




Czy w technologii obróbki powierzchni niezbędny jest chrom?
Wraz z wejściem w życie rozporządzenia dotyczącego pojazdów wycofanych z eksploatacji przestawienie się z systemów obróbki wstępnej zawierających chrom (VI) nabrało tempa. W kolejnych latach instalacje systematycznie przestawiane były na nową, bezchromową metodę konwersyjną. Dotyczyło to nie tylko dostawców z branży motoryzacyjnej, ale również instalacji w zakładach lakierujących aluminium do produkcji okien czy fasad.
W obszarze powlekania aluminium, od ponad 15 lat ugruntowaną pozycję na rynku wypracowały sobie systemy bezchromowe. Różne produkty bazują na cyrkonie, tytanie i polimerach. Poziom ochrony przeciwkorozyjnej, który można w ten sposób otrzymać, można porównać z tym uzyskiwanym przy użyciu chromowej wstępnej obróbki powierzchni, co odzwierciedlone jest również w zezwoleniach takich systemów przez znane stowarzyszenia certyfikujące, takie jak GSB-International czy QualiCoat.
Mimo to, wiele zakładów lakierniczych wciąż pozostaje bardzo sceptycznych w stosunku do przestawienia obróbki wstępnej z rakotwórczych systemów chromianowych na bezchromową obróbkę konwersyjną. Przede wszystkim chodzi tutaj o większą podatność kąpieli konwersyjnej na zanieczyszczenia (ciecz wprowadzana do kąpieli na zanurzanych w niej wyrobach), o większe zapotrzebowanie na wodę płuczącą lub po prostu o wzrokową rozpoznawalność warstwy konwersyjnej. Kolejnym ważnym powodem jest również brak lub znacznie ograniczona zdolność multimetaliczna systemów bezchromowych. Okazało się również, że choć systemy bezchromowe dorównują chromianowaniu w połączeniu z malowaniem proszkowym, pozostają wyraźnie w tyle pod względem ochrony antykorozyjnej, jako powłoka nieosłonięta.
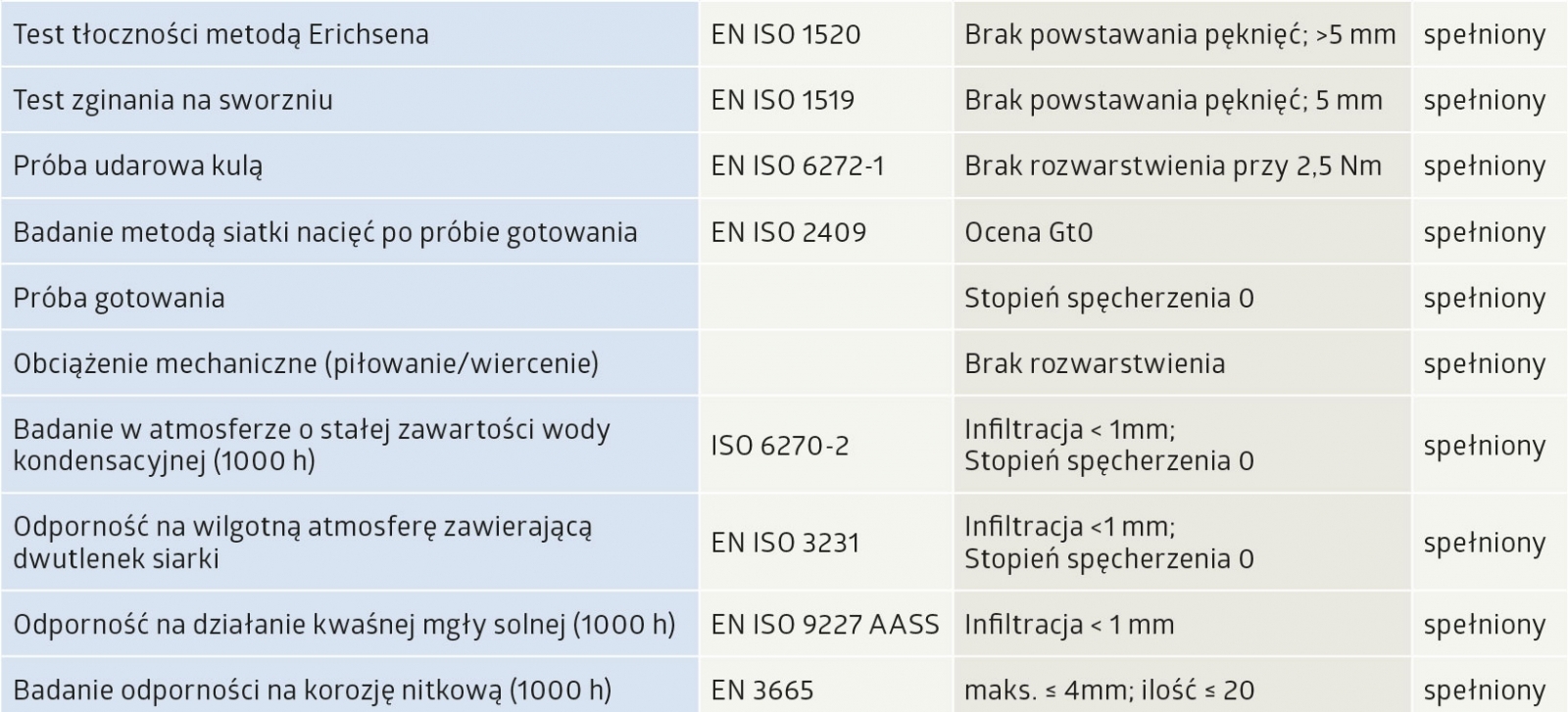
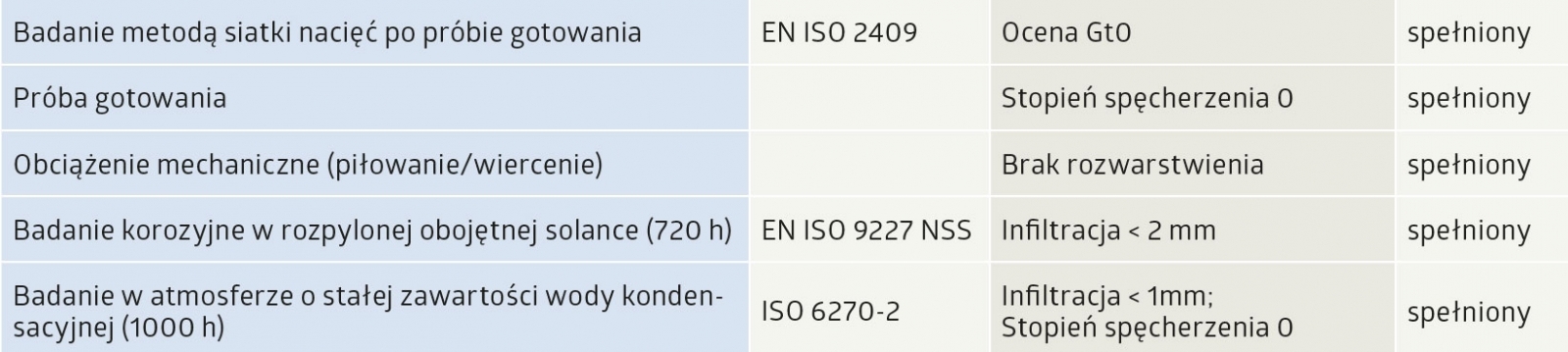
W wielu wstępnych eksperymentach sole chromu (III) potwierdzały swoją bardzo dobrą przydatność. Po zakończeniu wielu serii doświadczeń nazwę produktu ustalono na DECORRDAL AL 325. Uzyskane wyniki testów ochrony antykorozyjnej oraz przyczepności są porównywalne jak przy chromianowaniu lub stosowanych zamiennie systemach bezchromowych firmy Kluthe (patrz tabela 1). Odpowiednie zgłoszenia zostały złożone do QualiCoat oraz GSB-International.
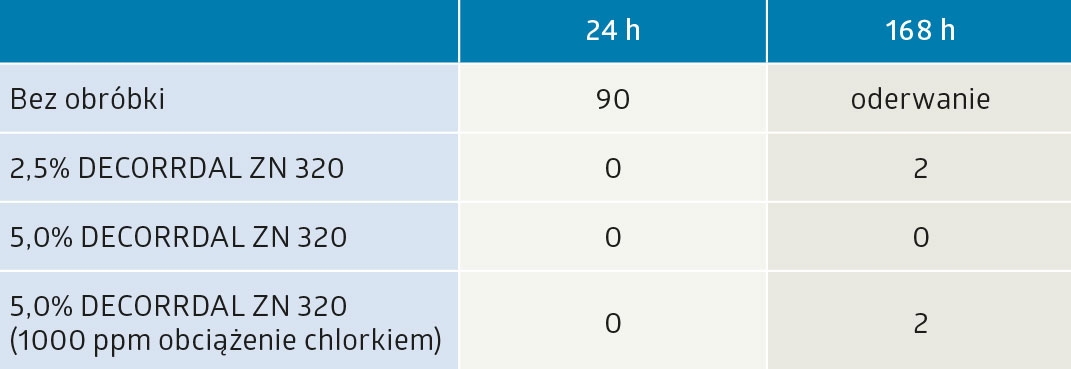
Ponadto, już na bardzo wczesnym etapie doświadczeń okazało się, że DECORRDAL AL 325 świetnie nadaje się również do obróbki powierzchni ocynkowanych. Stosowne wyniki przedstawione są w tabeli 2. Mimo to, że DECORRDAL AL 325 stosowany może być zarówno do stopów aluminium, jak również do cynkowanych powierzchni stalowych, w ruchu ciągłym niezalecana jest jednoczesna obróbka różnych materiałów. Podobnie jak przy systemach bezchromowych, wprowadzone do kąpieli konwersyjnej jony cynku pogarszają ochronę antykorozyjną na aluminium.
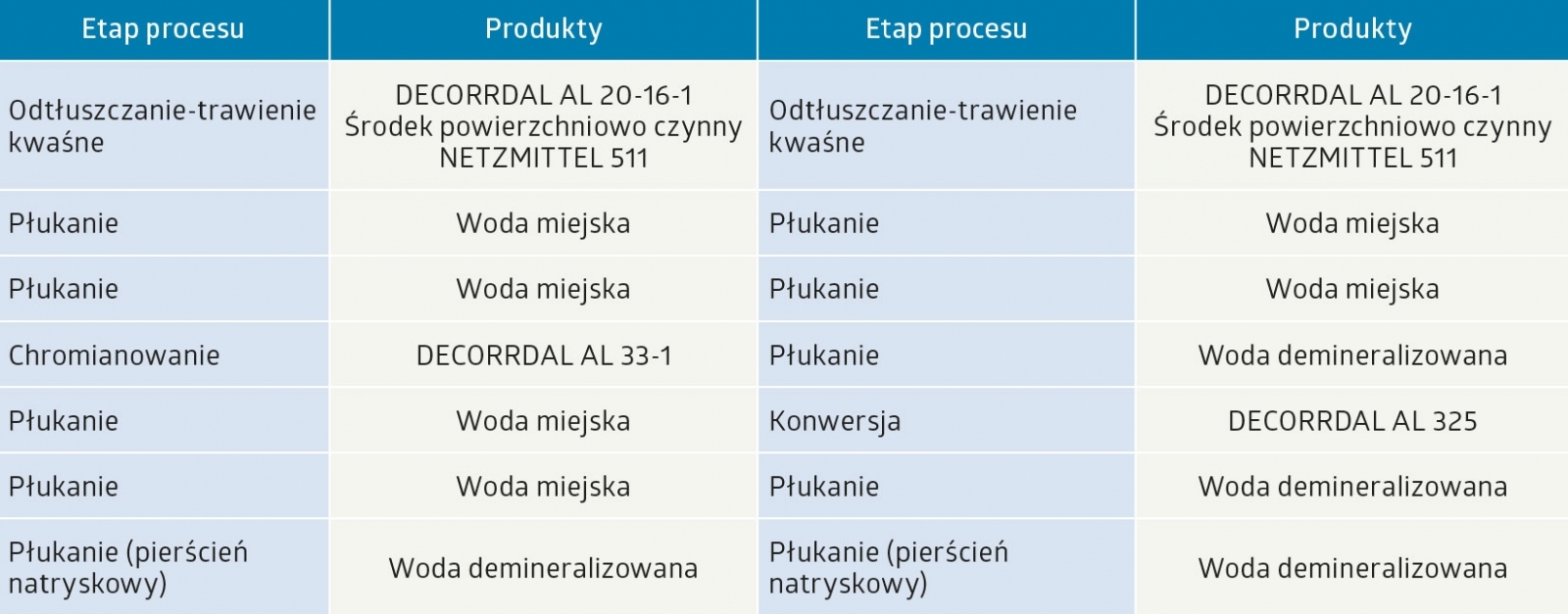
Przebiegi procesu chromianowania „na żółto“ lub „na zielono“, w połączeniu z kwaśnym odtłuszczaniem-trawieniem, dają się bardzo dobrze przestawiać na nową metodę. Porównanie przebiegów przedstawione jest w tabeli 3.
Obok wspomnianych już bardzo dobrych właściwości ochronnych przeciw korozji, zastosowanie soli chromu (III) posiada dodatkowe korzyści:
Na powierzchni tworzy się warstwa iryzująca, w zależności od stopu aluminium
Powłoka nieosłonięta zapewnia ochronę antykorozyjną













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}