.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}