




Wyniki i dyskusja
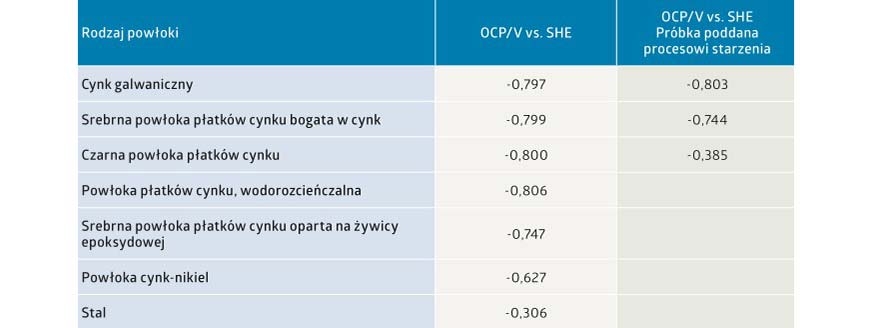
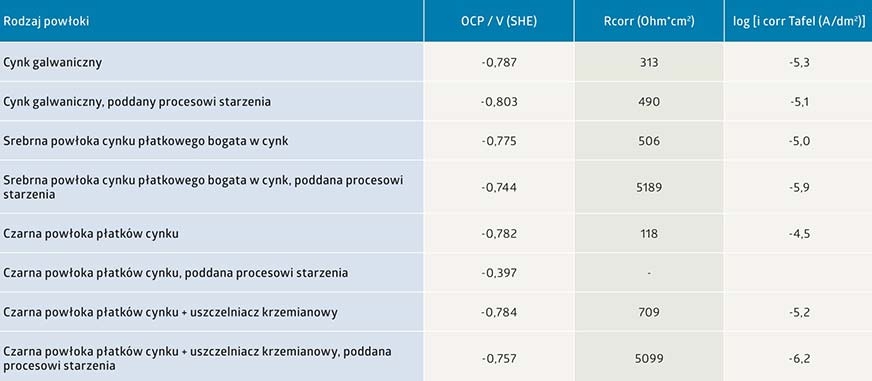
W porównaniu z nieocynkowanym podłożem wykonanym z miękkiej stali, wszystkie powłoki wykazują ochronę katodową, co wyraźnie potwierdza wartość potencjału obwodu otwartego – około 500 mV. Dla powłoki płatków cynkowych na bazie organicznej żywicy epoksydowej jak i powłoki cynk-nikiel, OCP zostało przesunięte w kierunku anodowym odpowiednio o około 60 mV i 170 mV. Powodem przesunięcia OCP w stronę anody może być to, że pojedyncze płatki cynku są w mniejszym stopniu ze sobą połączone. Organiczna żywica epoksydowa pozwala na uzyskanie dobrej plastyczności i ciągliwości, a w połączeniu z preparatem sieciującym możliwe jest zastosowanie niskiej temperatury wygrzewania (do temperatury 21°C). Powłoka cynk-nikiel okazała się być bardziej szlachetną niż oczekiwano. Dla powłok cynku galwanicznego poddanych procesowi starzenia w czasie 24 godzin w atmosferze komory solnej, OCP pozostaje prawie stałe, co wskazuje na stabilną powłokę konwersyjną. Potencjał powłoki cynku płatkowego bogatej w cynk, zmniejszył się o około 50 mV, jednak wciąż z zachowaniem ochrony katodowej. Ze względu na powstające produkty korozji hamujące proces korozyjny, płatki posiadają właściwości bardziej dodatnie. OCP dramatycznie spadło tylko dla czarnych powłok płatków cynkowych. Na próbkach tych zauważono ślady korozji czerwonej.
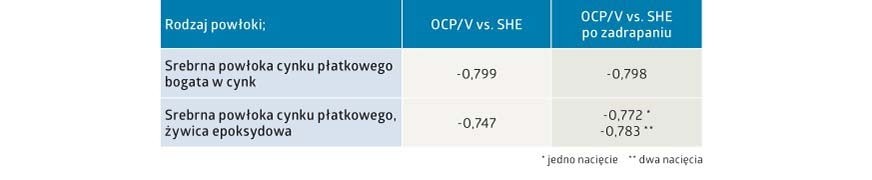
Uszkodzenia powierzchni (nacięcie, 0,5 × 5 mm) powłoki cynku płatkowego bogatej w cynk nie wpływają na wyniki, w przeciwieństwie do uszkodzonej powłoki cynku płatkowego opartej na żywicy epoksydowej. Nastąpiło przesunięcie OCP w stronę potencjału bardziej ujemnego ze względu na reaktywność odsłoniętych płatków cynku (patrz tabela 4). Jak wspomniano wcześniej, w tym systemie płatki są słabiej ze sobą połączone.
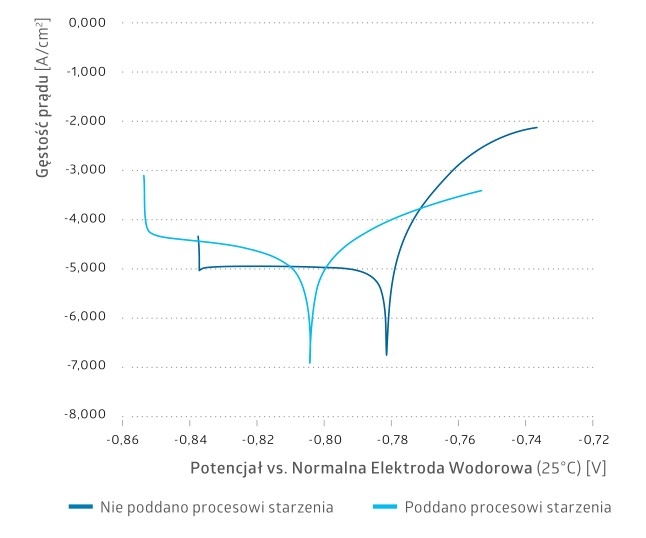
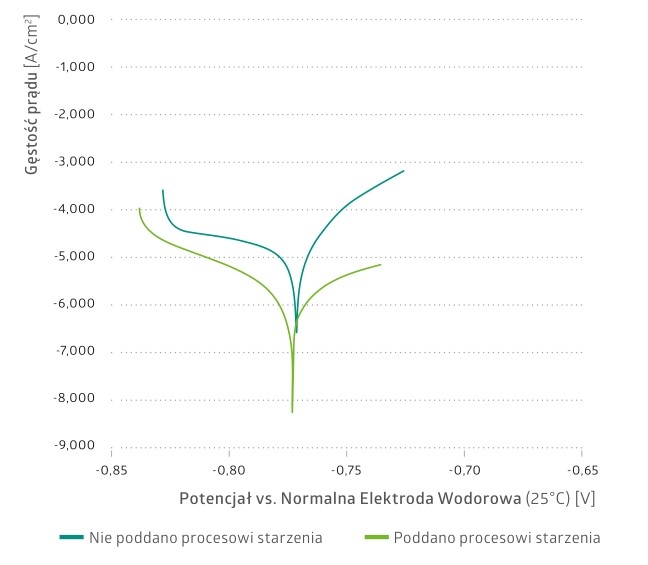
Celem poparcia obserwacji wynikających z porównania wartości OCP, sporządzono wykresy potencjałów elektrochemicznych dla próbek poddanych i niepoddanych procesowi starzenia. Wyniki przedstawiono na wykresach półlogarytmicznych (wykres Tafela).
Wykres Tafela pokazuje interesujące zachowanie systemów cynkowania płatkowego w porównaniu do cynkowania galwanicznego. Dla powłok cynku galwanicznego i płatkowego bogatych w cynk, niepoddanych procesowi starzenia, zarówno odporność korozyjna jak i gęstość prądu korozyjnego znajdują się na tym samym poziomie z uwzględnieniem błędu pomiaru. Jednak po procesie starzenia, odporność korozyjna i gęstość prądu korozyjnego dla powłok cynku galwanicznego pozostają takie same, a dla systemu cynkowania płatkowego odporność korozyjna wzrasta o współczynnik 10, gęstość prądu korozji spada o ok. 1 rząd wielkości. Starzenie powłoki (powstają produkty korozji) prowadzi do silnego zahamowania procesu korozji, co zostało opisane przez innych autorów [6], patrz rysunek 5 i 6 oraz tabela 5.
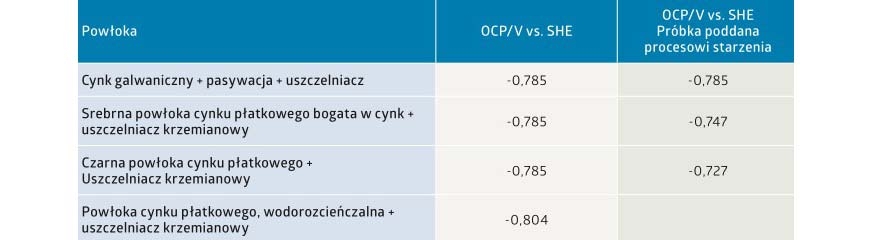
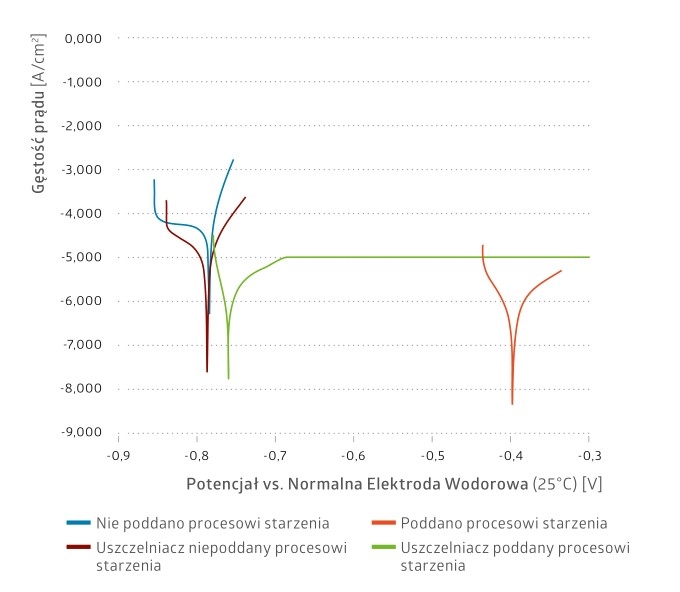
Duża ilość porowatych produktów korozji na powierzchni cynku galwanicznego w nieznacznym stopniu hamuje proces korozji. Jednak jeśli produkty korozji zostają uwięzione w żywicy, pory ulegają zamknięciu, co prowadzi do powstania dodatkowej bariery ochronnej. Jak pokazały wcześniej wyniki pomiarów OCP, czarne systemy cynkowania płatkowego nie zachowują się w ten sposób ze względu na bardziej porowatą powłokę. Jednak zastosowanie dodatkowej warstwy uszczelniacza krzemianowego, który zamyka pory, powstające produkty korozji ponownie tworzą swoistą barierę – odporność korozyjna wzrasta, a gęstość prądowa spada osiągając podobne wyniki jak w przypadku powłok cynku płatkowego bogatych w cynk (patrz rysunek 7 i tabela 5).
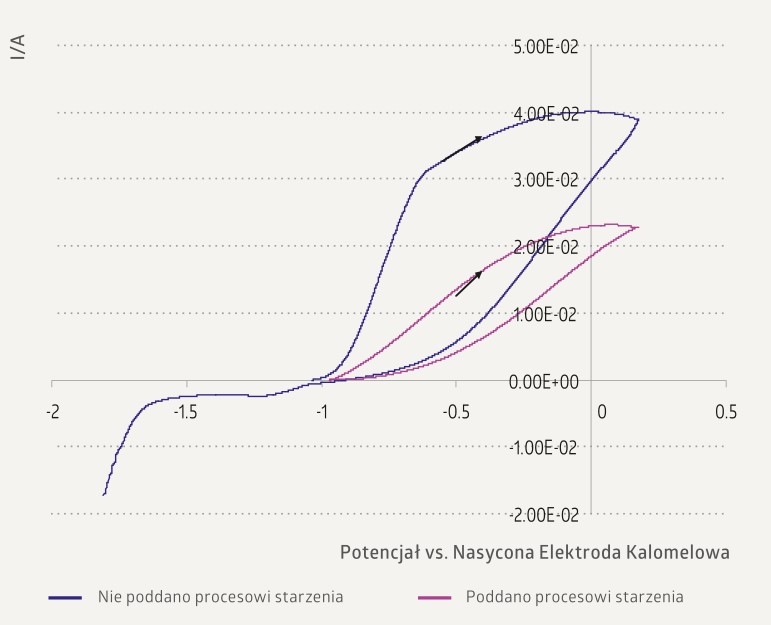
Cyklowoltametryczne pomiary powłok cynku płatkowego bogatych w cynk, przed i po procesie starzenia, wyraźnie ukazują zahamowanie procesu korozji, patrz rysunek 8.
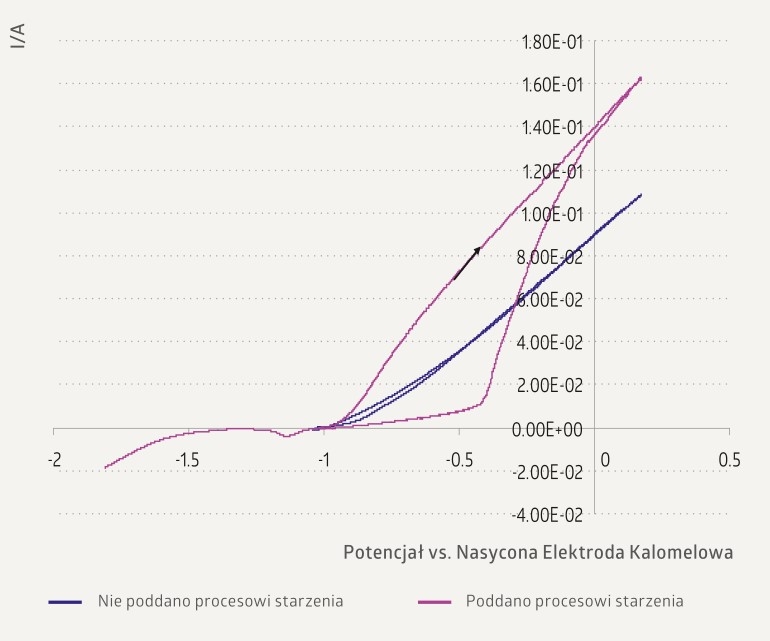
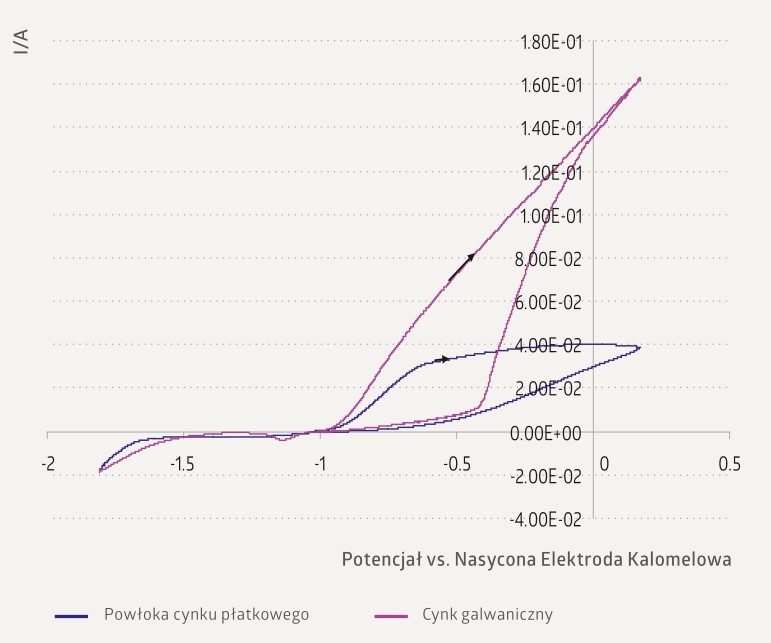
Cynkowanie galwaniczne wykazuje mniejszy stopień hamowania procesu korozji przy bardziej dodatnim potencjale i brak hamowania dla próbki poddanej procesowi starzenia, patrz rysunek 9.
Ogólny prąd anodowy jest także dużo wyższy, patrz rysunek 10.
Duża ilość produktów korozji tworzących się na powierzchni cynku galwanicznego redukuje prąd anodowy ze względu na utrudnianie procesu migracji przez tlenek/ wodorotlenek cynku. W przypadku żywicy zawierającej tlenek/ wodorotlenek glinu przeszkoda jest trudniejsza do pokonania.
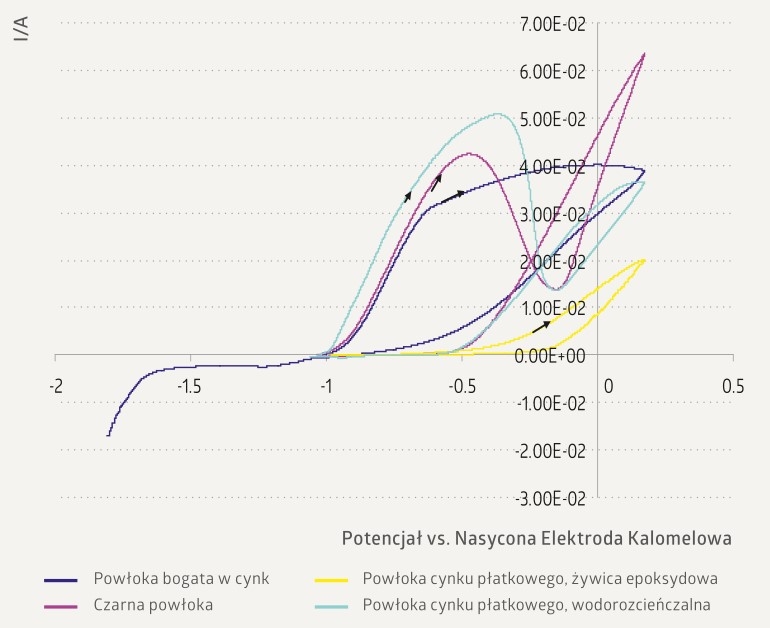
Wszystkie poszczególne systemy cynkowania płatkowego, poza tymi opartymi na żywicy epoksydowej, hamują proces korozyjny. Jak wspomniano wyżej, w tym systemie płatki cynku są ze sobą słabiej połączone, co prowadzi jedynie do obniżenia prądu anodowego, ale nie do zahamowania procesu korozji (patrz rysunek 11).
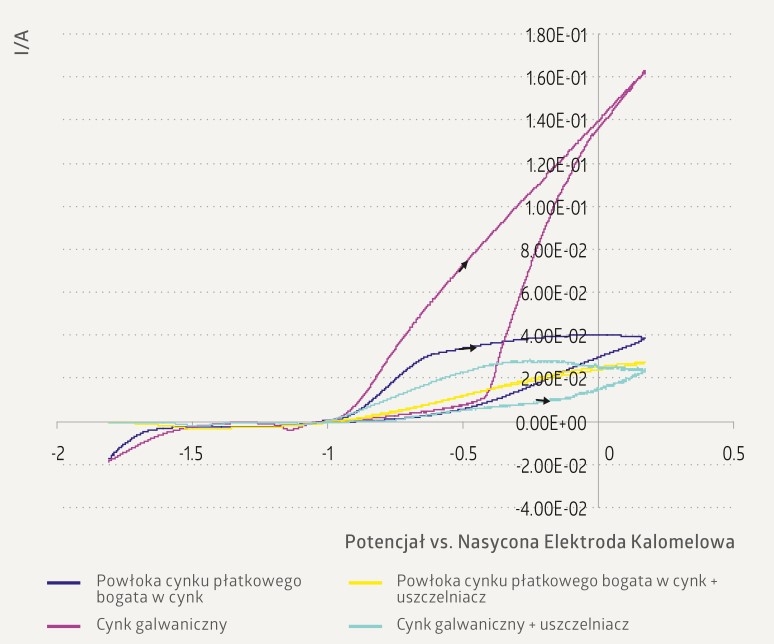
Zastosowanie uszczelniacza krzemianowego hamuje anodowy proces rozpuszczania cynku w powłoce cynku płatkowego (patrz rysunek 12). Krzemiany pokrywają powierzchnię płatków cynku, co sprawia, że ilość powstających produktów utleniania jest nieznaczna. To samo zjawisko można zaobserwować na powierzchni cynku galwanicznego zabezpieczonego uszczelniaczem krzemianowym, jednak produkty korozji są bardziej liczne i niewbudowane w żywicę. To powoduje niszczenie bariery krzemianowej i pojawienie się korozji wżerowej (odwrócona krzywa pokazuje wyższy prąd anodowy).
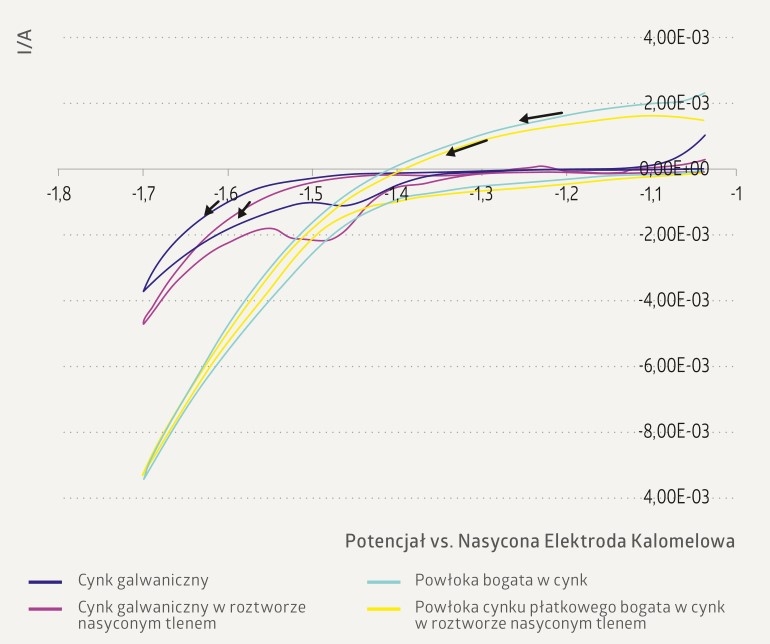
Na powłokach cynku płatkowego zahamowana zostaje anodowa reakcja rozpuszczania cynku, a także katodowa redukcja tlenu, jak opisali inni autorzy [7]. Przyjmuje się, że powodem tego jest występujący w systemach cynkowania płatkowego glin. Na cynku galwanicznym redukcja tlenu generuje wyższy prąd katodowy w roztworze nasyconym tlenem, bardziej niż w roztworze nasyconym powietrzem, patrz rysunek 13. Krzywa dla powłok cynku płatkowego nie wykazała prawie żadnej różnicy.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}