




Kontrola połączeń zgrzewanych po procesach lakierniczych
Nanoszenie powłok nie jest ostatnim etapem produkcji lub naprawy pojazdu samochodowego. Po nim następuje montaż określonych części i zespołów, diagnostyka lub kontrola jakości. Niemniej jednak lakierowanie jest jednym z najistotniejszych, a zarazem, w przeciwieństwie do innych etapów wytwarzania pojazdu – procesem praktycznie nieodwracalnym. Naprawa, modernizacja a nawet kontrola wcześniejszych etapów produkcji wykonywanych przed lakierowaniem, po jego wykonaniu jest niezwykle kosztowna, wiążąca się niejednokrotnie ze zniszczeniem wybranych elementów karoserii. Problem ten jest szczególnie istotny w przypadku elementów o relatywnie dużych rozmiarach – obejmujących tylną część pojazdu.
W praktyce spotyka się sytuacje, w których odbiorca kwestionuje jakość gotowego wyrobu, w tym szczelność nadwozia, jakość połączeń nierozłącznych, objawiającą się np. drganiami, hałasami w czasie jazdy. Autorzy, którzy zajmują się nieznormalizowanymi badaniami nieniszczącymi, obejmującymi między innymi badania połączeń klejowych i zgrzewanych, w niniejszej publikacji przedstawią możliwość oceny połączeń zgrzewanych wykorzystywanych w budowie karoserii po zakończeniu procesów lakierowania. Jest to szczególnie istotne ze względu na możliwość prowadzenia kontroli w sposób nieniszczący nie tylko w czasie wytwarzania pojazdu, ale również po jego wyprodukowaniu, a także w czasie użytkowania, czy nawet po kolizji lub wypadku. Przedstawiona metoda umożliwi kontrolę tych połączeń zgrzewanych, które nie noszą śladów uszkodzenia, a w rzeczywistości mogą być wadliwe, co może mieć duże znaczenie dla bezpieczeństwa w ruchu drogowym.
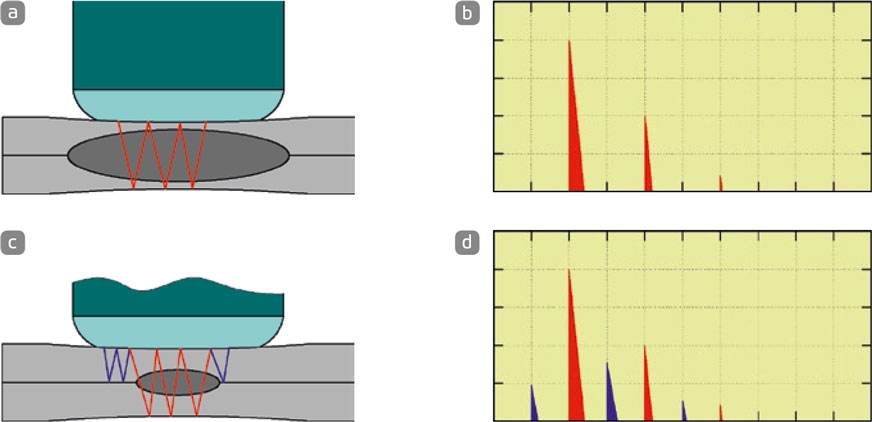
Niszczące metody kontroli połączeń zgrzewanych są metodami opartymi na założeniach statystycznych. Pozwalają one wyłącznie na ocenę wybranych zgrzein, które po wykonanym badaniu nie nadają się do dalszego etapu produkcji pojazdu samochodowego, co generuje niepożądane przez producentów koszty. Szczególne miejsce w kontrolowaniu połączeń zgrzewanych punktowo zajmuje metoda ultradźwiękowa. Polega ona na wygenerowaniu, przepuszczeniu, a następnie odebraniu wiązki fali o częstotliwości powyżej 20 kHz, która propagowała w obszarze połączenia (rys. 1). W zależności od otrzymanego sygnału, dokonywana jest przez kontrolera ocena jakości zgrzeiny. Badania tego typu prowadzone są on-line na linii produkcyjnej przed etapem lakierowania nadwozia i dalszego montażu pozostałych elementów wyposażenia pojazdu, jednakże w ograniczonym zakresie. Obecnie najczęściej w warunkach przemysłowych kontroluje się te połączenia, które cechują się zbliżoną, niewielką grubością łączonych blach. Zaletą opisywanej metody jest krótki czas badania oraz, co jest równie istotne, możliwość relatywnie szybkiego przygotowania personelu do samodzielnego prowadzenia kontroli.
Ponieważ nie jest znany wpływ nałożonej powłoki lakierniczej na wyniki uzyskiwane w czasie badań ultradźwiękowych, zaplanowano i wykonano eksperyment, w którym oceniono możliwość badania połączeń zgrzewanych po zakończeniu procesów lakierniczych. Badania przeprowadzono na samochodzie osobowym, bezwypadkowym, z niewielkim przebiegiem, który został wyprodukowany we wrześniu 2012 roku. Widok przykładowych połączeń zgrzewnych, które zostały poddane kontroli przedstawiono na rys. 2.
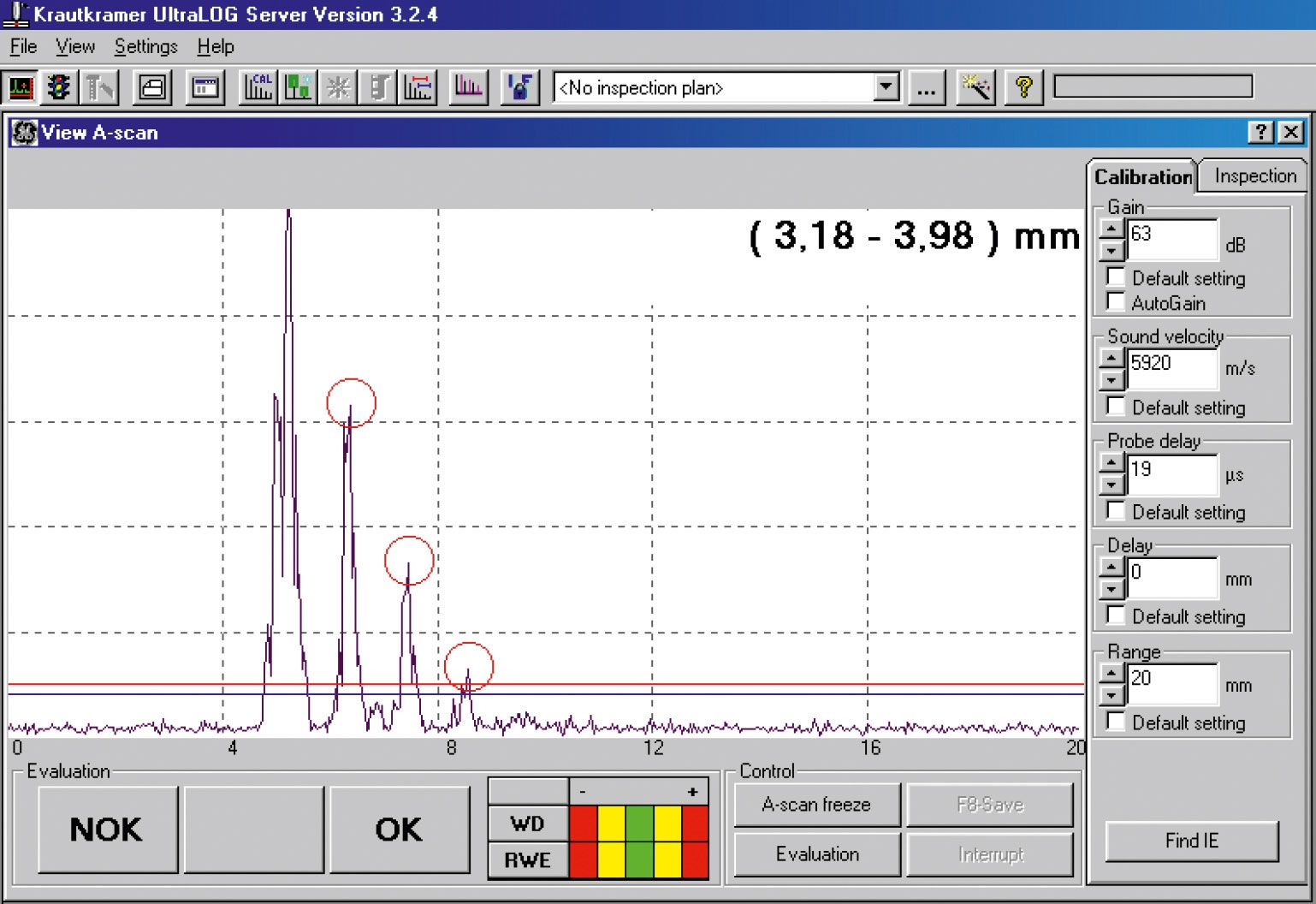
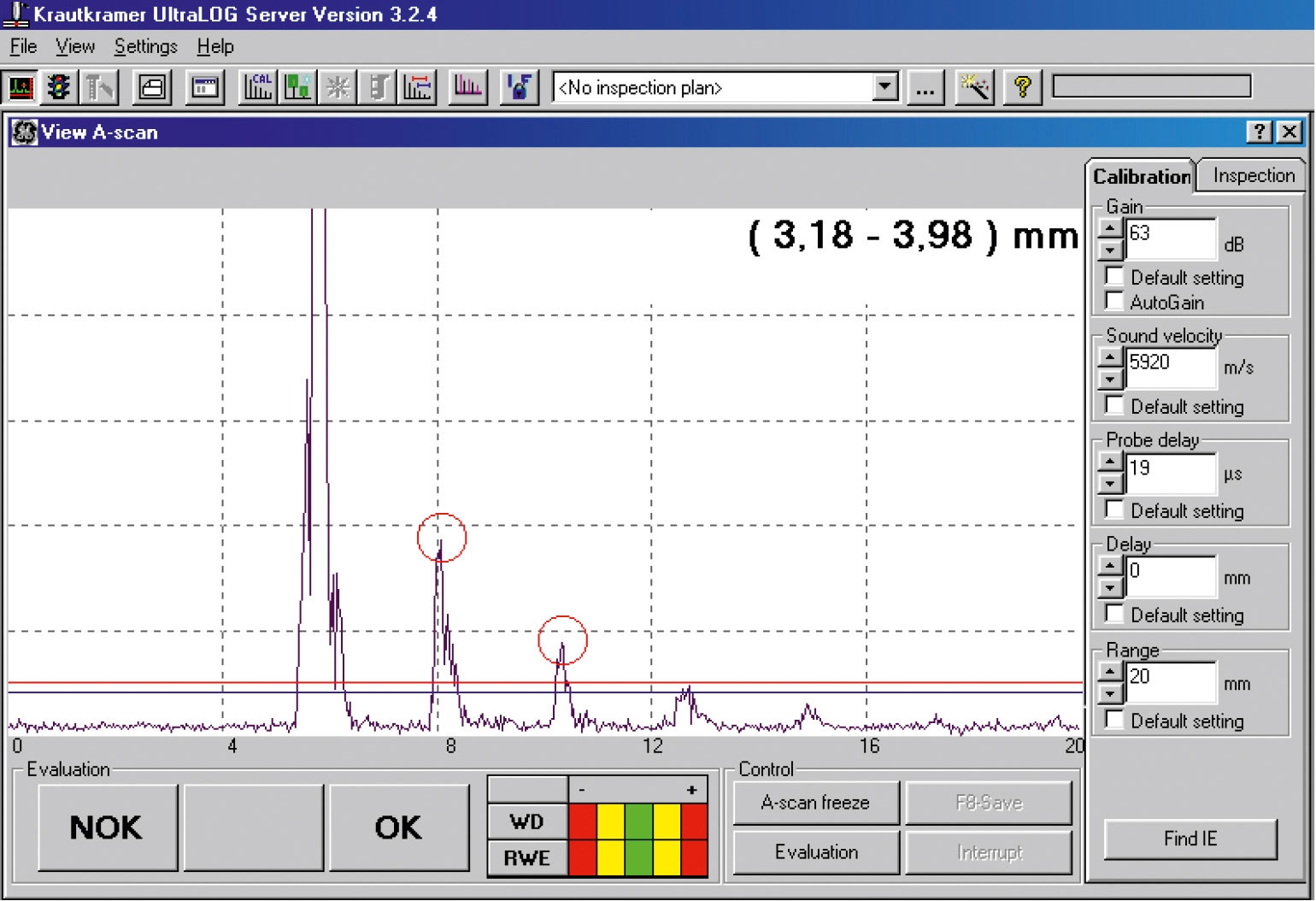
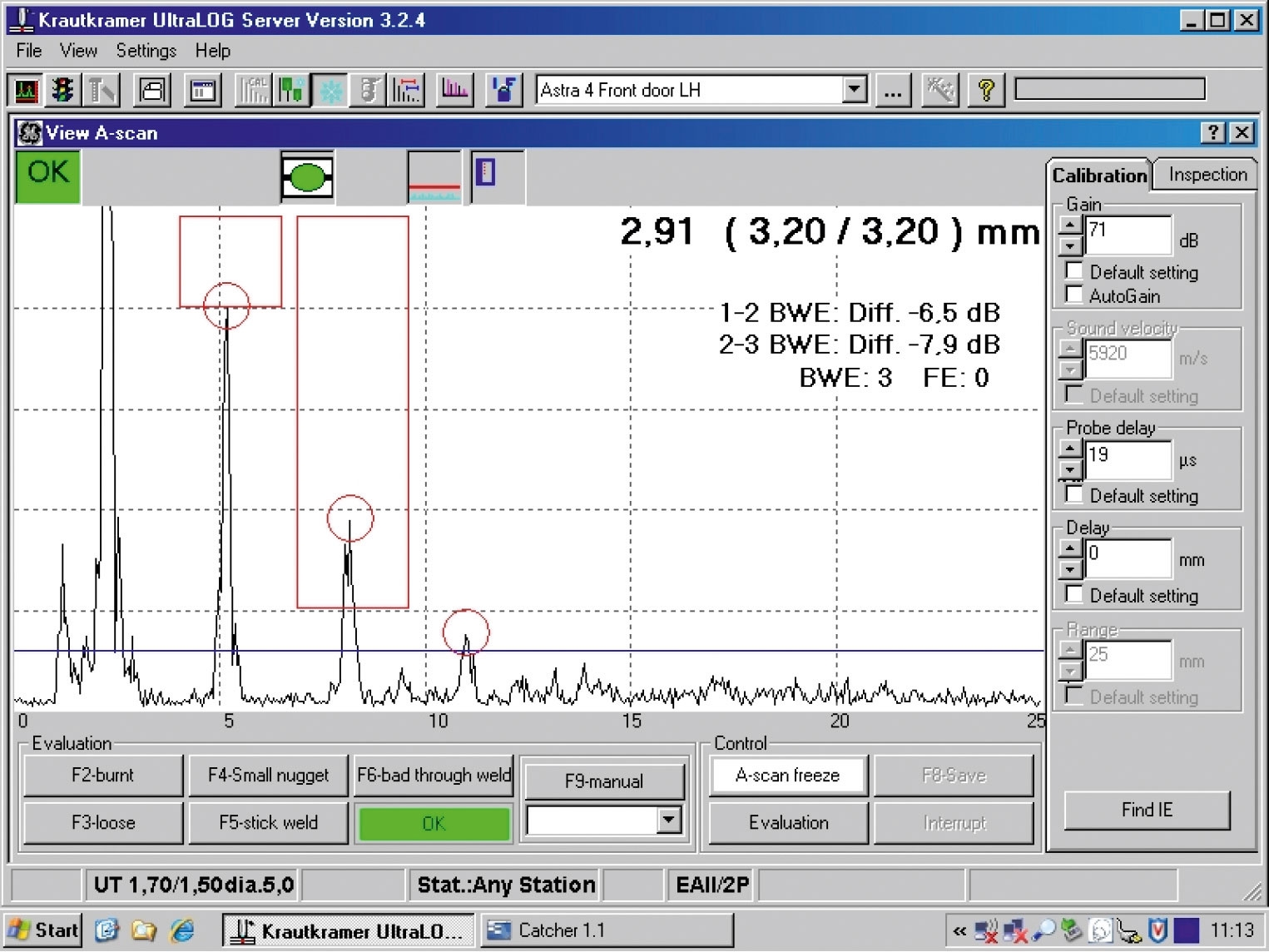
Podczas realizacji eksperymentu wykorzystano cyfrowy defektoskop ultradźwiękowy oraz zestaw głowic z linią opóźniającą wodną, który jest dedykowany do kontroli i oceny połączeń zgrzewanych punktowo. Badania prowadzono na szeregu zgrzein elementu karoserii nadwozia pojazdu samochodowego. Jednakże, ze względu na powtarzalność wyników, ograniczono się jedynie do przedstawienia kilku przykładowych sygnałów, które zostały uzyskane podczas realizacji eksperymentu. Przed rozpoczęciem pomiarów ultradźwiękowych wykonano kalibrację aparatury pomiarowej. Przykładowe sygnały (wyniki) z obszaru połączenia zgrzewanego pokrytego warstwą powłoki lakierniczej przedstawiono na rys. 3 i 4. Dla porównania, na rys. 5 przedstawiono przykładowy sygnał uzyskiwany w czasie kontroli podobnych połączeń zgrzewanych, ale przed procesami lakierniczymi.
Analizując otrzymane na ekranie defektoskopu ultradźwiękowego podczas realizacji badań sygnały można stwierdzić, iż są one zbliżone do siebie. Podobieństwa występowały szczególnie w przebiegach sygnałów i ilości ech powrotnych. Dla połączeń wykonanych poprawnie liczba ech powrotnych kształtowała się na poziomie 3, rosnąc w przypadku zgrzein luźnych. Bez wątpienia, sygnały przedstawione na rys. 3 do 5 zostały wygenerowane w czasie badania zgrzein wysokiej jakości.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}