




Normy odnoszące się do normy ISO 8501-1:
- amerykańska ASTM D2200-67,
- szwedzka SS 055900,
- niemiecka DIN 55 928 Teil 4 – stopnie oczyszczania konstrukcji stalowych,
- duńska DS2 2019,
- australijska AUS 1627 part 9 1974.
Według informacji A. Kozłowskiego z IMP Warszawa uczeni brytyjscy ustalili efektywność metod przygotowania powierzchni pod powłoki alkidowe (ftalowe) w następujący sposób:
- fosforanowanie – 40%,
- oczyszczanie płomieniowe (1 przejście) – 47%,
- oczyszczanie płomieniowe (3 przejścia) – 73%,
- trawienie – 53%,
- piaskowanie – 83%,
- trawienie i fosforanowanie – 93%.
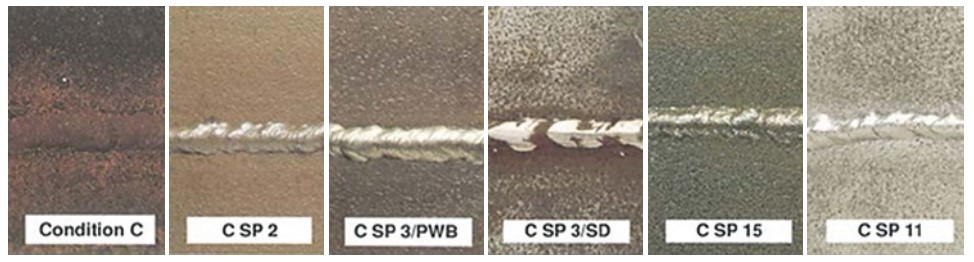
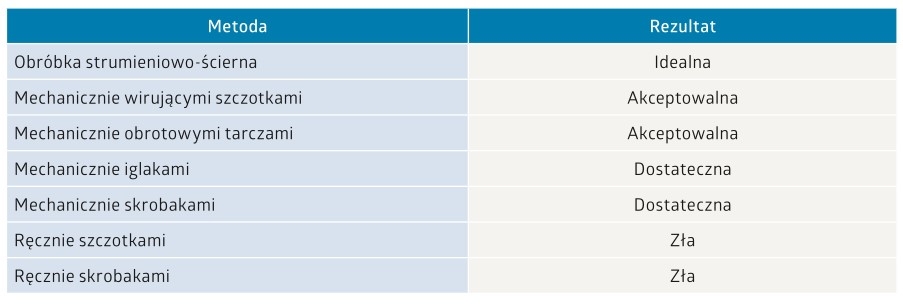
Według innych doświadczeń odtłuszczenie i obróbka strumieniowo-ścierna czystym ścierniwem elektrokorundowym lub granatem kształtuje się na poziomie trawienia z fosforanowaniem pod warunkiem odtłuszczenia powierzchni [7].
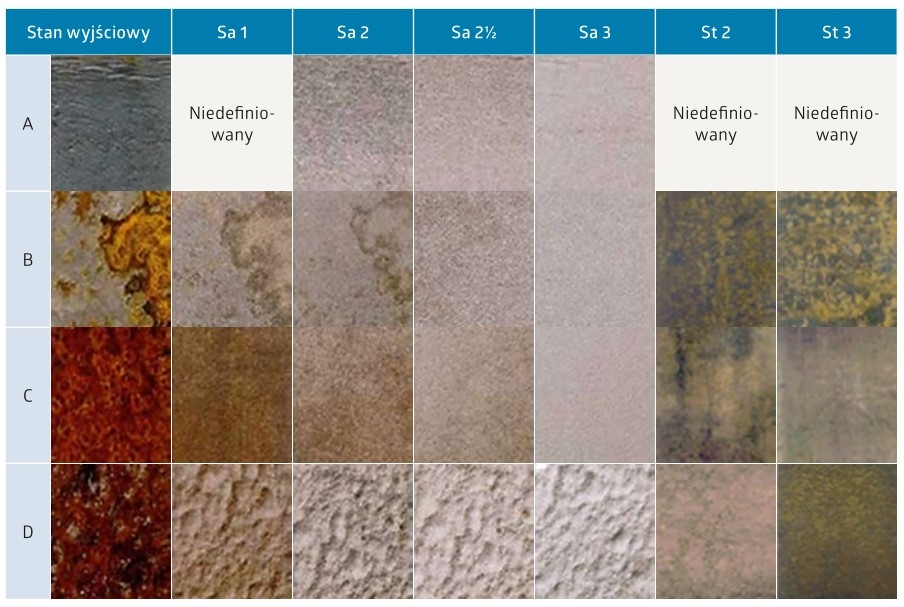
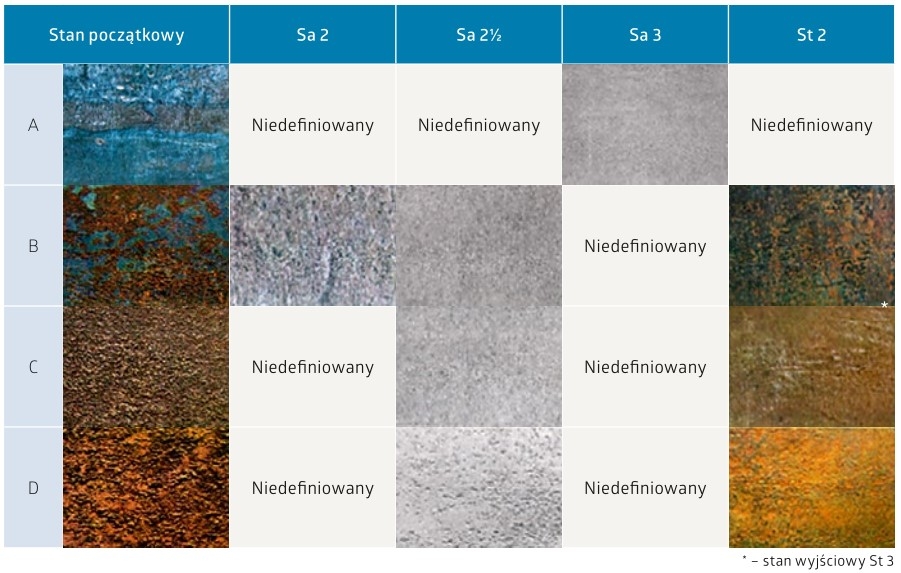
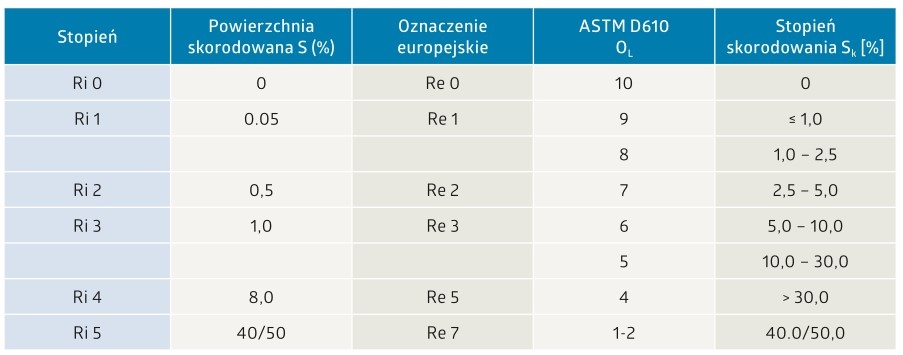
Stopień chemicznej korozji i rdzy nalotowej (Flash)
Stopień oczyszczenia i rdzewienie nalotowe właściwie definiują widoczne zanieczyszczenia. Często uważa się, że rdza nalotowa jest zjawiskiem, które występuje podczas mokrego piaskowania lub tylko operacji UHP. To nie jest do końca prawda, bo rdza nalotowa może również pojawić się po suchej obróbce strumieniowo-ściernej, jeżeli wilgotność powietrza jest wysoka lub używane jest zanieczyszczone ścierniwo.
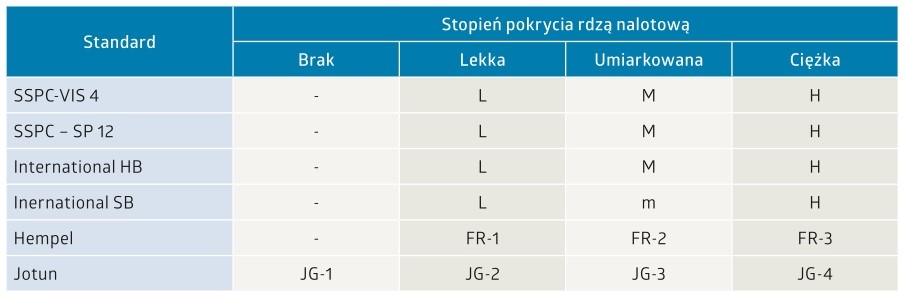
Uważa się, że definicja stopni zardzewienia jest nieproduktywna, ponieważ wszystkie rdze nalotowe muszą być usunięte przez późniejsze suche piaskowanie. Jednak ten argument nie uwzględnia rozwoju tolerancyjnych systemów powlekania powierzchni, które mogą być stosowane do powierzchni pokrytych rdzą nalotową. Teraz staje się bardzo ważne, aby określić stopnie pokrycia rdzą nalotową w celu określenia limitów dla tych specjalnych systemów powłokowych [6].
Marek Marcinkowski
Literatura
1. „Guide Technoque/Preparation de Surface” 12 Juin 2017.
2. A. Momber „Blst Clesning Technology” Springer Verlag, 2004, s. 339 – 347.
3. Tikkurila „Przemysłowe powłoki malarskie na powierzchnie metalowe”.
4. „Industry Standards for Surface Preparation” KTA University, August 19, 2013.
5. http://blastjournal.com/wp-content/uploads/2016/02/blast-specs-chart.jpg
6. A.W. Momber and W.D. Greverath, „Surface Preparation Standards for Steel Substrates — A Critical Review”. JPCL/February 2004/PCE, s. 48-52.
7. A. Kozłowski, Powłoki malarsko-lakiernicze, Poradnik. WNT Warszawa, s. 123.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}