




Przygotowywanie powierzchni stalowych przed nakładaniem powłok ochronnych – część 2
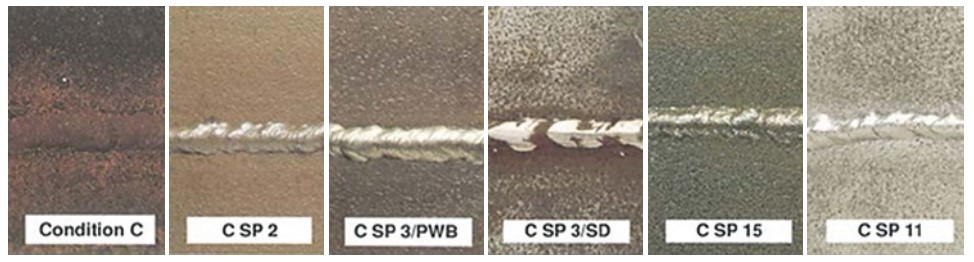
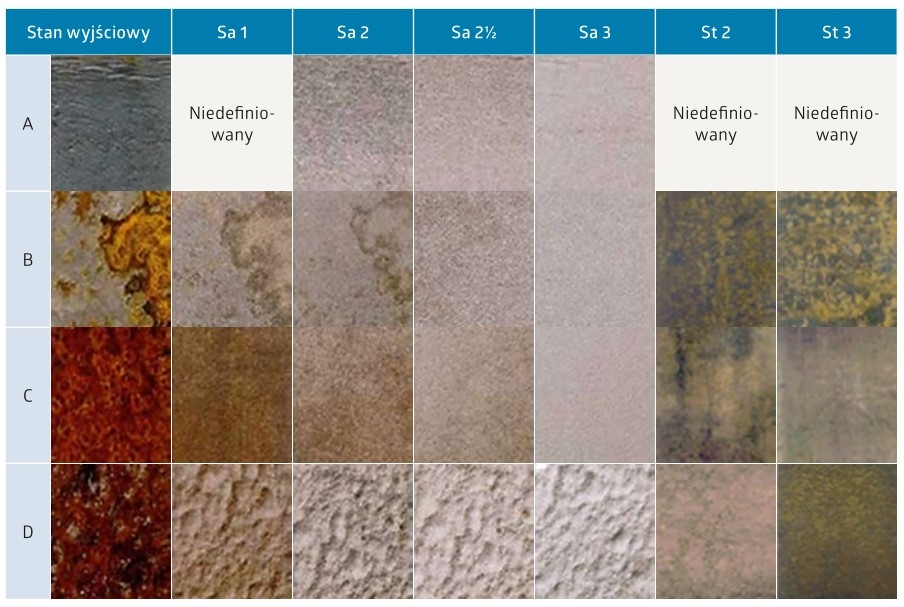
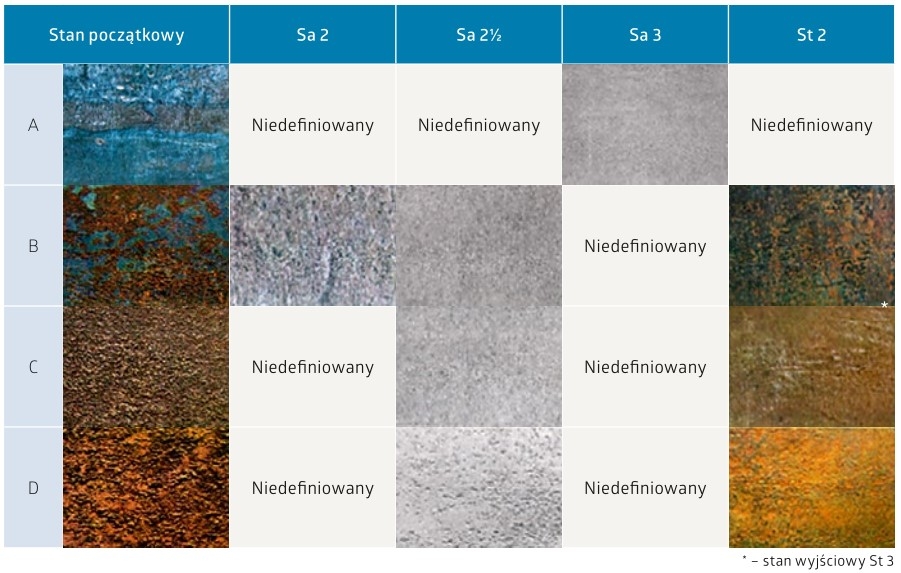
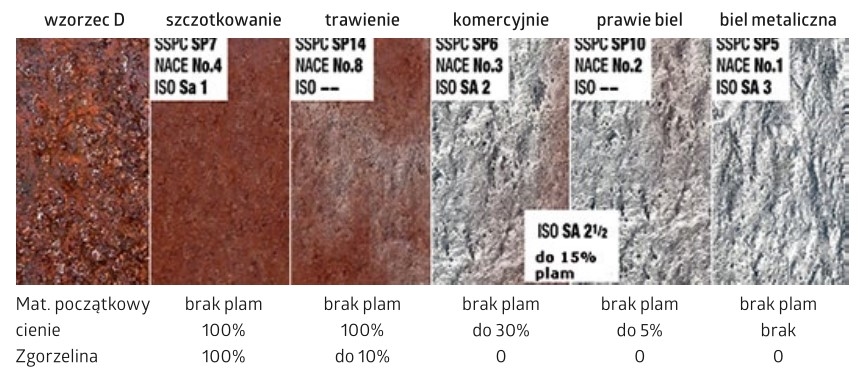
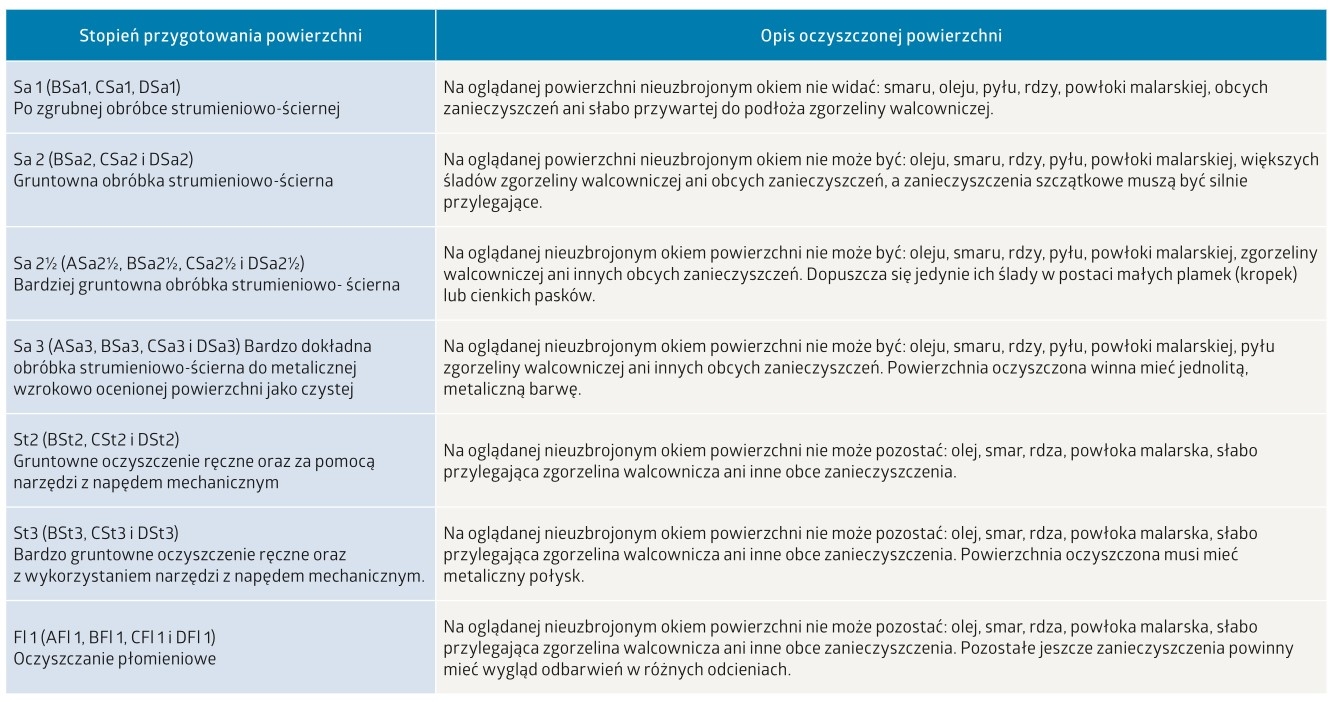
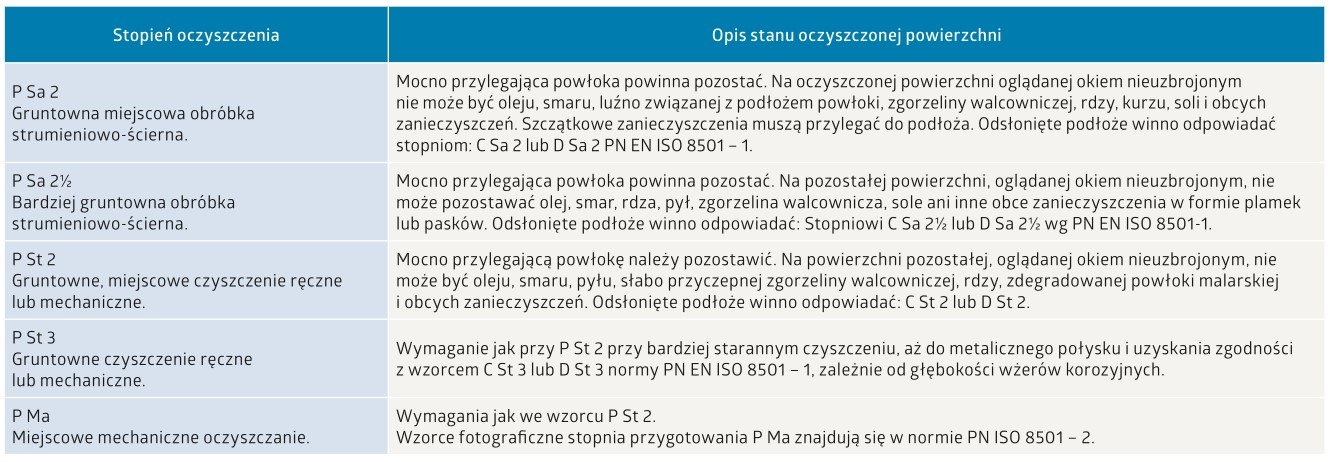
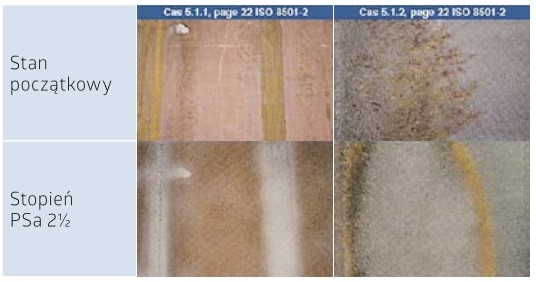
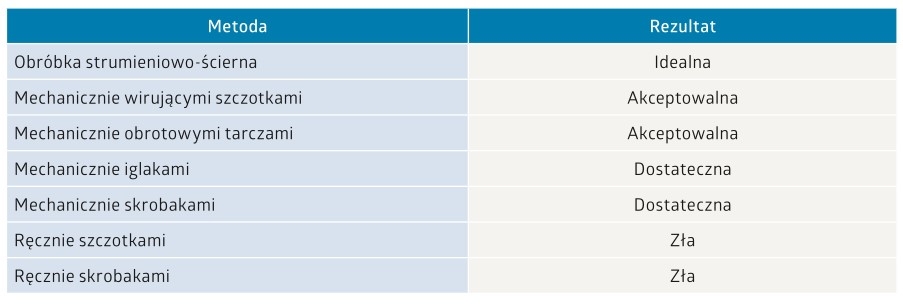
W trakcie obróbki strumieniowo-ściernej, oprócz wykonania czynności wstępnych i nadania właściwej chropowatości, należy osiągnąć wymagany stopień oczyszczenia powierzchni, który określany jest obecnie przez porównanie wizualne zawarte w normie PN EN ISO 8501-1.
Eksperymenty udowodniły, że właściwa diagnoza stanu początkowego powierzchni i właściwy wybór realizacji przygotowania powierzchni są najważniejsze dla wydajności i żywotności wybranego systemu ochrony antykorozyjnej. Najlepszy nawet wygląd może dać bardzo złe wyniki przy zastosowaniu brudnych ścierniw, uszkodzonych i źle przygotowanych powierzchni lub eksploatacji w niekorzystnych warunkach. Rola wykonawcy aplikacji jest decydująca. Promuje się niezbędny dialog między wykonawcą a producentem, aby zachować warunki realizacji najbardziej dostosowane do parametrów, które należy uwzględnić. Dotyczy to charakteru pracy urządzenia lub konstrukcji, środowiska eksploatacji, warunków stosowania, planowanego i przewidzianego systemu ochrony.
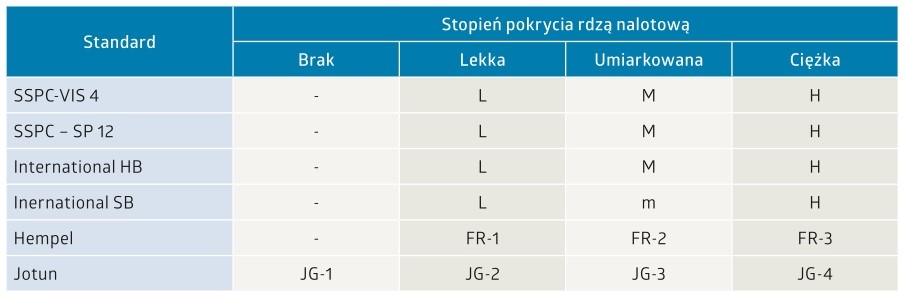
Strumień ściernych ziaren okazał się najbardziej skuteczny i niezawodny do usuwania zgorzeliny hutniczej, jak również innych ciał obcych z powierzchni stali, takich jak stare powłoki. Należy wystrzegać się utleniania powierzchni, znanego jako „rdza nalotowa”, która może szybko przybrać duże rozmiary. Wówczas wskazana jest ponowna obróbka strumieniowo-ścierna [1].
- czystość wizualną;
- czystość chemiczną;
- czystość fizyczną;
- właściwości profilu powierzchni;
- integralność powierzchni [2].
Funkcje powierzchni drugorzędnych mogą obejmować te właściwości, które są zależne od podstawowych cech. Mogą zawierać następujące parametry:
- energia powierzchniowa;
- zwilżalność;
- przyczepność powłoki do podłoża.
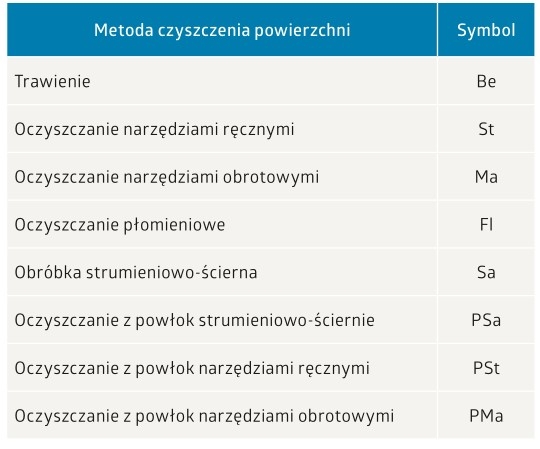
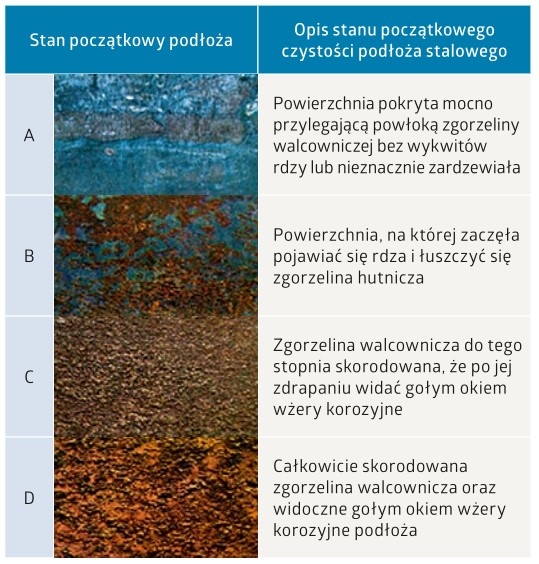
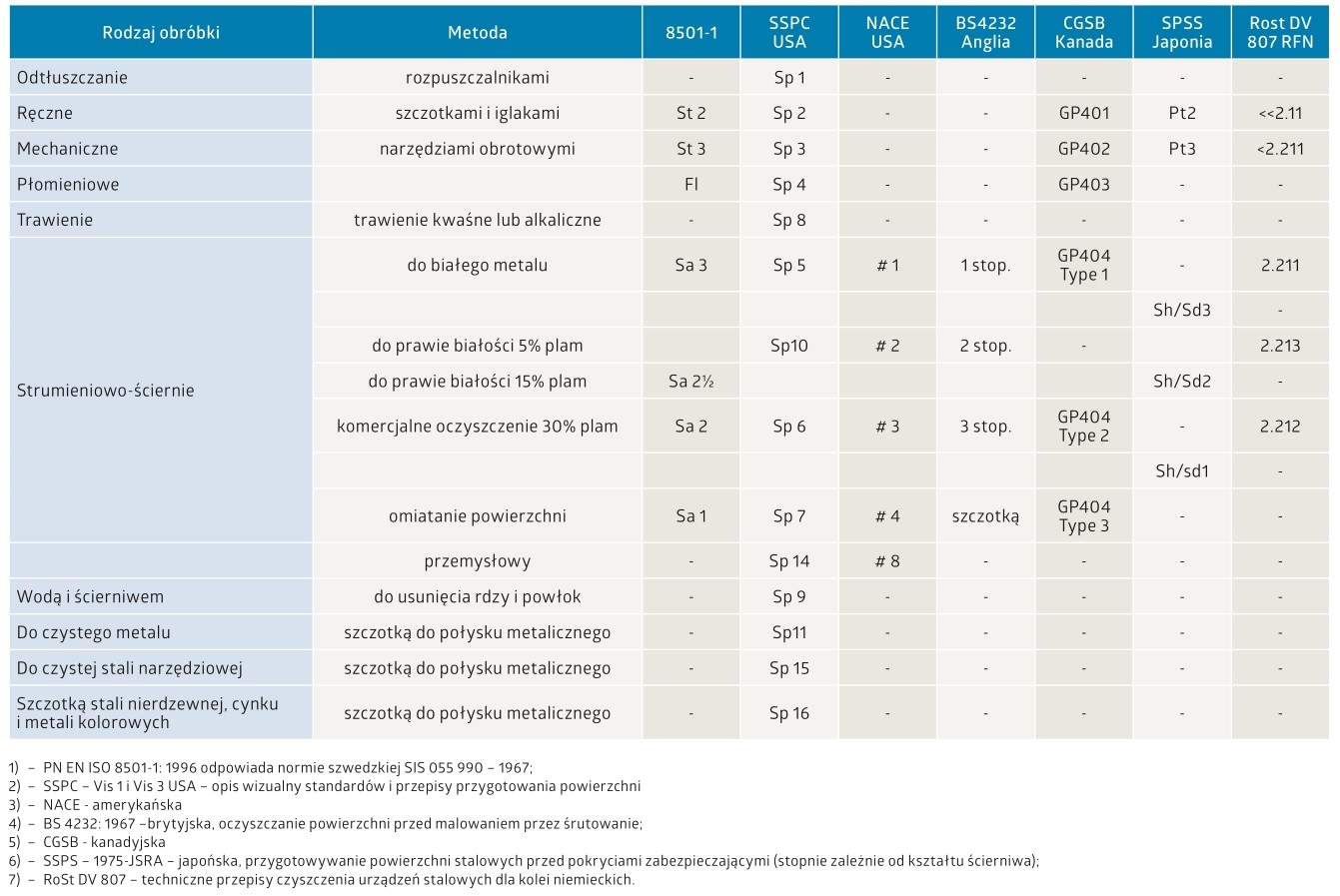
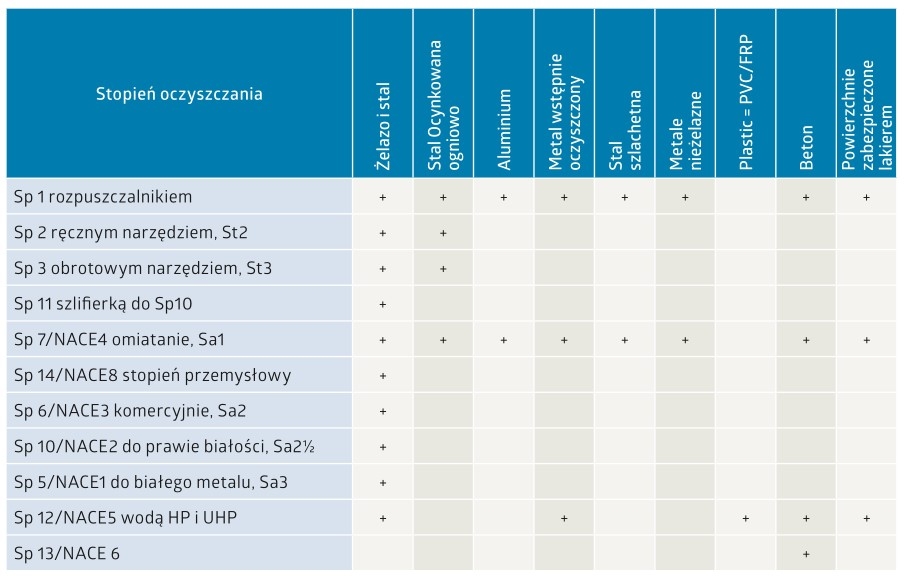
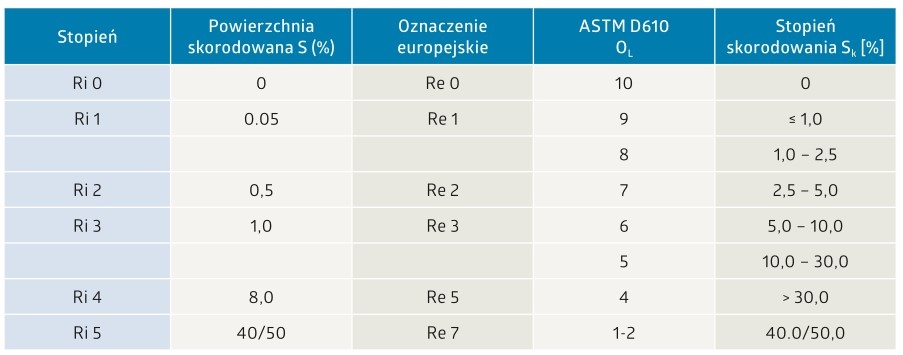
Warunki początkowe są określone w kilku standardach wizualnych (patrz tabele 2 do 4 i opisy 1, 5 i 6).
Warunki te można podzielić na dwie grupy:
- zardzewiałą stalową;
- podkłady lub powłoki [2].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}